Изобретение относится к обувной промышленности и может быть использовано в обувном производстве для нанесения клея на детали обуви.
Целью изобретения является повышение качества нанесения клея на кромки обувных деталей.
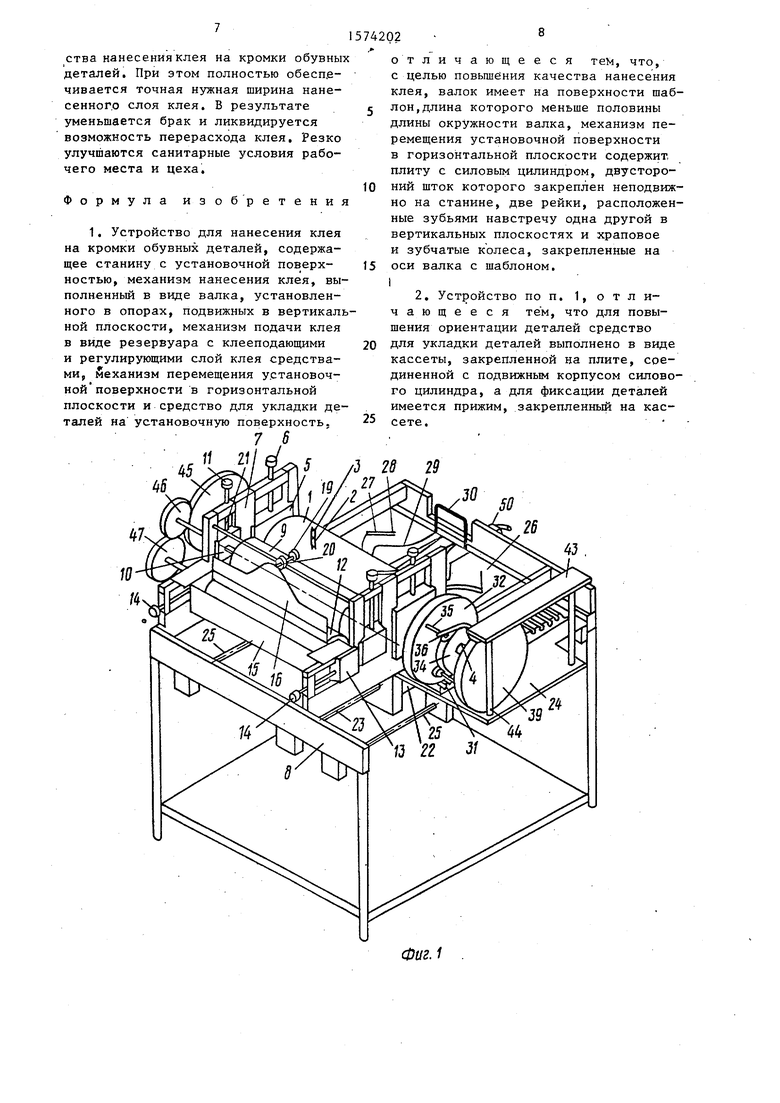
