(54) СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гофрированных профилей | 1990 |
|
SU1736658A1 |
| Способ изготовления гнутых профилей | 1987 |
|
SU1480918A1 |
| Способ изготовления холодногнутых профилей проката | 1977 |
|
SU662195A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ изготовления гнутых профилей | 1981 |
|
SU1011299A1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU956093A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ изготовления гнутых профилей проката | 1988 |
|
SU1532124A1 |
| Способ изготовления гнутых профилей проката | 1980 |
|
SU946720A1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1212650A1 |
Изобретение относится к обработке металлов давлением и Предназначено для использования при производстве гнутых профилей, преимув ественно гофрированных.
Известен способ изготовления гнутых профилей проката, преимущественно гофрированных, путем гибки в валках листового материала, при котором на первых переходах формуют волнообразный профиль с увеличеннымирадиусами кривизны, а затем осуществляют осад,ку элементов профиля до заданной конфигурации 1 .
Недостатком известного способа является волнистость кромок профиля.
Цель изобретения - улучшение качества профилей за счет ослабления режима формовки.
Поставленная цель достигается тем, что согласно способу изготовления гнутых профилей, преимущественно гофрированных из плоских листовых заготовок, при котором на первых переходах формуют профиль с увеличенными радиусами мест изгиба, а затем осуществляют осадку элементов профиля до заданной конфигурации, формовку осуществляют из заготовки увеличенной ширины, а осадку производят с одно- ,
временной подгибкой наклонных элементов и уменьшением периметра профиля до заданного.
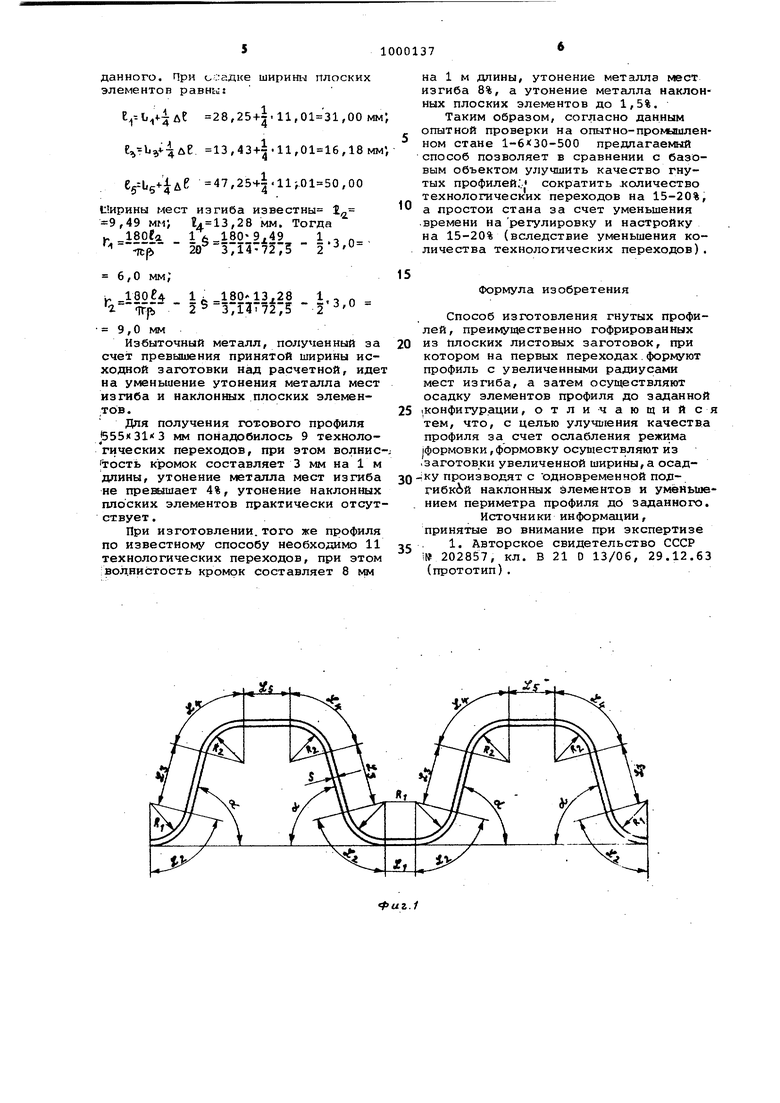
На фиг.1 изображен предварительно отформованный гофрированный профиль с увеличенной шириной исходной загогтовки, увеличенными радиусами кривизны и увеличенной шириной мест изгиба. Здесь о(. - угол подгибки наклонных
