Изобретение относится к кузнечно- штамповочному производству, а именно к устройствам для изготовления деталей типа ступенчатых валов из штучных заготовок и может быть применено в заготовительных и кузнечно-штамповочных цехах машиностроительных и металлообрабатывающих заводов.
Цель изобретения - повышение качества изделий, увеличение коэффициента использования металла и улучшение условий труда.
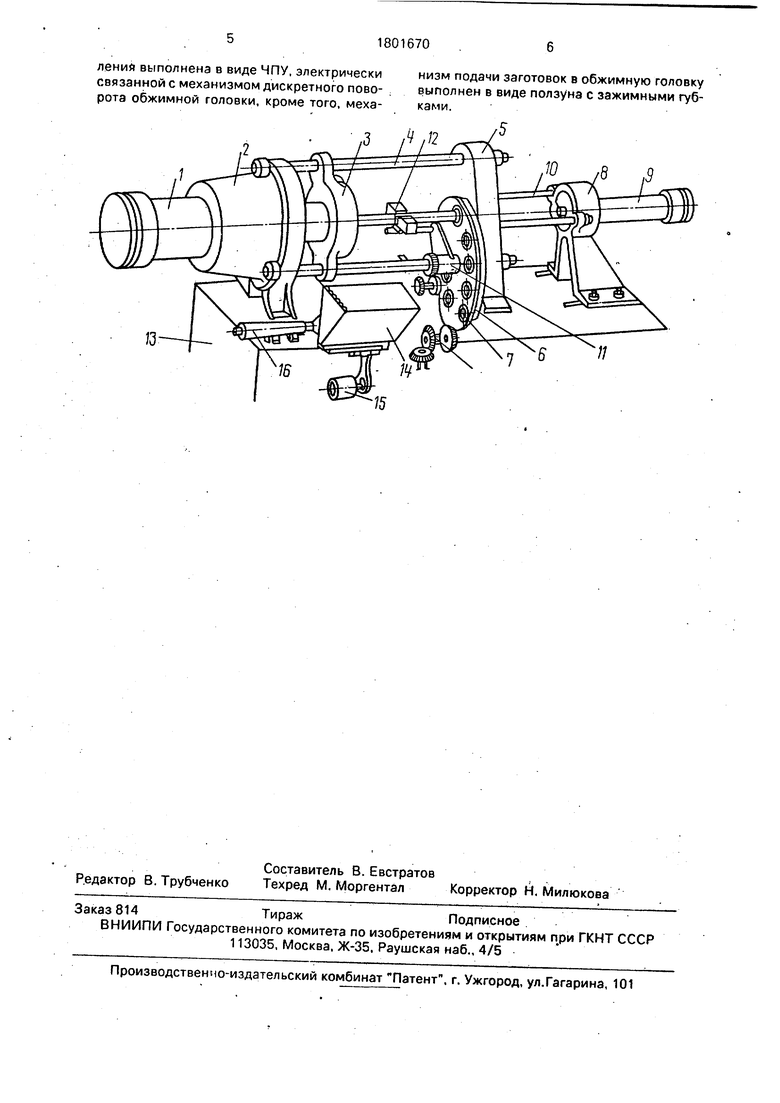
На чертеже представлена схема, иллюстрирующая работу устройства.
Устройство представляет собой горизонтальный гидравлический пресс колонного типа с бункером для исходных заготовок. Траверсы и 5 и колонны 4 (3 штуки) образуют пространственную станину пресса. В левой траверсе 2 размещен главный гидравлический цилиндр поршневого типа 1. Колонны 4 служат направляющим для ползуна . 3, в передней части которого установлены губки для удержания заготовки. На передней колонне пресса, как на оси, смонтирована обжимная головка 6, выполненная в барабане, в котором закреплены сменные матрицы 7 (10 штук). На траверсе 5 размещена опора 8, в которой установлен гидравлический цилиндр поршневого типа 9, плунжер которого выталкивает заготовки из матриц. Расстояние между траверсой 5 и опорой 8 можно изменять путем замены колонок ТО. На передней колонке установлена ступица поворотной руки 1 Т. Захваты этой руки 12 можно смещать вдоль оси пресса
со О
о VI о
при изменении длины заготовки. Траверса пресса и опора 8 установлены на основании 13, являющимся одновременно базой для исходных заготовок 14, механизм поштучной их выдачи. 15, толкатель заготовок 16, приводы механизмов поворота руки и обжимной головки,
Для управления устройством принята позиционная система ЧПУ, замкнутая, характеризующаяся двумя потоками информации. Устройство работает следующим образом.
Исходные заготовки загружают в сменный бункер 14. Необходимость в замене бункера возникает при переходе на работу с заготовками, значительно отличными по диаметру. Механизм поштучной выдачи сбрасывает заготовку на приемные ролики, а толкатель 16 заталкивает ее в захваты 12 поворотной руки 11.