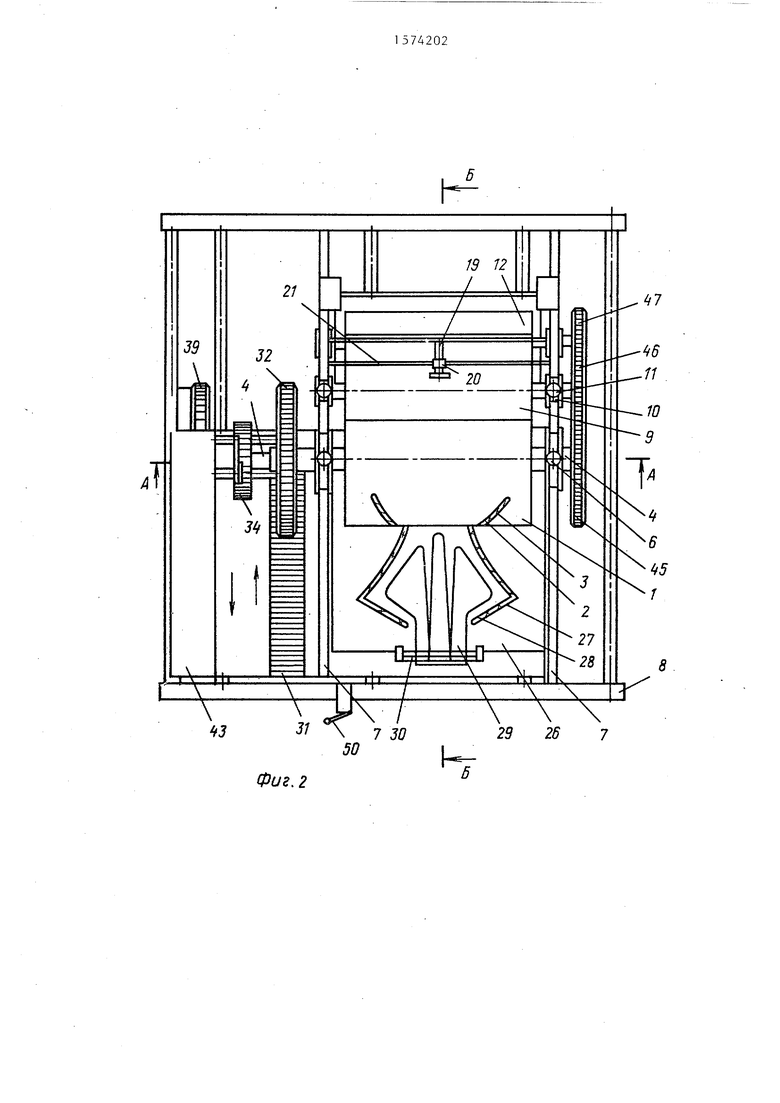
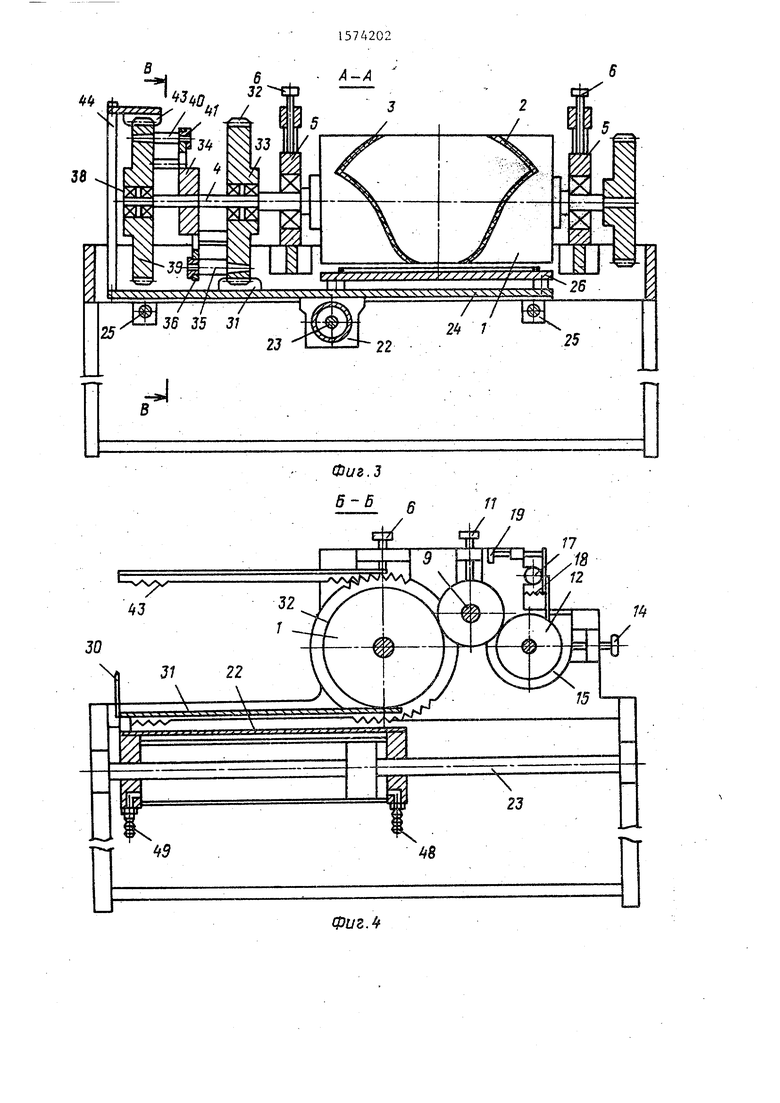
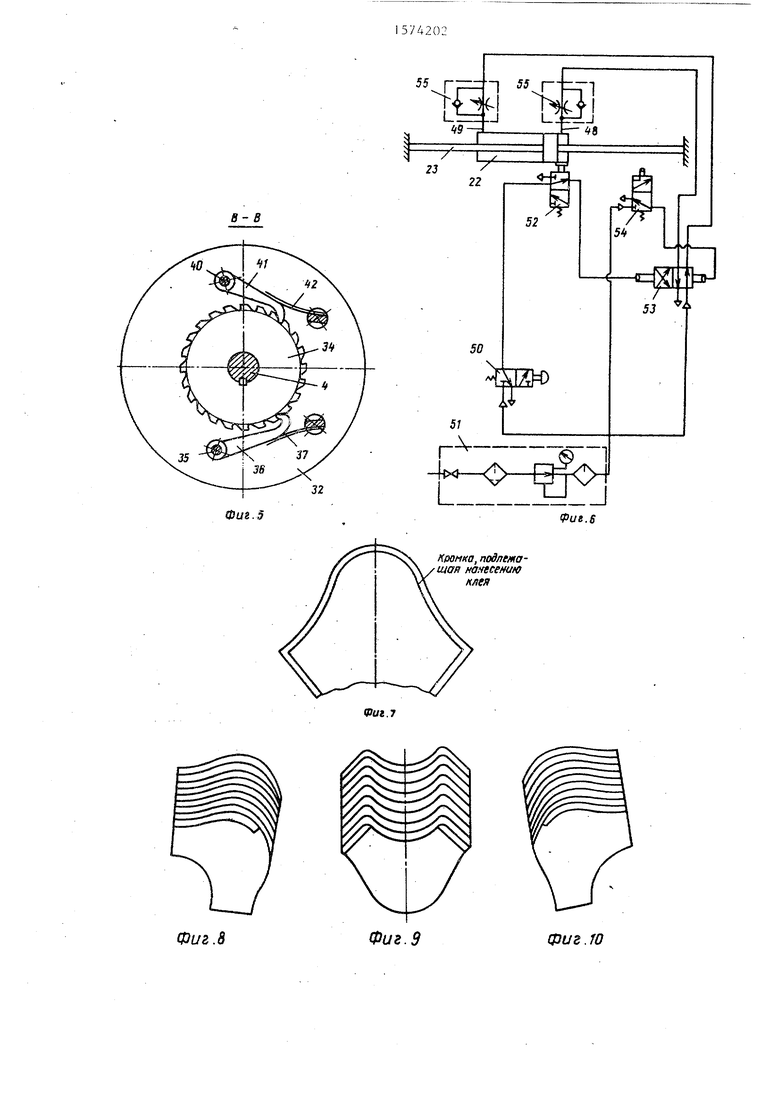
На фиг. 1 изображено устройство, общий вид, изометрия; на фиг. 2 - то же, вид сверху, на фиг. 3 - разрез А-А на фиг. 2} на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - пневмосхема; на фиг. 7 - пример легкой обувной детали; на фиг. 8-10 - примеры нанесения клея вручную; на фиг. 11 - схема перемещения барабана с шаблоном и кассеты с обувной деталью, пример выполнения; на фиг. 12 - то же, с более меньшим шаблоном, пример выполнения.
