Область техники
Изобретение относится к области станкостроения и, в частности, к пятиосевой вертикальной обрабатывающей системе с автоматической загрузкой и выгрузкой.
Уровень техники
С ростом социального спроса традиционная рабочая сила больше не может удовлетворить спрос общества. В процессе обработки станка традиционный метод заключается в ручном зажиме сырья заготовки через поворотный стол. В процессе ручного удаления обработанного сырья заготовки станок останавливается слишком долго и не может работать непрерывно, что приводит к серьезному снижению эффективности производства и точности обработки заготовки, а ручное управление может привести к повреждению оборудования и травмам персонала.
Раскрытие сущности изобретения
Настоящее изобретение обеспечивает пятиосевую вертикальную обрабатывающую систему с автоматической загрузкой и выгрузкой для преодоления вышеуказанных технических проблем.
Изобретение включает механизм питания, механизм подачи и станок с числовым программным управлением (ЧПУ).
Указанный механизм питания установлен перед узлом плунжера и выполнен с возможностью перемещения исходного материала вдоль оси X и/или Y станка с ЧПУ; указанный механизм подачи закреплен на узле плунжера; указанный механизм подачи выполнен с возможностью перемещения вдоль оси Z станка с ЧПУ для перемещения исходного материала на узел подставки указанного станка с ЧПУ;
указанный механизм питания включает основание, соединительную пластину, первый комплект поддонов, приводное устройство и связующий механизм;
указанное основание имеет соединительную пластину, и причем соединительная пластина обеспечена с возможностью скольжения первым комплектом поддонов; причем указанное приводное устройство представляет собой цилиндр, причем цилиндр установлен в нижней части основания, связующий механизм представляет собой направляющую и ползун, причем указанный ползун установлен в нижней части соединительной пластины, а указанная направляющая установлена на основании; причем указанный ползун выполнен с возможностью перемещения по направляющей; и
указанный цилиндр выполнен с возможностью приведения в действие связующего механизма, приводя в движение вверх соединительную пластину и первый комплект поддонов вдоль оси X станка с числовым программным управлением, причем указанный первый комплект поддонов установлен на соединительной пластине, микроцилиндр установлен под первым комплектом поддонов, и причем указанный микроцилиндр выполнен с возможностью приведения в движение первого комплекта поддонов для скольжения вдоль оси Y станка с числовым программным управлением.
В одном варианте осуществления указанный механизм подачи включает в себя электродвигатель, монтажную пластину, поршневой цилиндр, поршневой шток и зажимное устройство.
Указанный поршневой цилиндр закреплен на монтажной панели, указанная монтажная панель установлена на узле плунжера, выходной конец электродвигателя направлен вниз и соединен с входом поршневого цилиндра; другой конец указанного поршневого штока неподвижно закреплен на зажимном устройстве,, верхняя часть указанного зажимного устройства соединена с нижней частью переходной пластины.
В еще одном варианте осуществления система дополнительно включает в себя: линейные подшипники, крепежную пластину и переходную пластину.
Крепежная пластина закреплена на монтажной пластине, линейные подшипники установлены в круговых направляющих по обе стороны от крепежной пластины, нижний конец линейных подшипников соединен с верхней частью переходной пластины, поршневой шток выполнен с возможностью перемещения в сквозном отверстии между круговыми направляющими по обе стороны от крепежной пластины.
В еще одном варианте осуществления система дополнительно включает в себя: второй комплект поддонов; второй комплект поддонов установлен на указанной соединительной пластине, под вторым комплектом поддонов установлен микроцилиндр, который выполнен с возможностью приведения в движение второго комплекта поддонов для скольжения вдоль оси Y станка с ЧПУ.
Изобретение обеспечивает функцию автоматической загрузки и выгрузки путем установки механизма питания и механизма загрузки в сочетании друг с другом, что повышает эффективность работы и точность обработки деталей, а также экономит рабочую силу.
Краткое описание чертежей
Для более наглядной иллюстрации технических решений в вариантах осуществления или уровне техники изобретения ниже приводится краткое описание сопроводительных чертежей, которые будут использованы при описании вариантов осуществления или уровня техники. Будет очевидно, что сопроводительные чертежи в следующем описании являются некоторыми вариантами осуществления изобретения и что другие чертежи могут быть получены на основе этих чертежей без каких-либо творческих усилий со стороны специалиста в данной области.