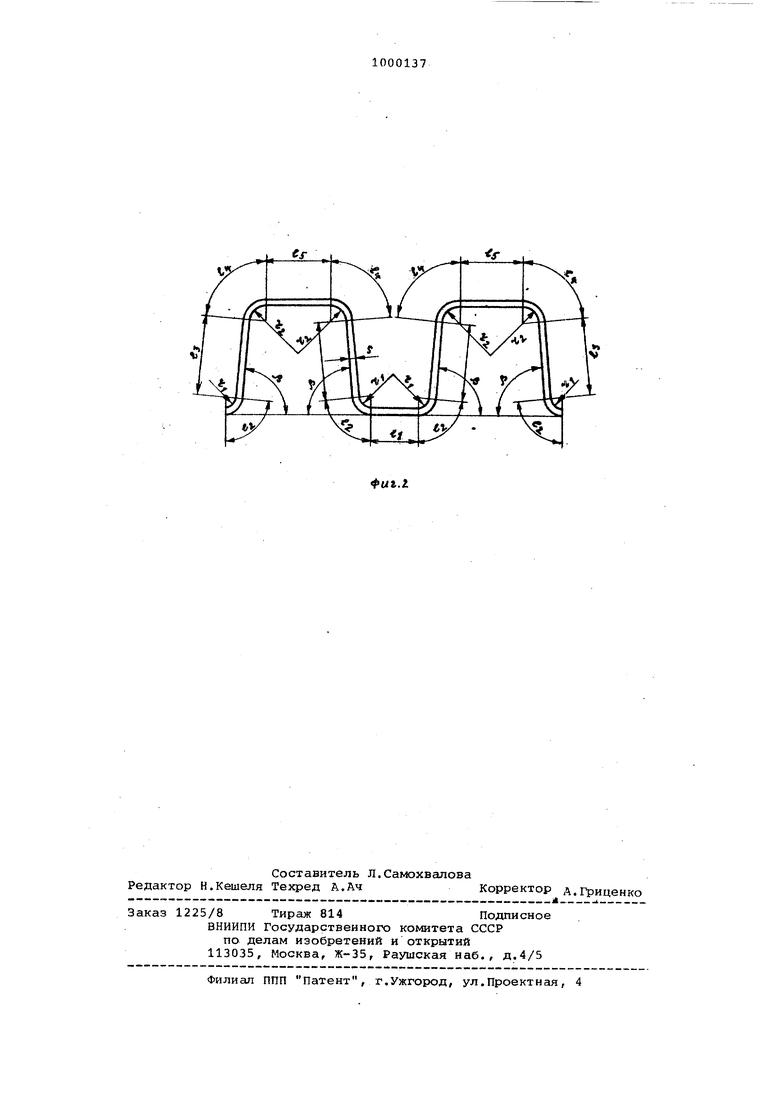
10 (,плоских) злементов; S - толщина металла, R и R - внутренние радиусы нижних и верхних мест изгиба} L и LR - ширины нижних и верхних го15изонтальных плоских элементов- Le. и Ц 15ширины нижних и верхних мест изгиба; 1-ъ - - ширина наклонных плоских эле1 ентов на фиг.2 - готовый профиль после осадки промежуточного профиля до заданной конфигурации с
20 одновременной окончательной подгибкой наклонных элементов профиля и уменьшения периметра профиля до заданного. Здесь ji - угол подгибки наклонных плоских элементов Гу i г
25 внутренние радиусы нижних и верхних
мест изгиба; t
- ширины нижних и верхних горизонтальных плоских элементов, а и 4 - ширины нижних и верхних мест изгиба; tj - ширина
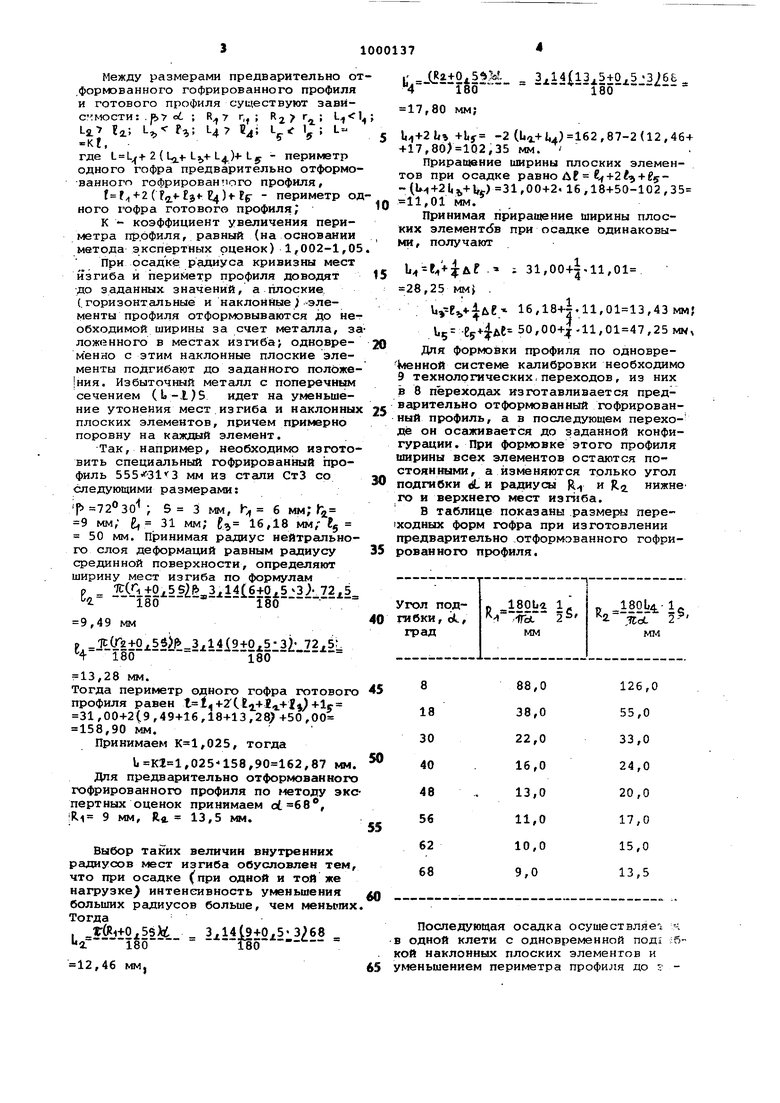
30 Ыаклонных плоских элементов. Между размерами предварительно от ,формованного гофрированного профиля и готового профиля существуют зави«2 Га .|.ot ; мост и: La U-. i-; 147 В где 1 (L,j.+-L,+ L4)-b Ly - периметр одного гофра предварительно отформованного гофрировантюго профиля, f (2. периметр од ного 1Офра готового профиля; К - коэффициент увеличения периметра профиля, равный (на основании метода экспертных оценок) 1,002-1,05 При осадке радиуса кривизны мест изгиба и периметр профиля доводят до заданных значений, а плоские, (.горизонтальные и наклонные )-элементы профиля отформовываются до необходимой ширины за счет металла, за ложенного в местах изгиба; одновременно с этим наклонные плоские элементы подгибают до заданного положе ния. Избыточный металл с поперечным сечением (la-1)5 идет на уменьшение утонения мест изгиба и наклоиных плоских элементов, причем примерно поровну на каждый элемент. Так, например, необходимо изготовить специальный гофрированный профиль 555«31 3 мм из стали СтЗ со следующими размерами: р s 3 мм, ht 6 9 мм/ g, 31 мм; Р 16,18 мм,- 5 50 мм. Принимая радиус нейтрального слоя деформаций равным радиусу срединной поверхности, определяют ширину мест изгиба по формул аил р 7(.