Устройство для нанесения клея по контуру деталей обуви содержит барабан 1, на поверхности которого винтами 2 укреплен съемный шаблон 3, выступающий относительно поверхности барабана 1. Развертка шаблона 3 соответствует контуру детали, а ширина гребня шаблона 3 равна заданной ширине кромки, на которую должен быть нанесен клей. Барабан 1 закреплен на валу 4, вращающемся в подвижных подшипниках 5. Подшипники 5 имеют возможность перемещаться под действием винтов 6 в пазах щек 7, установленных на станине 8. В контакте с шаблоном 3 находится клеепередающий валик 9, вращающийся в подвижных подшипниках 10-и перемещающийся под действием винтов 11 в пазах щек 7. Клей передается на валик 9 питательным валиком 12, вращающимся в подвижных подшип- никах 13, перемещающихся под действием винтов 14 в пазах щек 7. Валик 12 утоплен в резервуаре для клея 15. Для регулирования толщины слоя клея, находящегося на питательном валике 12, предусмотрен скребок 16, установленный на оси 17, закрепленный на щеках 7 и прижимается к питательному валику 12 при помощи пружины 18.
При этом толщина слоя на валике 12 регулируется винтом 19, гайка 20 которого установлена на стяжке 21, установленной на щеках 7.
Устройство имеет пневматический привод, схема которого изображена на фиг. 6. Привод осуществляется сжатым воздухом, поступающим из сети через систему управления в рабочий цилиндр 22, имеющий возможность перемещаться вдоль неподвижного штока 23, закрепленного на станине 8.
Корпус рабочего цилиндра 22 закреплен на плите 24, которая может перемещаться по цилиндрическим направляющим 25, установленным на станине 8. Плита 24 несет на себе кассету 26, в которую укладывают обрабатываемую деталь, положение которой определяется ограничителями 27, закрепленными винтами 28, а неподвижность в процессе нанесения клея обеспечивается фиксатором 29, поворот которого на 90° осуществляется при помощи , рукоятки 30.
Под действием сжатого воздуха и благодаря системе управления (фиг.6) рабочий цилиндр 22 совершает по штоку 23 возвратно-поступательное движение, которое преобразуется в синхронное вращение барабана 1 при помощи рейки 31, укрепленной на плите 24, находящейся в зацеплении с зубчатым колесом 32 , вращающимся на подшипниках 33, свободно сидящих на валу 4S
Q
0 5
5
5
на котором сидит жестко связанное с ним храповое колесо 34. На торце зубчатого колеса 32 закреплен палец 35, на котором сидит храповая собачка 36, находящаяся в зацеплении с зубом храпового колеса 34 под влиянием натяжения плоской пружины 37.
По другую сторону храпового колеса 34 на валу 4 также свободно сидит на подшипнике 38 зубчатое колесо 39, на торце которого на пальце 40 имеется храповая собачка 41, прижатая пружиной 42 к зубу храпового колеса 34. В зацеплении с зубчатым колесом 39 находится рейка 43, установленная на стойках 44, закрепленных на плите 24. Храповые собачки 36 и 41 расположены под углом 180° относительно оси храпового колеса 34 и установлены так, что собачка 36 является тянущей, а собачка 41 - толкающей по отношению к зубьям храпового колеса 34. Благодаря такому расположению собачек 36 и 41 возвратно-поступательное движение плиты 24 преобразуется во вращательное движение барабана 1, что обеспечивает нормальный цикл нанесения клея по контуру детали за двойной ход цилиндра 22. Вращение клеепереда- ющему валику 9 передается при помощи зубчатого колеса 45, сидящего на валике 4. Зубчатое колесо 46 передает вращение зубчатому колесу 47, сидящему на питательном валике 12.