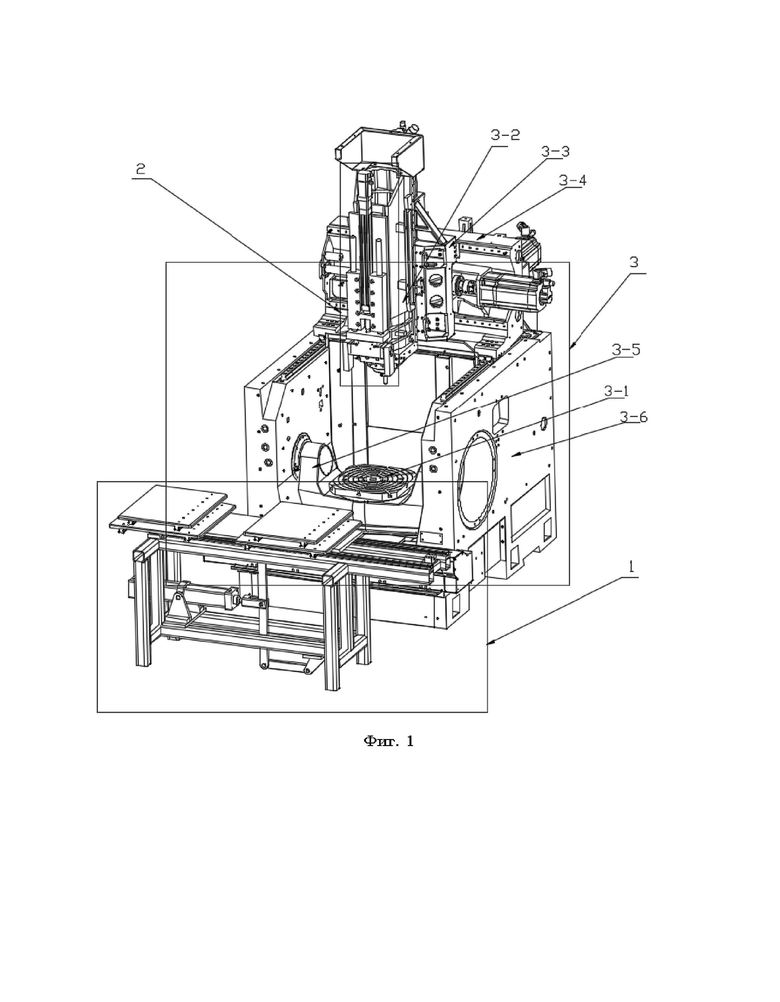
На фигуре 1 показана схема общей структуры изобретения в его исходном состоянии.
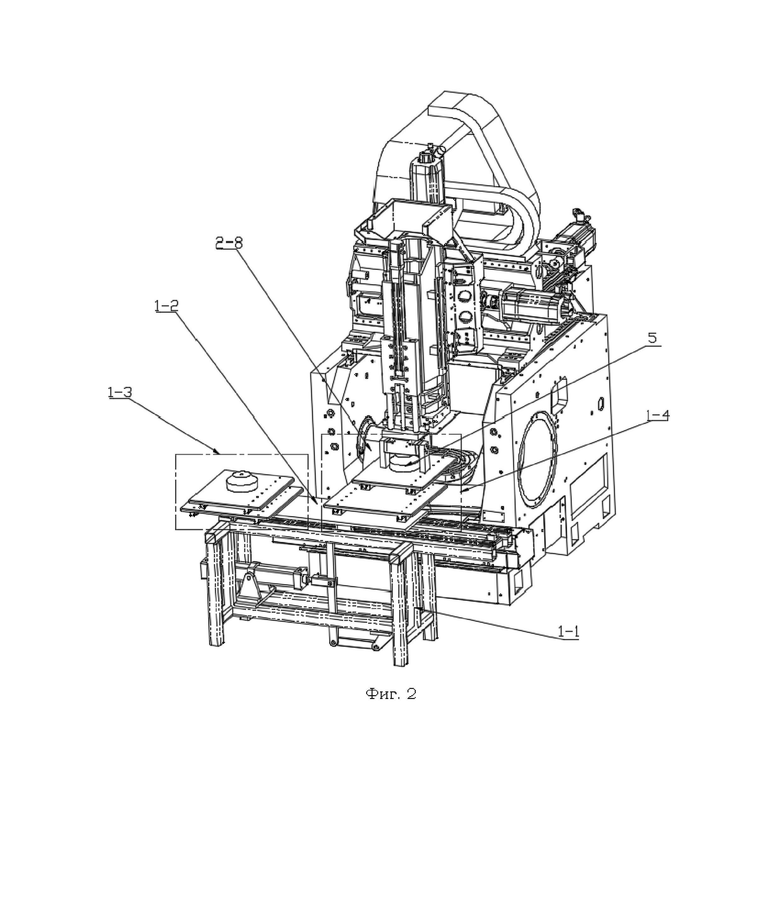
На фигуре 2 показана схема захватного устройства настоящего изобретения для захвата сырья.