& (6+0.5 3 72,5 .180-180 1/ял an 9,49 мм р 1С(.)| (9+0,5-З) 72,5Г Ч 180180 13,28 мм. Тогда периметр одного гофра готового профиля равен t i +2Cli+I +ij)+lc 31,00+2(9,49+16,18+13,28;+50,00 158,90 мм. Принимаем ,025, тогда 1.,025-158,,87 мм. Для предварительно отформованного гофрированного профиля по методу экс пертных оценок принимаем , R.l 9 мм, R«. 13,5 мм. Выбор таких величин внутренних радиусов мест изгиба обусловлен тем, что при осадке (при одной и той же нагрузке интенсивность уменьшения больших радиусов больше, чем Тогда , ir()it 3,14(9+0,53;68 1.2.- 12,46 MMj . fR2+0,. 3,14(13,5+0, 14iBo 180 17,80 мм; 1,+21, +Ьу -2 (Ьо.+ 1,4)162,87-2(12,46+ +17,80)102,35 мм. Приращение ширины плоских элементов при осадке равно ДР 4f+2#5 + 5 (,)3i,00+2 16 ,18+50-102 ,35 11,01 мм. Принимая прира111ение ширины плоских элементов при осадке одинаковыми, получают Ь4 31,00+1-11,01 28,25 мм . и,-г,,ле 16,18+1.11,,43 мм; ц. 50,00+1-11,,25 мм, Для формовки профиля по одновреКюнной системе калибровки необходимо 9 технологических.переходов, из них в 8 переходах изготавливается предварительно отформованный гофрированный профиль, а в последующем переходё он осаживается до заданной конфигурации. При формовке этого профиля ширины всех элементов остаются постоянными, а изменяются только угол подгибки dL и радиусы R и Яг. нижне го и верхнего мест иэг11ба. В таблице показаны размеры переХОДНЫХ форм гофра при изготовлении предварительно отформ эванного гофрирован ио го профиля. Последующая осадка осуществляв ч в одной клети с одновременной под1 бкой наклонных плоских элементов и уменьшением периметра профиля до / данного. При о. ширины плоских элементов равнс.;: 28,25+i.ll,,00 мм е, 13,,,18 мм 47,254-i.ll-,. Ширины мест изгиба известны 1 9,49 мм; 24. 