Сжатый воздух, осуществляющий пневматический привод устройства, поступает в рабочий цилиндр 22 через штуцеры 48 и 49. Система управления пневмоцилиндром (фиг. 6) содержит воздухораспределитель 50 с ручным управлением, установленный на станине 8 на позиции загрузки, панель 51 подготовки сжатого воздуха, концевой воздухораспределитель 52, воздухораспределитель 53 двухходовой четырех- линейиый с двухсторонним пневматическим управлением, концевой воздухораспределитель 54, дающий импульс на начало возвратного хода рабочего цилиндра. 22, дроссели с обратными клапанами 55, служащие для изменения скорости поступательного движения рабочего цилиндра 22.
Система пневматического управления, работой устройства выбрана в связи с тем, что нанесение клея требует применения взрывобезопасных средств, управления.
Устройство работает следующим образом.
Емкость 15 наполняется клеем. При помощи винта 19 регулируется толщина слоя клея на питательном валике 12, винтом 11 регулируется расстояние между этим валиком и клеепередающим валиком 9. Винтом 6 регулируется расстояние между шаблоном 3 барабана 1 и деталью, лежащей в кассете 26 и зафиксированной фиксатором 29. При этом рабочий цилиндр 22 и кассета 26 находятся в крайнем левом положении (в передней части станины 8). В этом положении сжатый воздух поступает в левую полость рабочего цилиндра 22 через штуцер 49, а правая полость рабочего цилиндра 22 соединена с атмосферой. Нажатием на рукоятку воздухораспределителя 50 работница запускает систему управления приводом. Сжатый воздух через воздухораспределитель 52 поступает к воздухораспределителю 53 и переключает его. При этом сжатый воздух поступает через штуцер 48 в правую полост рабочего цилиндра 22, а его левая полость соединяется с атмосферой и цилиндр 22 перемещается вправо вдоль штока 23. При этом движется плита 24 и с ней рейка 31, находящаяся в зацеплении с зубчатым колесом 32, вращая его вокруг вала 4 по часовой стрелке. Благодаря этому зуб храповой собачки 36 увлекает за собой зуб храпового колеса 34, вращая его такж
по часовой стрелке.
i
Это приводит во вращение вил 4, на котором храповое колесо 34 неподвижно закреплено, а с валом 4 вращается и барабан 1. Вращение барабана 1 через шестерни 45-47 передается клеепередающему валику 9 и питатель- ному валику 12, благодаря чему клей передается из резервуара 15 шаблону 3 барабана 1, который, обкатывая лежащую в кассете 26 деталь с линейной скоростью, равной скорости движения кассеты, наносит клей последовательно на все входящие с ним в контакт участки кромки контура детали.
По достижении крайнего заданного положения рабочего цилиндра 22 он воздействует на концевой воздухораспределитель 54, что вызывает переключение воздухораспределителя 53, а следовательно, поступление воздуха в рабочий цилиндр 22 через штуцер 49,
что вызывает обратный ход цилиндра 22. При этом плита 24 и кассета 26 с деталью в ней движутся по направлению к позиции загрузки. При этом установленная на стойках 44 рейка 43 вращает зубчатое колесо 39 по часовой стрелке, увлекая за собой храповую собачку 41, которая, толкая зуб храпового колеса 34, заставляет его, а с ним вал 4 и барабан 1 вращаться в ту же сторону (по часовой стрелке) . Таким образом, невзирая на то, что ход рабочего цилиндра 22 обрат5 ный, барабан 1 вращается по часовой стрелке и при этом его шаблон 3 промазывается клеем. В момент прихода кассеты 26 в исходное положение концевой воздухораспределитель 52 переклю0 чает воздухораспределитель 53, прекращающий подачу сжатого воздуха в рабочий цилиндр 22 и устройство останавливается. Работница нажатием на рукоятку 30 освобождает деталь от
5 фиксатора 29, вынимает ее из кассеты 26, укладывает в нее новую деталь, и начинается новый цикл.