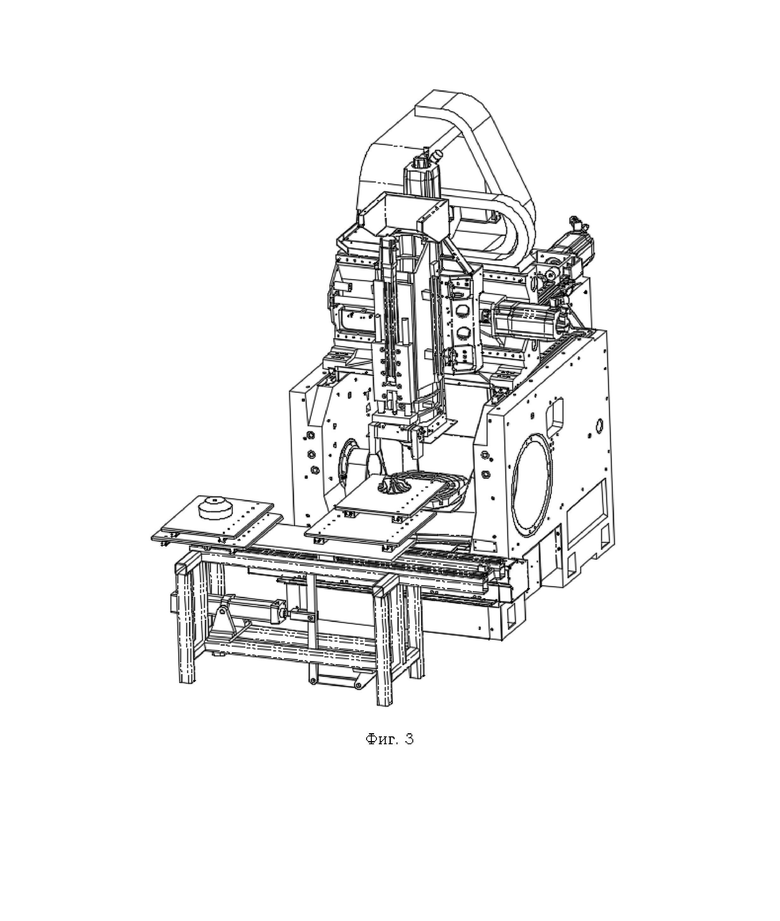
На фигуре 3 показана схема захвата готовой детали захватным устройством настоящего изобретения.
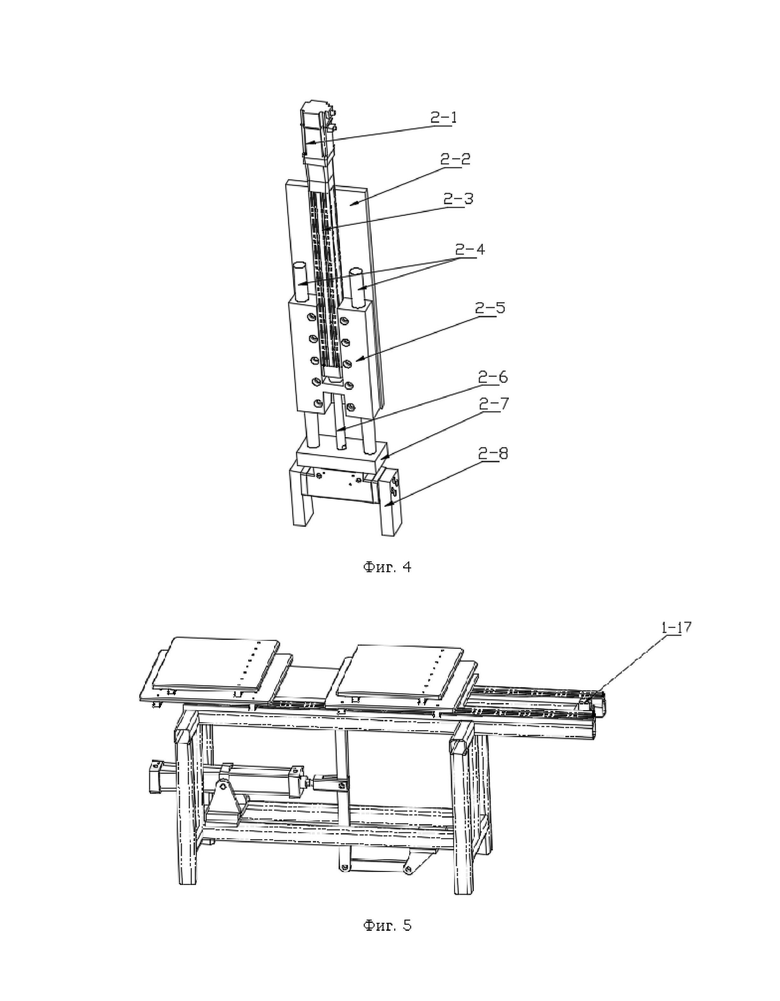
На фигуре 4 показана схема общей структуры механизма подачи настоящего изобретения.