П,о команде ЦПУ-механизм дискретного поворота устанавливает обжимную головку так, чтобы матрица требуемого диаметра (или формы) была выставлена на линию редуцирования.
После этого рука переносит заготовку на линию редуцирования, и ползун 3 заталкивает ее в матрицу, осуществляя редуцирование на требуемой длине. На время прямого хода рука отходит в сторону и выталкивает в отведенном положении до окончания обработки. По завершении прямого хода ползун идет в заднее исходное положение, выталкиватель выталкивает заготовку, она выходит из матрицы и остается на оси обработки в губках ползуна. По команде ЧПУ механизм дискретного поворота обжимной головки устанавливает по оси деформации следующую матрицу и цикл повторяется. Изготовление детали, как правило, осуществляют за несколько переходов.
Когда обработка детали закончена по команде ЧПУ рука возвращается на линию деформации и захватывает заготовку, которая выходит из матрицы последнего перехода. Заготовку удерживает только захват
руки, Следующая команда ЧПУ возвращает руку в исходное положение. Новая заготовка, подаваемая толкателем, выталкивает из руки в тару готовую деталь.
Усилия редуцирования, выталкивания заготовки из матрицы, заталкивания ее в захваты руки и перемещения руки создают гидравлические цилиндры, усилие выдачи заготовки из бункера - гидравлический пр- воротник. Для питания всех гидроцилиндров используют стандартный гидроагрегат.
Привод механизма поворота обжимной
головки - следящий, включающий в себя ряд
основных узлов как например, регулируемый
привод, выполненный по схеме Тиристорный преобразователь - двигатель и осуществляющий регулирование напряжения в цепи якоря электродвигателя постоянного тока; передачи винт-гайка качения и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |
| Приспособление к манипулятору для захвата и удаления полых деталей | 1981 |
|
SU990504A2 |
| Приспособление к манипулятору для захвата и удаления полых деталей | 1977 |
|
SU682392A2 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Штамп для прямого выдавливания | 1981 |
|
SU1017426A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Горизонтальный гидравлическийТРубОпРОфильНый пРЕСС | 1979 |
|
SU820963A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
Использование: обработка металлов давлением. Сущность изобретения: устройство содержит станину со смонтированными на ней обжимной головкой, механизм подачи заготовок на линию обработки, систему приемных роликов, механизм подачи заготовок в обжимную головку и систему программного управления. Устройство снабжено механизмом дискретного поворота обжимной головки, механизм подачи заготовок на линию обработки снабжен манипулятором, выполненным в виде при- водной поворотной руки с захватами и толкателем. Обжимная головка выполнена в виде блока жестких матриц с заданными диаметрами. Система программного управ--- ления выполнена в виде ЧПУ, электрически связанным с механизмом дискретного поворота обжимной головки. Кроме того, механизм подачи заготовок в обжимную головку выполнен в виде ползуна с зажимными губками. 1 ил. ел G
Техническая характеристика спроектированного и изготовляемого устройства
Номинальное усилие редуцирования, кН Диаметр исходных заготовок, мм
- наибольший ...
- наименьший ...
Длина заготовки, максимальная, мм ...
Скорость движения ползуна максимальная, мм/с ...
Номинальное усиление цилиндра выталкивания, кН ...
Скорость движения плунжера цилиндра выталкивания, мм/с ...
Давление главного привода, кВт ...
Габаритные размеры устройства, мм слева направо ...
спереди назад...
высота над уровнем пола
1000
40
20
400
50
100
50
22
3500
1000
1600
Производительность пресса-автомата зависит от числа переходов, требуемых для изготовления детали и для 3-х переходов может составлять 45 до 90 штук в час. Формула изобретения Устройство для изготовления деталей методом холодного редуцирования, содержащее станину, со смонтированными на ней обжимной головкой, механизмом подачи заготовок на линию обработки, системой приемных роликов, механизмом подачи заготовок в обжимную головку и систему
1000
40
20
400
50
100
50
22
3500
1000
1600
программного управления, отличающееся тем, что, с целью повышения качества изделий, коэффициента использования металла и улучшения условий труда, оно снабжено механизмом дискретного поворота обжимной головки, а механизм подачи заготовок на линию обработки снабжен манипулятором, выполненным в виде приводной поворотной руки с захватами и толкателем, при этом обжимная головка выполнена в виде блока жестких матриц с заданными диаметрами, система программного управлений выполнена в виде ЧПУ, электрически связанной с механизмом дискретного поворота обжимной головки, кроме того, механизм подачи заготовок в обжимную головку выполнен в виде ползуна с зажимными губками.
| Радиально-обжимное устройство | 1985 |
|
SU1310086A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
