Станок для сверления одновременно четырех отверстий относится к области механики в производстве отопительного оборудования и на механических и машиностроительных предприятиях и предназначен для сверления одновременно четырех отверстий в выступах отопительной чугунной секции(детали), а также можно сверлить, зенкеровать, развертывать отверстия и нарезать резьбу метчиком в других деталях.
Известен аналог "Станок для сверления одновременно четырех отверстий" (RU 2002109842 А, Суслова П.А., В 23 В 39/22, 20.04.2003 г., 2 страницы), содержащий раму со стойками сварной конструкции и с плитой, расположенной на стойках, четыре технологические головки с вращающимися шпинделями и продольной подачей инструмента(сверл), установленные горизонтально на раме, пневмоцилиндры, предназначенные для центрирования и прижатия детали, и направляющие втулки для сверл.
Известен "Автоматический многошпиндельный сверлильный станок" (US Патент 2956453 A, Frankenfield, 18.10.1960 г.), предназначенный для одновременного сверления двух сквозных отверстий значительной глубины в двух деталях, только цилиндрической формы, по одному отверстию в каждой, двумя парами противоположно расположенных сверлильных головок (деталь) с закрепленными в них сверлами, движущихся циклично навстречу друг другу, т.е. одна пара сверл сверлит в то время, как другая пара сверл отводится для охлаждения сверл и удаления стружки из высверленных отверстий, и так повторяется до окончания сверлильной операции. Подача сверл осуществляется с помощью четырех гидроцилиндров, на оси которых насажены сверлильные головки (деталь), установленные горизонтально на выступах рамы сварной конструкции из стального листа и п-образного профиля. Вращение сверл осуществляется от двух электродвигателей через ременную передачу, установленных на раме. Цилиндрические детали фиксируются в паре вибрирующих холперов подачи. На губке смонтированы направляющие втулки для сверл.
Известный станок определенного назначения и не пригоден для сверления одновременно четырех отверстий в отопительной чугунной секции или в других деталях нецилиндрической формы, т.к. нет стола для установки деталей и нет устройства для прижатия деталей нецилиндрической формы.
Задачей настоящего изобретения является снижение трудоемкости при сверлении четырех отверстий в выступах отопительной чугунной секции (детали), что привело к повышению производительности в 5 раз.
Для решения задачи предложен "Станок для сверления одновременно четырех отверстий", конструктивно обеспечивающий сверление одновременно четырех отверстий в детали, по два отверстия с одной и с противоположной сторон детали, с помощью четырех технологических головок с вращающимися шпинделями и продольной подачей инструмента (сверл), с электродвигателем, закрепленным на корпусах головок, установленных горизонтально на раме, по две головки с одной и с противоположной сторон рамы. Рама, две стойки, соединенные с рамой, плита, расположенная на стойках, выполнены из стального листа сварной конструкции. Для сверл в стойках рамы установлены направляющие бронзовые втулки. С помощью двух пневмоцилиндров, установленных вертикально на плите, выполненных со сферическими шайбами, закрепленными на штоках пневмоцилиндров, и конических углублений в детали или конических шайб в других деталях центрируют, а затем прижимают деталь. Технологическая головка является самостоятельным узлом станка (конструкция не известна).
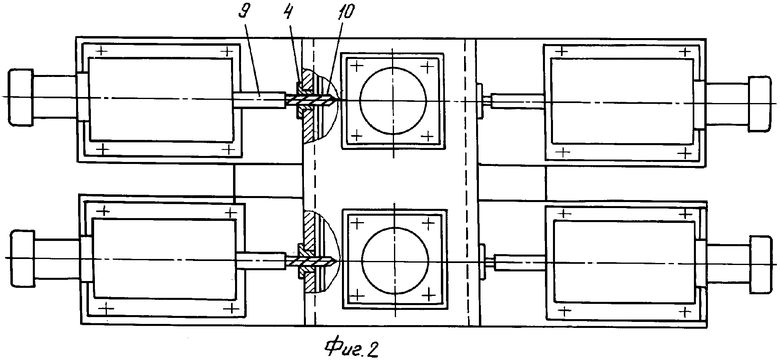
Станок для сверления одновременно четырех отверстий (см. фиг.1 и 2) конструктивно состоит из рамы 1, двух стоек 7, соединенных с рамой 1, плиты 8, расположенной на стойках 7, выполненных из стального листа, сварной конструкции. Четыре технологические головки 2 применены готовые с вращающимися шпинделями 9 и продольной подачей инструмента (сверла) 10, с электродвигателем 11, закрепленным на корпусах головок, и установлены горизонтально на раме 1, по две головки с одной и с противоположной сторон рамы 1. Два пневмоцилиндра 3 со сферическими шайбами 5, закрепленными на штоках 12 пневмоцилиндров, установлены вертикально на плите 8. Для сверл 10 в стойках 7 рамы 1 установлены направляющие бронзовые втулки 4. Точность станка достигается механической обработкой рамы 1 под технологические головки 2, плиты 8, под пневмоцилиндры 3 и направляющих втулок 4 в сборе со стойками 7.