На фигуре 5 показана схема структуры начального состояния механизма питания настоящего изобретения.
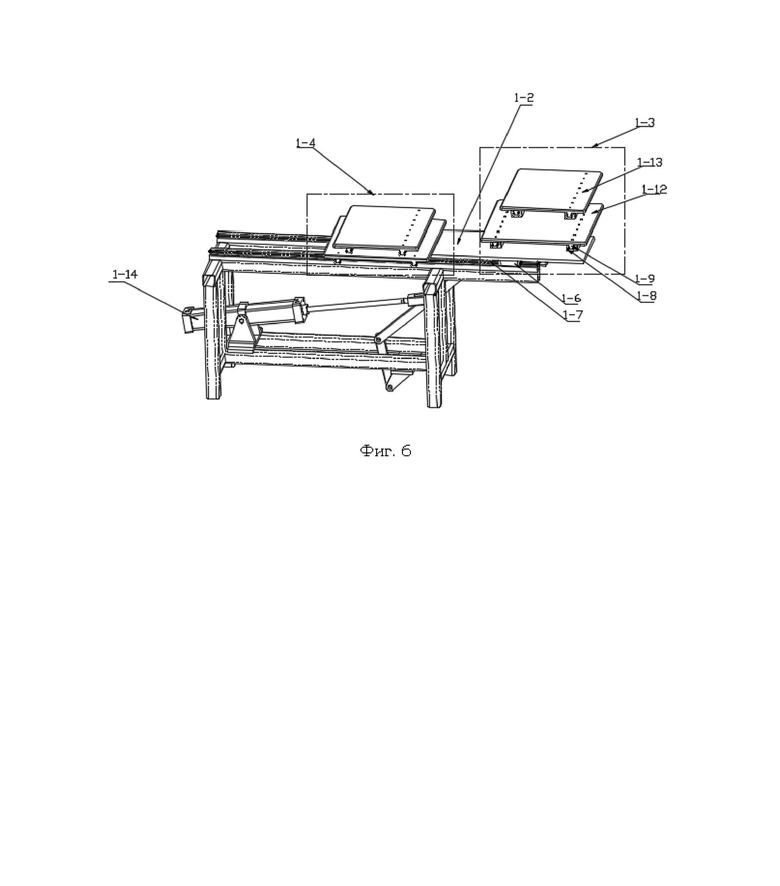
На фигуре 6 показана схема структуры рабочего состояния механизма питания настоящего изобретения.
Подробное описание изобретения
Для того чтобы сделать более понятными цель, технические решения и преимущества вариантов осуществления настоящего изобретения, ниже будут ясно и полно описаны технические решения в вариантах осуществления настоящего изобретения в сочетании с сопроводительными чертежами вариантов осуществления настоящего изобретения, и понятно, что описанные варианты осуществления являются частью вариантов осуществления настоящего изобретения. На основе вариантов осуществления настоящего изобретения все другие варианты осуществления, полученные без творческого труда специалистом в данной области техники, попадают в объем охраны настоящего изобретения.
Описанный в настоящем изобретении станок с ЧПУ 3 включает узел плунжера 3-2, узел подвижного седла 3-3, узел подвижного стола 3-4, узел поворотного стола, узел люльки 3-5 и станок 3-6, причем каждый из указанных компонентов устанавливается в соответствии с существующей компоновкой станка с ЧПУ.
Изобретение включает механизм питания 1, механизм подачи 2 и станок с ЧПУ 3.
