1,
Известны устройства для зиговки, накатки и отрезки трубчатых деталей. Однако эти устройства не позволяют выполнять все эти операции одновременно, а выполняют их последовательно па отдельных позициях.
Предлагаемое устройство устраняет указанный недостаток.
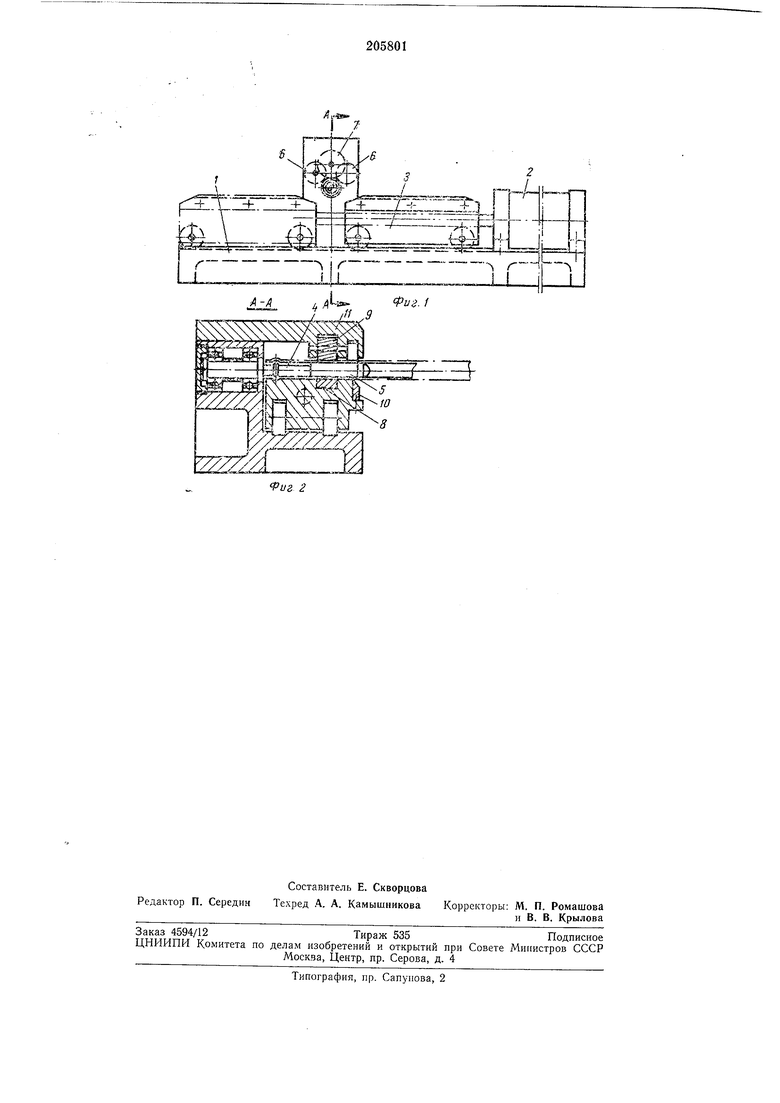
На фиг. 1 -схема устройства, вид--спереди; на фиг. 2 - разрез по А-А на фиг. 1.
В состав устройства входят следующие основные узлы: станина /, гидроцилиндр 2, ползун 3, установочный палец 4, втулка 5.
Заготовка свободно насаживается на установочный палец 4 и плаваюи ую втулку 5, когда ползун 3 находится в крайнем положении. Заготовка в данный момент вместе со втулкой провисает на пальце. Когда ползун 3 совершает рабочий ход, своим передним скосом поднимает заготовку вместе с плавающей втулкой 5 вверх до соприкосновения с центрируюи;ими 6 и накатным 7 роликами, при этом заготовка припимает определенное положение и начинает вращаться под действием трения вокруг своей оси; профильный выступ установочного пальца 4 начинает формовать зиг, накатная рейка 8 и накатной ролик 9 наносить перекрестную сетчатку, а плоский нож 10 будет отрезать заготовку. Наплыв металла, возникающий при отрезке ножом 10, тут же прикатывается на плавающей втулке 5 центрирующими роликами 6. Усилия, возникающие при накатке и отрезке, воспринимаются через плавающую втулку 5, накатной 7 и центрирующие ролики б кронщтейном //, разгружающим установочный палец 4. В конце рабочего хода ползун 3 освобождает готовую деталь, которая легко снимается, а на ее место устанавливается новая заготовка, и цикл обработки повторяется.