Предлагаемая конструкция позволяет наносить клей на обувные детали
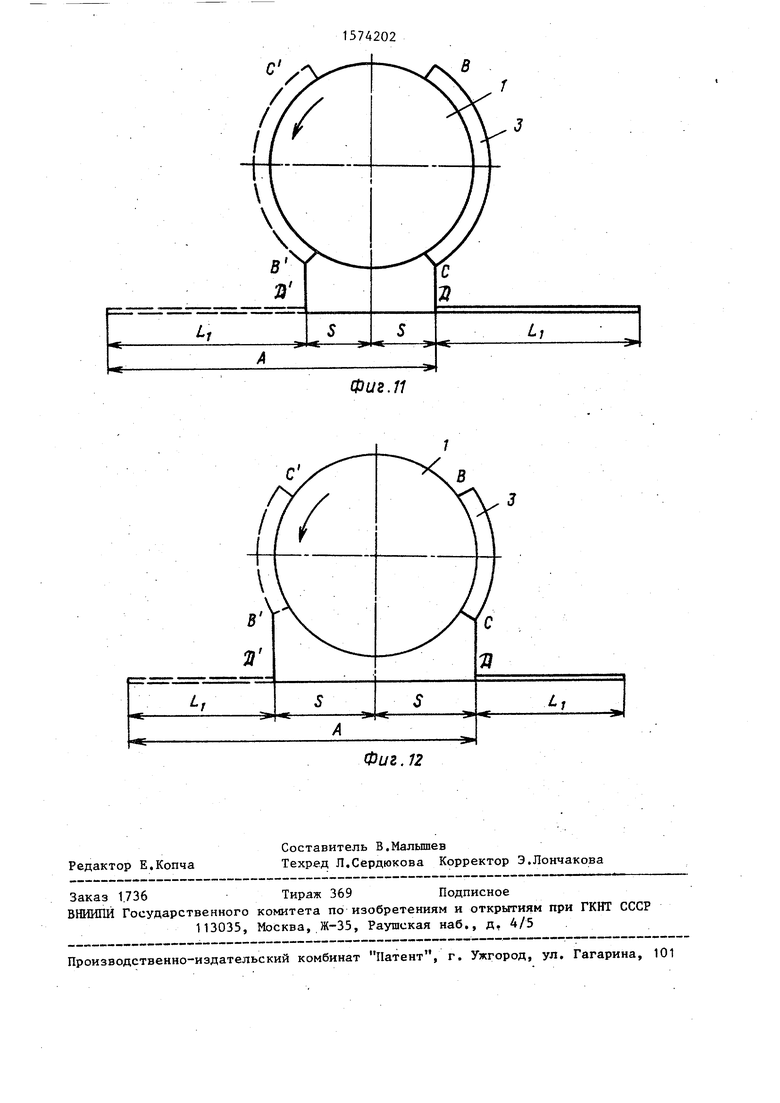
о различных размеров с применением соответствующих шаблонов. Кроме того, конструкция ликвидирует возможность проскальзывания шаблона относительно обувной детали в начале обратного хода кассет. Это достигается тем, что шаблон по длине меньше 1/2 длины окружности наружного диаметра шаблона, чем обеспечивается свободный ход
пневмоцилиндра S (фиг. 11 и 12).
Если длина развертки наружного диаметра шаблона L, a L( - длина шаблона, равная длине промазываемой детали, то
t 2t{ + 4S 2(4 + 2S)
Так как за один двойной ход пневмоцилиндра барабан совершает два поворота на 180° в одном направлении, то величина хода пневмоцилиндра А
| L , + 2S (фиг. 11 и 12).
В связи с наличием свободного хода S точка С, С никогда не совпадает с точками D и D , а потому полностью исключается возможность проскальзывания шаблона по обувной детали, даже к началу обратного хода кассеты.