Указанный механизм питания 1 установлен перед узлом плунжера 3-2, указанный механизм питания 1 перемещает сырье 5 вдоль оси X и/или Y станка с ЧПУ 3; указанный механизм подачи 2 перемещается вдоль оси X и/или Y станка с ЧПУ 3; указанный механизм подачи 2 закреплен на узле плунжера 3-2; указанный механизм подачи 2 перемещается вдоль узла люльки 3-5 из станка с ЧПУ 3 в движении по оси Z, перемещая указанное сырье 5 к указанному узлу люльки 3-5 из станка с ЧПУ.
Далее, указанный механизм подачи 2 включает двигатель 2-1, монтажную панель 2-2, поршневой цилиндр 2-3, поршневой шток 2-6 и зажимное устройство 2-8.
Поршневой цилиндр 2-3 закреплен на упомянутой монтажной панели 2-2, упомянутая монтажная панель 2-2 установлена на упомянутом плунжерном узле 3-2, выходной конец двигателя 2-1 направлен вниз и соединен с входным концом поршневого цилиндра 2-3; упомянутое поршневой шток 2-6 неподвижно соединен на другом конце с указанным зажимным устройством 2-8, причем верхняя часть указанного зажимного устройства 2-8 соединена с нижней частью переходной пластины 2-7.
Далее включает в себя: линейные подшипники 2-4, крепежную пластину 2-5 и переходную пластину 2-7.
Неподвижная плита 2-5 закреплена на монтажной панели 2-2, линейные подшипники 2-4 установлены в кольцевых направляющих по обеим сторонам неподвижной плиты 2-5, нижний конец линейных подшипников 2-4 соединен с верхней частью переходной плиты 2-7, поршневой шток 2-6 перемещается в сквозных отверстиях между кольцевыми направляющими по обеим сторонам неподвижной плиты 2-5.
В частности, указанный механизм питания 1 установлен перед узлом плунжера 3-2, указанный механизм питания 1 перемещает сырье 5 вдоль оси X и оси Y станка с ЧПУ 3; указанный механизм подачи 2 закреплен на указанном узле плунжера 3-2; указанный механизм подачи 2 перемещается вдоль станка с ЧПУ 3 в движении по оси Z для перемещения указанного сырья 5 к указанному узлу люльки 3-5 станка с ЧПУ для обработки; как показано на фигурах 1 и 4, указанный механизм подачи включает двигатель 2-1, монтажную панель 2-2, поршневой цилиндр 2-3, линейные подшипники 2-4, крепежную пластину 2-5, поршневой шток 2-6, переходную пластину 2-7 и зажимное устройство 2-8.
Поршневой цилиндр 2-3, закрепленный на упомянутой монтажной панели 2-2, выходной конец которого направлен вниз и соединен с входным концом поршневого цилиндра 2-3, упомянутый двигатель 2-1 для приведения в движение упомянутого поршневого цилиндра 2-3; шток 2-6 неподвижно соединен на другом конце с указанным зажимным устройством 2-8, причем указанное зажимное устройство 2-8 соединено сверху с нижней частью переходной пластины 2-7; указанная крепежная пластина 2-5 закреплена на указанной монтажной панели 2-2, причем указанные линейные подшипники 2-4 представляют собой два, соответственно установленных в круговых направляющих на каждой стороне указанной крепежной пластины 2-5, причем нижние концы обоих указанных линейных подшипников 2-4 соединены с верхней частью указанной переходной плиты 2-7, указанный поршневой шток 2-6 перемещается в сквозных отверстиях между кольцевыми направляющими по обе стороны от указанной неподвижной плиты 2-5. Совместная работа указанных линейных подшипников 2-4, фиксирующей пластины 2-5 и переходной пластины 2- 7 эффективно предотвращает шатание пневматического пальца во время движения.
Кроме того, указанный механизм питания 1 включает основание 1-1, соединительную пластину 1-2, первый комплект поддонов 1-3, приводное устройство и механизм связи.
Указанное основание 1-1 снабжено соединительной пластиной 1-2, указанная крепежная пластина 1-2 скользяще снабжена первым комплектом поддонов 1-3; указанное приводное устройство представляет собой цилиндр 1-14, цилиндр 1-14 расположен в нижней части указанного основания 1-1, указанный механизм связи представляет собой направляющую 1-7 и ползун 1-6, указанная направляющая 1-7 расположена в нижней части указанной соединительной пластины 1-2, указанный ползун 1-6 расположен в указанном основании 1-1; указанная направляющая 1-7 перемещается по упомянутому ползуну 1-6.