Предмет изобретения
1.Устройство для зиговки, накатки и отрезки трубчатых деталей, содерл ащее установочный палец, накатной ролик, гидроцилиндр, ползун с ручьем и закрепленной на нем накатной рейкой, отличающееся тем, что, с целью одновременного выполнения операций зиговки, накатки и безотходной отрезки заготовок, оно снабжено плавающей опорной базой, выполненной в виде жесткой втулки, закрепленной на установочном пальце и имеющей возможность смещения от оси установочного пальца в радиальном направлении ia необходимую величииу.
2.Устройство по п. 1, отличающееся тем, что, с целью центрирования и ирикатки металла заготовки, оно снабжено центрирующими роликами.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью использования обратного хода ползуна, последний имеет скосы с двух сторон.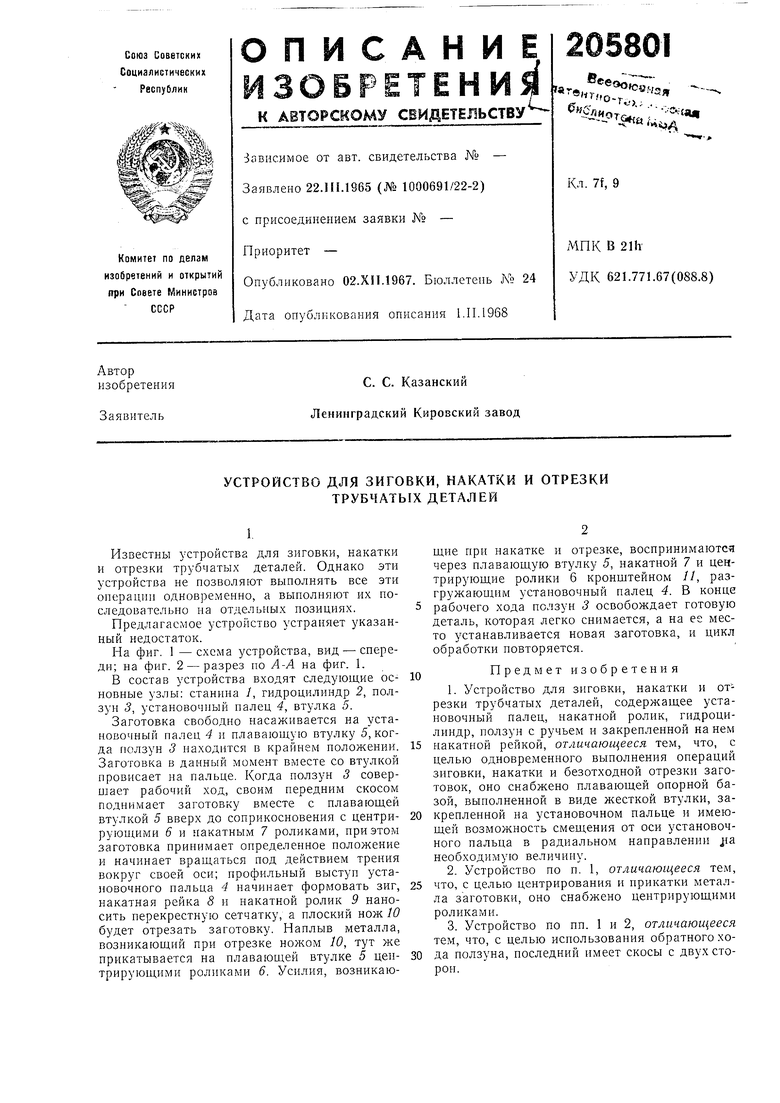
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| Устройство для разделения круглого проката | 1980 |
|
SU889308A1 |
| Станок для накатывания кольцевых канавок | 1983 |
|
SU1224074A1 |
| Центровое устройство к станку дляКАлибРОВАНия зубчАТыХ пРОфилЕй иНАКАТыВАНия МЕлКОМОдульНыХ шлицЕВ | 1979 |
|
SU822961A1 |
| Универсальный самоходный хлопкоуборочный комбайн | 1991 |
|
SU1819527A1 |
| Автомат для изготовления крюков | 1959 |
|
SU130874A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ ПРОВОЛОКИ | 1970 |
|
SU263557A1 |
| Загрузочное устройство | 1973 |
|
SU476929A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Устройство для продольного накатывания профилей | 1983 |
|
SU1164953A2 |