Использование предлагаемого устройства обеспечивает повышение качества нанесения клея на кромки обувных деталей. При этом полностью обеспечивается точная нужная ширина нанесенного слоя клея. В результате уменьшается брак и ликвидируется возможность перерасхода клея. Резко улучшаются санитарные условия рабочего места и цеха.
Формула изобретения
1. Устройство для нанесения клея на кромки обувных деталей, содержащее станину с установочной поверхностью, механизм нанесения клея, выполненный в виде валка, установленного в опорах, подвижных в вертикальной плоскости, механизм подачи клея в виде резервуара с клееподающими и регулирующими слой клея средствами, йеханизм перемещения установочной поверхности в горизонтальной плоскости и средство для укладки деталей на установочную поверхность.
7 8
45
5
0
5
отличающееся тем, что, с целью повышения качества нанесения клея, валок имеет на поверхности шаблон, длина которого меньше половины длины окружности валка, механизм перемещения установочной поверхности в горизонтальной плоскости содержит плиту с силовым цилиндром, двусторо- ний шток которого закреплен неподвижно на станине, две рейки, расположенные зубьями навстречу одна другой в вертикальных плоскостях и храповое и зубчатые колеса, закрепленные на оси валка с шаблоном.
I
2. Устройство по п. 1, отличающееся тем, что для повышения ориентации деталей средство для укладки деталей выполнено в виде кассеты, закрепленной на плите, соединенной с подвижным корпусом силового цилиндра, а для фиксации деталей имеется прижим, закрепленный на кассете.
3 28 29
30
SO
25
43
4J
Фиг. 2
Фиг.З 6-Б
JO
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Машина для выравнивания деталей низа обуви по толщине | 1990 |
|
SU1750641A1 |
| Машина для выравнивания деталей обуви по толщине | 1990 |
|
SU1792314A3 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| СТАНОК ДЛЯ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ В ПРОЦЕССЕ ТЕРМООБРАБОТКИ | 1970 |
|
SU272793A1 |
| Устройство для подачи деталей | 1986 |
|
SU1397247A1 |
| Делительная машина | 1958 |
|
SU118618A1 |
| Устройство для нанесения клея на детали низа обуви, закрепленной на колодке | 1987 |
|
SU1583077A1 |
| Устройство для трафаретной печати | 1971 |
|
SU452522A1 |
Изобретение относится к оборудованию обувного производства и преимущественно обеспечивает повышение качества нанесения клея по контуру обувной детали. Устройство имеет валок в форме цилиндра, на поверхности которого закреплен шаблон для нанесения клея по контуру детали, имеющий длину меньше половины длины окружности. Валок с шаблоном закреплен на станине с возможностью вертикального перемещения и взаимодействует с клеенаносящим валиком. Кассета для укладки детали закреплена на подвижной плите, которая взаимодействует с корпусом силового цилиндра, двусторонний шток которого неподвижно закреплен на станине под валком с шаблоном. На оси валка с шаблоном закреплены две рейки с зубчатым и храповым колесами. На кассете имеется прижим для фиксации деталей обуви. Заготовка укладывается в кассету и прижимается прижимом. Включается силовой цилиндр, и плита с кассетой начинает синхронное перемещение с валком с шаблоном за счет взаимодействия реек с зубчатыми и храповым колесами. При этом нанесение клея производится только при движении в одну сторону. 1 з.п. ф-лы, 12 ил.
Фиг Л
wyv
отнзэ9кон нот -омаидои ояиовх
9-зпф
ё гпф
ZЈ
/
/
I
с1
в
Фиг. 11
Фиг. 12
| МАШИНА ДЛЯ НАМАЗКИ КЛЕЕМ КРОМОК ТЕКСТИЛЬНЫХ ГАЛОШНЫХ ДЕТАЛЕЙ | 1932 |
|
SU37323A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