Указанный цилиндр 1-14 приводит в действие указанный механизм 1-6, который приводит в движение расположенную выше соединительную пластину 1-2 и первый комплект поддонов 1-3 вдоль оси X станка с ЧПУ 3, указанный первый комплект поддонов 1-3 установлен на указанной соединительной пластине 1-2, указанный первый комплект поддонов 1-3 снабжен микроцилиндром, расположенным под указанным первым комплектом поддонов 1-3, указанный микроцилиндр приводит в движение указанный первый комплект поддонов 1-3 для скольжения вдоль оси Y станка с ЧПУ 3.
Далее, дополнительно включает: второй комплект поддонов 1-4; второй комплект поддонов 1-4 установлен на указанной соединительной пластине 1-2, микроцилиндр установлен под вторым комплектом поддонов 1-4, микроцилиндр приводит в движение второй комплект поддонов 1-4 для скольжения вдоль оси Y станка с ЧПУ 3.
В частности, как показано на фигуре 6, количество в указанном первом наборе лотков 1-3 в данном варианте осуществления изобретения не ограничено одним, но может быть больше одного, когда их два, указанный первый лоток 1-12 предусмотрен под указанным первым ползуном 1-9, указанный первый ползун 1-9 скользит по указанной первой направляющей 1-8, предусмотренной на указанной соединительной пластине 1-2, указанная соединительная пластина 1-2 предусмотрена под указанным ползуном 1-6, указанный ползун 1-6 скользит по направляющей 1-7, установленной на упомянутом основании, причем приводным устройством является цилиндр 1-14, причем цилиндр 1-14 установлен на упомянутом основании 1-1 снизу, а связующим звеном является ползун 1-6 и направляющая 1-7, причем цилиндр 1-14 приводит в движение упомянутый ползун 1-6, приводя в движение расположенную над ним соединительную пластину 1-2 вдоль оси X станка с ЧПУ 3.
Указанный ползун 1-6 перемещается вдоль оси X станка с ЧПУ 3, указанный первый ползун 1-9 перемещается вдоль оси Y станка с ЧПУ 3, указанный второй лоток 1-13 закреплен в той же форме, что и указанный первый лоток 1-12 и перемещается в том же направлении, что и указанный первый лоток 1-12, указанный первый лоток 1-12 и указанный второй лоток 1-13 каждый из которых снабжен микроцилиндром снизу для привода ползуна (см. рабочий процесс микроцилиндров, документированный в открытом документе CN207982665U, который не будет повторяться в данной заявке) для подачи сырья 5 на указанном втором поддоне в узел люльки 3-5 станка с ЧПУ для обработки; указанный второй комплект поддонов 1-4 имеет такую же структуру и крепление, как и указанный первый комплект поддонов; указанный механизм питания настроен на автоматическую загрузку и выгрузку, что делает переработку сырья 5 на станке с ЧПУ более удобной и трудосберегающей.
Способ работы изобретения заключается в следующем: как показано на фигуре 1 и фигуре 2, на указанной 1-й группе поддонов 1-3 и 2-й группе поддонов 1-4 размещено сырье, узел скользящего стола 3-4 перемещается вперед до предельного положения по оси Y станка с ЧПУ, в этот момент положение, достигнутое механизмом подачи 2, устанавливается в точку А, как показано на фигуре 2, в исходном состоянии указанная 1-я группа поддонов обращена к указанному столу. Первые поддоны приводятся в движение микроцилиндрами, как показано на фигурах 4 и 5, так что два поддона первой группы поддонов движутся вперед, так что сырье на поддонах достигает дна точки А. В этой точке работает двигатель 2-1 механизма подачи 2, так что поршневой цилиндр 2-3 толкает указанный поршневой шток 2-6 вниз и таким образом толкает зажимное устройство 2-8 (на фигуре используется пневматический палец) перемещается вниз, чтобы зажать сырье, после того как пневматический палец захватил сырье, двигатель 2-1 снова запускается и вытягивает пневматический палец на заданную высоту (только что покинув поверхность поддона), первый комплект поддонов 1-3 сбрасывается, в этот момент узел ползуна 3-4 перемещается назад в точку В (положение над столом), чтобы пневматический палец и узел поворотного стола достигли заданной высоты. В этот момент двигатель 2-1 запускается снова, выгружает сырье на станок с ЧПУ поворотного стола 3-1, зажимает сырье путем автоматического позиционирования поворотного стола 3-1, затем механизм подачи 2 сбрасывается, в этот момент дверь станка с ЧПУ закрывается и указанный станок с ЧПУ обрабатывает указанное сырье, после обработки, как показано на фигуре 3, поворотный стол 3-1 освобождает обработанную готовую деталь, ворота станка с ЧПУ открываются, узел скольжения 3-4 перемещается в точку В, двигатель 2-1 в механизме подачи 2 запускается, пневматический палец перемещается вниз для захвата готовой детали, пневматический палец поднимается на заданную высоту, в этот момент указанная группа поддонов 1 перемещается в точку А, а узел подвижного стола перемещается вперед, чтобы узел подачи достиг точки А, в этот момент включается двигатель 2-1 в механизме подачи 2, пневматический палец помещает готовую деталь на указанный поддон, указанный пневматический палец и указанный поддон сбрасываются; затем включается цилиндр 1-14, установленный под механизмом питания, соединительная пластина 1-2 перемещается вправо, так что второй комплект поддонов 1-4 оказывается напротив указанного рабочего стола, после чего повторяется предыдущая последовательность действий.
