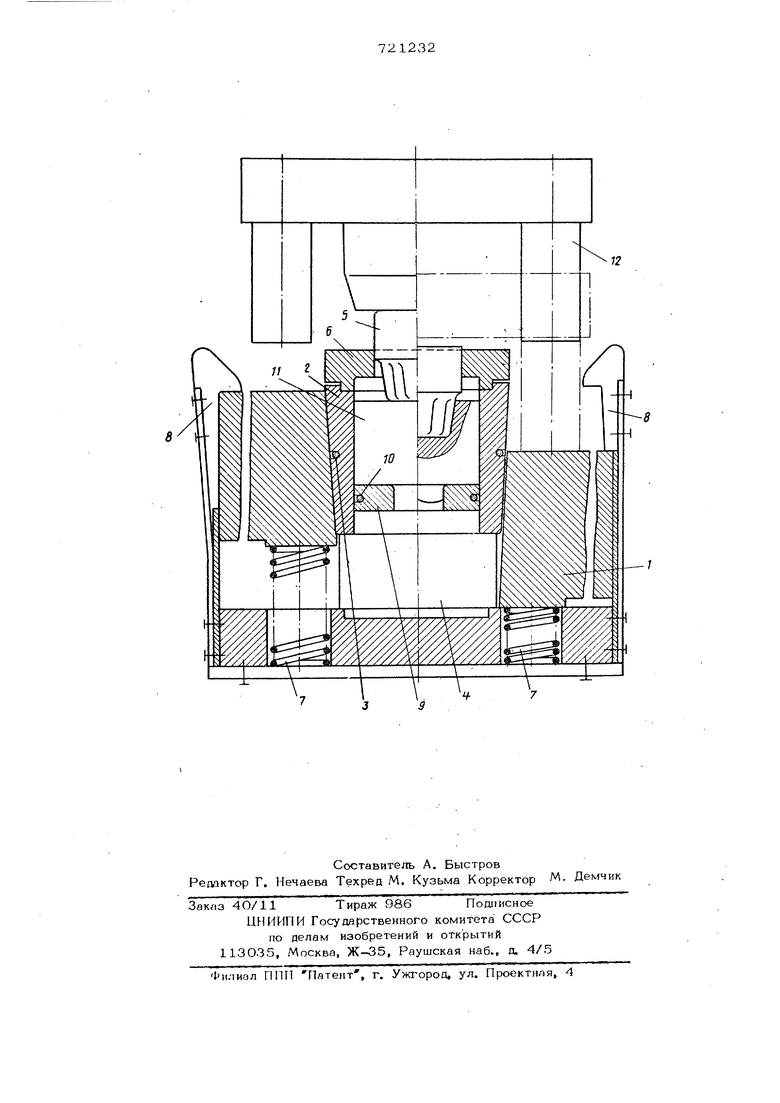
3 и установленную на выступе 4 основания, а также пуансон 5, размешенный в направляющем кольце 6. Штамп снабжен буфером в виде пружин 7, размещенных между нижним торцом обоймы 1 и основанием, а также замком для фиксапии обоймы в ее нижнем положении, выполненным в виде рычагов 8.
Пружины 7 позволяют опускать обойму до освобождения- сверху не менее 20% высоты секционной втулки с фиксированием ее в этом положении замком. Штамп имеет приемник металла 9, который также выполнен секционным с прижимным кольцом 1О.
После смены заготовки или всей наладки устанавливают пуансон и слегка прижимают его к заготовке 11 ползуном преса. Открывают замок, и обойма 1 под действием сжатых пружин 7 поднимается и охватывает коническую поверхность секционной обжимной втулки 2, после чего штамп готов для следующего рабочего цикла. Подъем втулки 2 при этом исключается фиксацией обоймы в верхнем положении ступенькой у головок-рычагов 8 замков, прикрепленных к основанию штамп
После выдавливания пуансоном до требуемой глубины рельефа снимают нагрузку, при повторном ходе ползуна опускают обойму 1 при помощи штырей 12 до фиксации обоймы в нижнем положении торцовыми ступеньками рычагов 8 и вынимают заготовку или всю налапку из штампа.
Устранение необходимости втлполнения 2-4 вспомогательных операций для извлече} ия заготовки из полости штампа, смены всей наладки и для отделения приемника от хвостовика заготовки позволяет сократить вспомогательное время при выдавливании и существенно улучшать безопасность при работе на штампе предлагаемой конструкции.
Формула изобретения
Штамп для выдавливания рельефных полостей в. заготовках, содержащий подвижную в осевом направлении обойму с коническим сужающимся книзу отверстием и сменный блок, ус-гановленный на входящем в отверстие обоймы выступе основания, состоящий из охваченной пружинным кольцом секционной обжимной втулки и размещенного в направляющем кольце пуансона, отличающийся тем, ЧТО} с цепью облегчения замены заготовки и повышения производительности, он снабжен буфером, размещенным между нижним торцом обоймы и основанием, а также замком для фиксации обоймы в ее нижнем положении.
Источники информации, принятые во внимание при экспертизе
1, Справочник Холодная штамповка, Под ред, Г. А. Навроцкого и др. М., 1973, с. 429-447.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания рельефных полостей в заготовках | 1980 |
|
SU1000148A1 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| Штамп для штамповки выдавливанием | 1981 |
|
SU1006026A1 |
| Инструмент для холодного выдавливания | 1977 |
|
SU617118A1 |
| Штамп для объемной штамповки | 1985 |
|
SU1232355A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |