J
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки деталей с отверстием.
Известен штамп для правки кольцевых деталей растяжением, содержащий конусный пуансон и ряд внутренних секций, расположенных на основании и соединенных с ним ступенчатыми винтами, проходящими через овальные отверстия секций и позволяющими им перемешаться в радиальном направлении, при этом секции снабжены стяжными пружинами, усилие которых направлено к центру 1
Недостатком указанного штампа является то, что в нем отсутствуют прижимы секций пуансона и заготовки, что делает невозможным изготовление деталей с внутренней ступицей, охватывающей имеющееся отверстие.
Наиболее близким по технической сущности и достигаемому результату и предлагаемому является штамп для обработки деталей с отверстием, содержащий верхнюю плиту с жестко установленным стержнем с коническим концом, охватывающим этот конец разжимным секционным пуансоном, втулкой, охватывающей стержень, и подвижной в осевом направлении обоймой, охватывающей втулку и контактирующей с ее наружной поверхностью, а также нижнюю плиту с отверстием, расположенным соосно со стержнем и имеющим диаметр больше диаметра рабочего КОНЕЙ стержня, и расположенным концентрично с отверстием углублением с дном, контактирующим с опорными плоскостями секций пуансона {2.
10
Недостаток известкою штампа - невозможность образования утолщения на кромке отверстия в детали в связи с отвутствием прижима заготовки и несовершенной конструкцией прижима секций пуансона.
15
Цель изобретения - образование утолщения на кромке отверстия в детали.
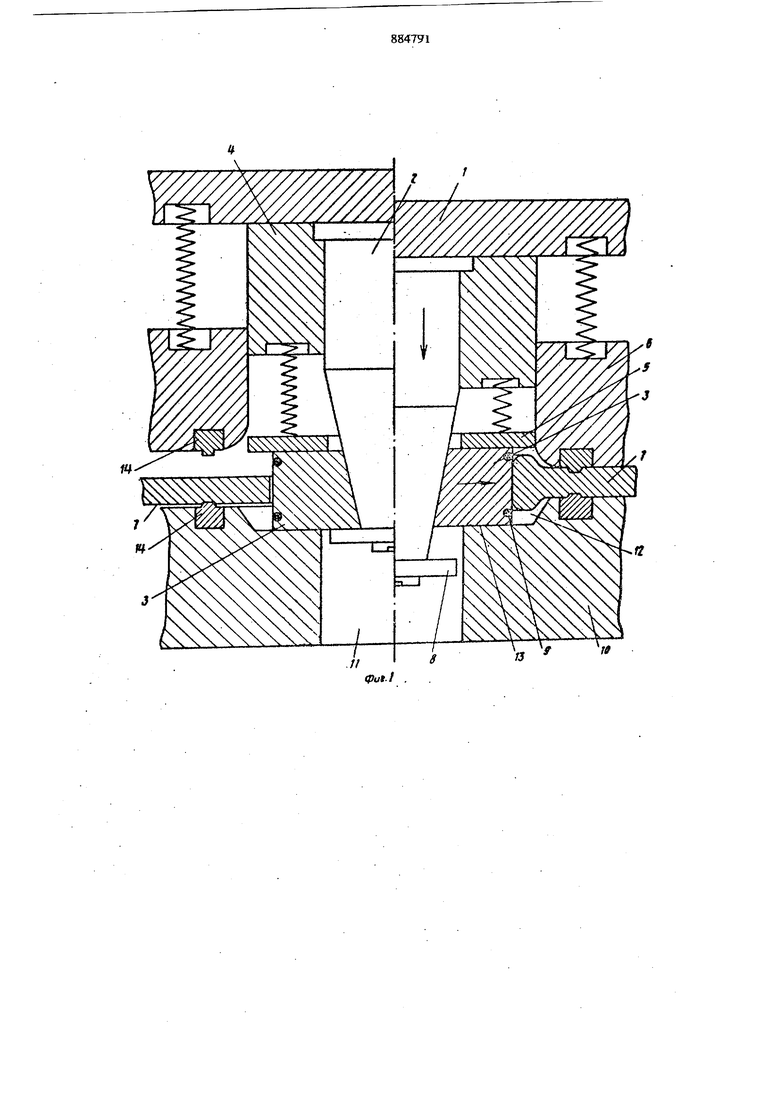
Указанная цель достигается тем, что штамп для обработки деталей с отверстием, содержащий верхнюю плиту с жестко установлен20ным стержнем с коническим концом, охватывающим этот конец разжимным секционным пуансоном, втулкой, охватывающей стержень, и подвижной в осевом направлении обоймой, охватывающей втулку и контактирующей с ее наружной поверхностью, а также нижнюю плиту с отверстием, расположенным соосно со стержнем и имеющим диаметр больше диаметр рабочего конца стержня, и углублением с дно контактирующим с опорными плоскостями се ций пуансона, снабжен подпружиненной в осевом F aнpaвлeнии прижимной плитой, расположенной между втулкой и секциями пуансона, охватываемой обоймой и выполненной с отвер с гнем для прохода стержня, стержень выполнен с буртиком, секции пуансона снабжены кольцевь1ми пруж1шами и расположены между буртиком стержгня и прижимной плитой, втул ка жестко установлена на верхней плите, а обойма подпружинена к нижней плите. Кроме того, на обращенных друг к другу поверхностях обоймы и нижней плиты выполныны ребра, эквидистантные контуру пуансона. На фиг. 1 показан штамп, продольный раз рез; на фиг. 2 - зона обработки детали с 1туансоном, вид в плане. Штамп содержит верхнюю плиту 1 со стержнем 2 с коническим концом, охватывающий этот конец разжимной секционный пуансон 3, втулку 4 и подпружиненную к ней прижимную плиту 5, охватываемые подпружиненной к плите 1 обоймой 6, вьшошшющей функции прижима заготовки 7. На коническом конце стержня 2 выполнен буртик 8, замыкающий цепь деталей: втулка 4 - плита 5 - пуансон 3, секции которого стянуты кольцевыми пружинами 9. На нижней шште 10 выполнено отверстие 11 для прохода конца стержня 2 и углубление 12, дно 13 которого служит опорной поверхностью для пуансона 3. Кроме того, на обойме 6 и нижней плите 10 выполнены ребра 14, эквидистантные контуру пуансона. Штамп работает следующим образом. Заготовка 7 укладывается на нижнюю плиту 10. При опускании верхней плиты 1 пуансон 3 входит в отверстие заготовки 7, упирается в нижнюю плиту 10 и начинает разжиматься под действием стержня 2, опускающегося через отверстие П. Одновременно с этим обойма 6 прижимает заготовку 7 к нижней плите Ш, при этом ребра 14 внед ряются в материал заготовки 7, препятствуя истечению материала, а в камере деформации образоваююй плитой 5, обоймой б, пуансоном 3 и углублением 12 плиты 10, происходет образо ание необходимого утолщения. Плита 5 служит ля удержания секций пуансона 3 в одной плосости. При подъеме верхней плиты 1 кольцевые пружины 9 сжимают секции пуансонГа 3 до упора буртик 8. Предлагаемый штамп позволяет изготавливать детали типа дисков с внутренней ступицей из плоских листовых заготовок с отверстием, снизить расход материала, повысить производительность труда и улучшить качество деталей. Формула изобретения 1. Штамп для обработки деталей с отвертием, содержащий верхнюю плиту с жестко становленным стержнем с коническим концом, охватывающим этот конец разжимным секционным пуансоном, втулкой, охватывающей стержень, и подвижной в осевом направ.пении обоймой, охватывающей втулку и контактирующей с ее наружной поверхностью, а также нижнюю плиту с отверстием, расположенным соосно со стержнем и имеющим диаметр больше диаметра рабочего конца стержня, и расположенным концентрично с отверстием углублением с дном, контактирующим с опорными плоскостями секций пуансона, отличающийся тем, что, с целью образования утолщения на кромке отверстия в детали, он снабжен подпружиненной в осевом направлении прижимной плитой, расположенной между втулкой и секциями пуансона,охватываемой обоймой и выполненной с отверстием для прохода стержня, стержень выполнен с буртиком,. секции пуансона снабжены кольцевыми пружинами и расположены между буртиком стержня и прижимной плитой, втулка жестко установлена на верхней плите, а обойма подпружинена к нижней плите. 2. Штамп по п. 1, о т л и ч а ю щ и йс я тем, что на обращенных друг к другу поверхностях обоймы и нижней плиты выполнены ребра, эквидистантные контуру пуансона. Источники информации, прийятые во внимание при экспертизе 1.Авторское свидетельство СССР N 31.5486, кл. В 21 D 22/06, 23.03.70. 2.Мещерин В. Т. Листовая штамповка. Атлас схем и конструкций штампов. Машиностроение, 1979, с. 119, рис, 333 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп | 1978 |
|
SU738719A1 |
| Штамп для изготовления цилиндрических деталей с фланцами | 1980 |
|
SU889199A1 |
| Устройство для изготовления полых изделий | 1980 |
|
SU919783A1 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
| Штамп для формовки полых деталей ступенчатой формы | 1986 |
|
SU1366260A1 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU969400A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Штамп для формовки полых заготовок | 1991 |
|
SU1780902A1 |