Как показано на фигуре 6, для обеспечения установленного перемещения указанной соединительной пластины 1-2, чтобы она точно достигала заданного положения, на указанном основании 1-1 предусмотрен ограничительный элемент 1-17.
Наконец, следует отметить, что приведенные выше варианты осуществления предназначены только для иллюстрации технических решений изобретения, а не для их ограничения; хотя изобретение было подробно описано со ссылкой на предыдущие варианты осуществления, специалистам в данной области техники должно быть понятно, что технические решения, описанные в предыдущих вариантах осуществления, можно модифицировать или заменить некоторые или все их технические признаки на эквивалентные; и что эти модификации или замены не выводит сущность соответствующих технических решений из объема технических решений вариантов осуществления настоящего изобретения.
Изобретение относится к области станкостроения. Пятиосевая вертикальная обрабатывающая система с автоматической загрузкой и выгрузкой включает механизм питания, механизм подачи и станок с числовым программным управлением. Механизм питания установлен перед узлом плунжера. Механизм питания перемещает исходный материал вдоль оси X и/или оси Y станка с числовым программным управлением. Механизм подачи закреплен на узле плунжера. Механизм подачи перемещается вдоль оси Z станка с числовым программным управлением для перемещения исходного материала на узел подставки станка с числовым программным управлением. Функция автоматической загрузки и выгрузки реализована путем установки механизма питания с автоматической подачей питания и механизма подачи с автоматической загрузкой, которые взаимодействуют друг с другом. Техническим результатом изобретения является повышение точности обработки заготовки. 3 з.п. ф-лы, 6 ил.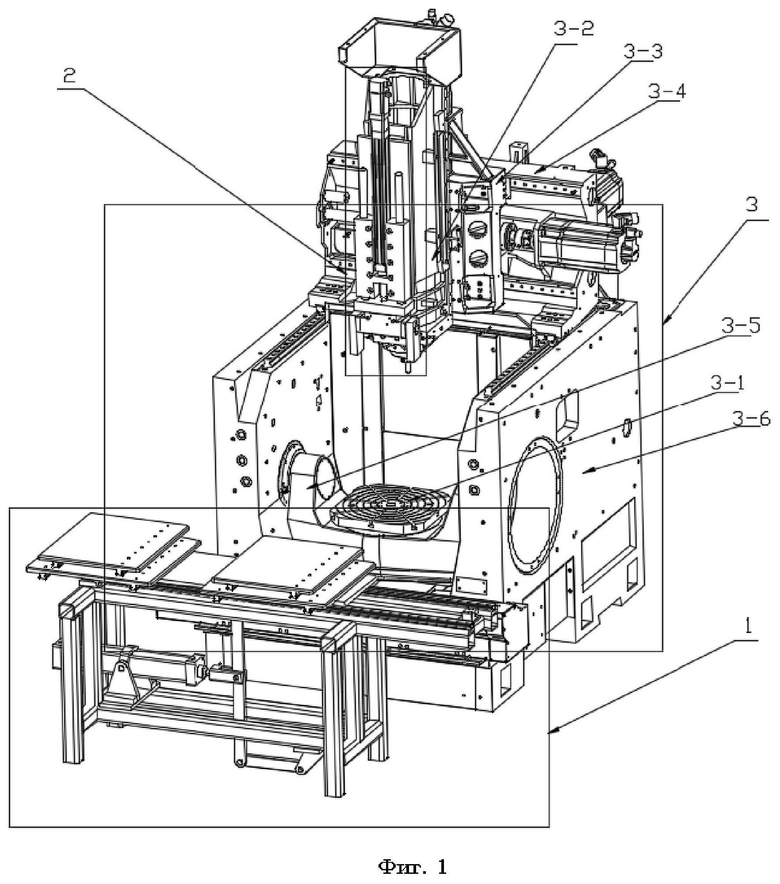
1. Пятиосевая вертикальная обрабатывающая система с автоматической загрузкой и выгрузкой, включающая:
механизм питания (1);
механизм подачи (2); и
станок с числовым программным управлением (3),
причем указанный механизм питания (1) установлен перед узлом (3-2) плунжера и причем механизм питания (1) выполнен с возможностью перемещения исходного материала (5) вдоль оси X и/или оси Y станка с числовым программным управлением (3); причем указанный механизм подачи (2) закреплен на узле (3-2) плунжера и причем указанный механизм подачи (2) выполнен с возможностью перемещения вдоль оси Z станка с числовым программным управлением (3) для перемещения исходного материала (5) на узел (3-5) подставки станка с числовым программным управлением;
причем указанный механизм питания (1) включает основание (1-1), соединительную пластину (1-2), первый комплект поддонов (1-3), приводное устройство и связующий механизм;
