ю
4
сх
00 4
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей с рельефными полостями, в частности пресс-форм.
Цель изобретения - снижение энергозатрат процесса и расширение технологических возможностей.
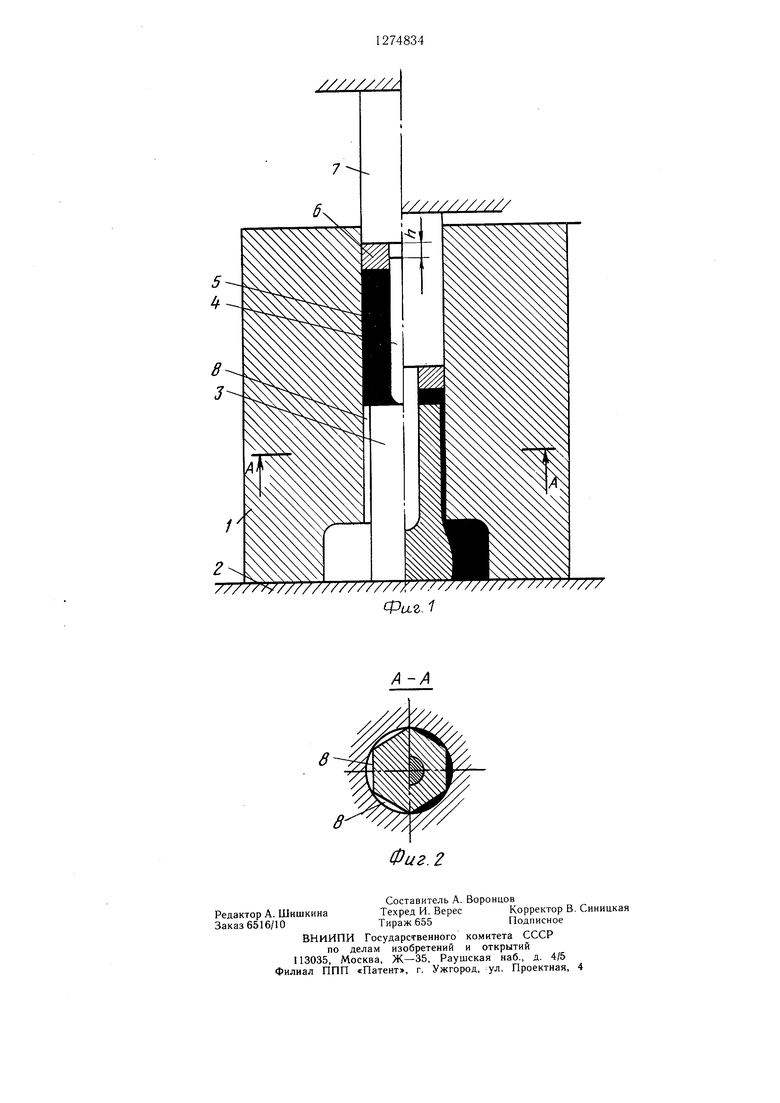
На фиг. 1 изображена схема осуществления способа; на фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляется следующим образом.
В отверстие матрицы 1, смонтированной на опорной плите 2 и выполненной с двумя ступенями; верхней - рабочей и нижней - приемной, помещают деформируемую заготовку 3 в виде правильной многогранной призмы, а сверху устанавливают пуансон 4. В зазоре между пуансоном 4 и стенкой верхней ступени матрицы 1 устанавливают высокопластичную втулку 5, изготовленную из свинца, меди или других высокопластичных твердых материалов, и нажимное кольцо 6, причем высота втулки 5 и нажимного кольца 6 на /г 4-6 мм больще высоты пуансона 4, а сверху подводят давильник 7.