3,28 мм. Тогда у, 180еа 1 А 180 9,49 1 , п f 20 3714-7275 - 6,0 мм; U 1 я-18013 28 1,,.. - 2 -37077275 - 9,0 мм Избыточный металл, полученный за счет превышения принятой ширины исходной заготовки над расчетной, идет на уменьшение утонения металла мест изгиба и наклонных плоских элементов. Для получения готового профиля В55х313 мм понадобилось 9 технологических переходов, при этом волнистость кромок составляет 3 мм на 1м длины, утонение металла мест изгиба не превышает 4%, утонение наклонных плоских элементов практически отсутствует . При изготовлении, того же профиля по известному способу необходимо 11 технологических переходов, при этом :вол.нистость кромок составляет 8 мм 5 .
puz.i на 1 м длины, утонение металла мест изгиба 8%, а утонение металла наклонных плоских элементов до 1,5%. Таким образом, согласно данным опытной проверки на опытно-промышленном стане 1-6 30-500 предлагаемый способ позволяет в сравнении с базовым объектом улучшить качество гнутых профилей;. сократить .количество технологических переходов на 15-20%, а простои стана за счет уменьшения времени на регулировку и настройку на 15-20% (вследствие уменьшения количества технологических переходов). Формула изобретения Способ изготовления гнутых профилей, преимущественно гофрированных из Плоских листовых заготовок, при котором на первых переходах.формуют профиль с увеличенными радиусами мест изгиба, а затем осуществляют осадку элементов профиля до заданной .конфигур.ации, отличающий ся тем, что, с целью улучшения качества профиля за счет ослабления режима |формовки,формовку осуществляют из ,заготовки увеличенной ширины, а осадку производят с одновременной подгибкбй наклонных элементов и уменьшением периметра профиля до заданного. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 1 202857, кл. В 21 D 13/06, 29.12.63 (прототип). :f5-l