причем указанное основание (1-1) имеет соединительную пластину (1-2) и причем соединительная пластина (1-2) обеспечена с возможностью скольжения первым комплектом поддонов (1-3); причем указанное приводное устройство представляет собой цилиндр (1-14), причем цилиндр (1-14) установлен в нижней части основания (1-1), связующий механизм представляет собой направляющую (1-7) и ползун (1-6), причем указанный ползун (1-6) установлен в нижней части соединительной пластины (1-2), а указанная направляющая (1-7) установлена на основании (1-1); причем указанный ползун (1-6) выполнен с возможностью перемещения по направляющей (1-7); и причем
указанный цилиндр (1-14) выполнен с возможностью приведения в действие связующего механизма, приводя в движение вверх соединительную пластину (1-2) и первый комплект поддонов (1-3) вдоль оси X станка с числовым программным управлением (3), причем указанный первый комплект поддонов (1-3) установлен на соединительной пластине (1-2), микроцилиндр установлен под первым комплектом поддонов (1-3) и причем указанный микроцилиндр выполнен с возможностью приведения в движение первого комплекта поддонов (1-3) для скольжения вдоль оси Y станка с числовым программным управлением (3).
2. Система по п. 1, в которой механизм подачи (2) включает электродвигатель (2-1), монтажную пластину (2-2), поршневой цилиндр (2-3), поршневой шток (2-6) и зажимное устройство (2-8);
причем указанный поршневой цилиндр (2-3) закреплен на монтажной пластине (2-2), причем указанная монтажная пластина (2-2) установлена на узле (3-2) плунжера и причем выходной конец электродвигателя (2-1) направлен вниз и соединен с входом поршневого цилиндра (2-3); и причем другой конец указанного поршневого штока (2-6) неподвижно закреплен на зажимном устройстве (2-8) и причем верхняя часть указанного зажимного устройства (2-8) соединена с нижней частью переходной пластины (2-7).
3. Система по п. 1, дополнительно включающая: линейные подшипники (2-4), крепежную пластину (2-5) и переходную пластину (2-7),
причем крепежная пластина (2-5) закреплена на монтажной пластине (2-2), линейные подшипники (2-4) установлены в круговых направляющих по обе стороны от крепежной пластины (2-5), нижний конец линейных подшипников (2-4) соединен с верхней частью переходной пластины (2-7) и поршневой шток (2-6) выполнен с возможностью перемещения в сквозном отверстии между круговыми направляющими по обе стороны от крепежной пластины (2-5).
4. Система по п. 1, дополнительно включающая: второй комплект поддонов (1-4), причем второй комплект поддонов (1-4) установлен на соединительной пластине (1-2), микроцилиндр установлен под вторым комплектом поддонов (1-4) и причем микроцилиндр выполнен с возможностью приведения в движение второго комплекта поддонов (1-4) для скольжения вдоль оси Y станка с числовым программным управлением (3).
| DE 10336156 A1, 24.03.2005 | |||
| CN 103252685 A, 21.08.2013 | |||
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ЗАХВАТНОГО УСТРОЙСТВА | 1993 |
|
RU2035292C1 |
| CN 202878012 U, 17.04.2013 | |||
| CN 106862981 A, 20.06.2017 | |||
| Устройство для управления работой плазмотрона постоянного тока | 1989 |
|
SU1668073A1 |
| US 8092357 B1, 10.01.2012 | |||
| CN 101920472 A, 22.12.2010. | |||