При рабочем ходе исполнительного органа пресса давильник 7 перемещается вниз и при достижении нажимного кольца 6 передает давление на втулку 5, которая пластически деформируется, при этом напряжение всестороннего сжатия интенсивно растет и при достижении определенной его величины материал втулки начинает вдавливаться в сегментные зазорь 8 между заготовкой 3 и стенкой верхней ступени матрицы 1.
Придостижении давильником 7 торца пуансона 4 начинается вдавливание пуансона в заготовку 3 и одновременное редуцирование материала втулки 5 в сегментные зазоры 8 между заготовкой 3 и стенкой матрицы 1, при этом заготовка находится в тонкой оболочке из высокопластинного материала.
В процессе вдавливания пуансона 4 в заготовку 3 происходит упрочнение материала заготовки с одновременным радиальным течением материала заготовки, вследствие чего уменьщаются сегментные зазоры 8 между заготовкой и стенкой матрицы, что, в
свою очередь, повыщает напряжение всестороннего сжатия на пуансон 4 за счет увеличения сопротивления выдавливанию высокопластичного материала втулки 5 через сегментные зазоры 8, тем самым компенсируя повышение удельных усилий вдавливания на пуансон 4 за счет упрочнения материала заготовки.
При достижении необходимой глубины выдавливания основная масса - материал втулки 5 выдавлена в нижнюю - приемную ступень матрицы. Полученную деталь при повышенной температуре освобождают из оболочки из высокопластичного материала и извлекают пуансон 4.
Производят выдавливание формообразующей полости цилиндрической формы диаметром 25 мм на глубину 45 мм в заготовке из стали на гидравлическом прессе при этом в качестве высокопластичного материала втулки используется свинец. В результате процесса выдавливания получают качественное изделие с одновременным снижением усилия вдавливания на 26% по сравнению с известным способом.
Формула изобретения
Способ получения деталей с рельефными полостями, заключающийся в размещении заготовки в матрице со ступенчатым отверстием, установке на верхний торец заготовки втулки из высокопластичного материала и приложении усилия деформирования к заготовке посредством пуансона с одновременным воздействием на втулку, отличающийся тем, что, с целью снижения энергозатрат процесса и расширения технологических возможностей, используют заготовку в виде правильной призмы с многоугольным сечением, вписанным в окружность образованную цилиндрической поверхностью верхней ступени отверстия матрицы, на втулку устанавливают нажимное кольцо, при этом исходная высота втулки и нажимного кольца больще высоты пуансона, процесс ведут в две стадии, воздействуя вначале усилием на нажимное кольцо и осуществляя вытеснение материала втулки в сегментные зазоры между заготовкой и стенкой матрицы, а затем формируя рельефную полость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выдавливания рельефных полостей в заготовках и штамп для его осуществления | 1988 |
|
SU1599152A1 |
| Штамп для выдавливания рельефных полостей в заготовках | 1980 |
|
SU1000148A1 |
| Способ формообразования криволинейной горловины на конце трубной заготовки и устройство для его осуществления | 1987 |
|
SU1484410A1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1989 |
|
SU1755992A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1988 |
|
SU1570831A1 |
| Заготовка для выдавливания формообразующих матриц | 1977 |
|
SU632455A1 |
| Штамп для холодного выдавливания рельефных полостей в заготовках | 1987 |
|
SU1498584A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2115504C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
Изобретение относится к обработке металлов давлением, а именно к технологии получения деталей с рельефными полостями. Целью изобретения является снижение энергозатрат процесса и рас1ииреиие технологических возможностей. Процесс выдавливания ведут, используя заготовку в виде правильной призмы с многоуго.чьным сечением и высокопластичную втулку, изготовленную из свинца, меди или других материалов. В процессе вдавливания пуансона в заготовку происходит упрочнение материала заготовки, что способствует повышению напряжения всестороннего сжатия па пуансон. Полученную деталь освобождают из обложки, и извлекают пуансон. 2 ил.
| Способ получения деталей с рельефными полостями | 1983 |
|
SU1212684A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