Станок работает от пульта управления. Устанавливается деталь на раму станка. Включают пневмоцилиндры, центрируют и прижимают деталь. После этого включаются одновременно четыре технологические головки, в шпинделях которых установлены сверла. Осуществляется подвод инструмента (сверл) и сверление одновременно четырех отверстий в детали, по два отверстия с одной и с противоположной сторон детали. Деталь на станок устанавливается один раз. По окончании сверления производится отвод инструмента (сверл) и отключение технологических головок. Отключают пневмоцилиндры и деталь снимают со станка.
Станок внедрен в 1978-79 г., установлен в полуавтоматическую линию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| Станок для обработки отверстий | 1982 |
|
SU1142231A1 |
| Четырехшпиндельный сверлильный станок | 1991 |
|
SU1787804A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
| Вертикально-сверлильный станок | 1985 |
|
SU1303282A1 |
| Станок для сверления отверстий в щитовых деталях | 1976 |
|
SU644619A1 |
| СВЕРЛИЛЬНЫЙ СТАНОК | 1993 |
|
RU2120833C1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
Изобретение относится к области механики, производству отопительной арматуры. Станок содержит раму со стойками сварной конструкции и с плитой, расположенной на стойках, четыре технологические головки с вращающимися шпинделями и продольной подачей инструмента, установленные горизонтально на раме, пневмоцилиндры, предназначенные для центрирования и прижатия детали, и направляющие втулки для инструмента. Для снижения трудоемкости и повышения производительности технологические головки выполнены в виде самостоятельных узлов, каждый из которых содержит корпус с закрепленным на нем электродвигателем, стойки выполнены из стального листа и соединены с плитой с помощью сварки, а их количество выбрано равным двум, пневмоцилиндры установлены вертикально на плите, их количество выбрано равным двум, а на их штоках закреплены сферические шайбы, при этом упомянутые направляющие втулки размещены в стойках. Инструмент может быть выполнен в виде сверл. 1 з.п. ф-лы, 2 ил.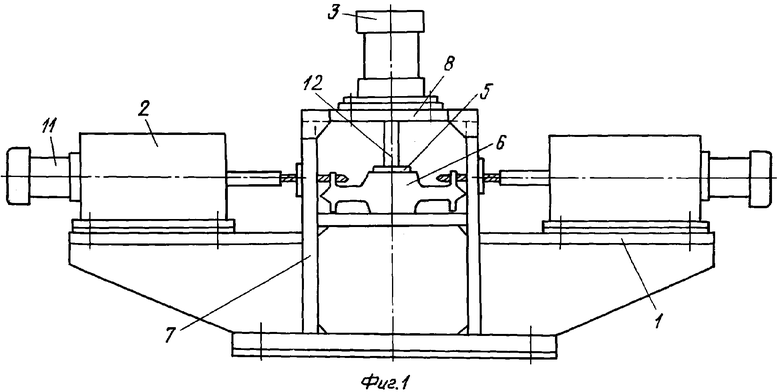
| RU 2002109842 А, 20.04.2003 | |||
| 0 |
|
SU154754A1 | |
| СТАНОК ДЛЯ ОБРАБОТКИ СЕКЦИЙ ОТОПИТЕЛБНЫХ"РАДИАТОРОВI:- л,! 1. . • ..Ь^':>&-;И(./Г:Л1\ | 0 |
|
SU274606A1 |
| Способ обработки отверстий | 1972 |
|
SU443735A1 |
| Железнодорожная визирка | 1929 |
|
SU13878A1 |
| US 2956453 А, 18.10.1960 | |||
| КРАЙНЕВ А.Ф | |||
| Механика машин | |||
| Фундаментальный словарь | |||
| М.: «Машиностроение», 2000, с.687. | |||

