Изобретение относится к микроэлектронике, а именно к области сборки полупроводниковых приборов и интегральных микросхем.
По основному авт. св. № 1042926 известно устройство для сварки давлением, содержащее механизм вертикальных перемещений сварочной головки, щаговый привод, соединенный с блоком управления шаговым приводом, генератор ультразвукового тест-импульса, подключенный к ультразвуковому преобразователю, дифференциатор, последовательно соединенные индуктивный датчик, амплитудный детектор, пиковый детектор, вторым входом соединенный с дополнительным входом блока управления шаговым приводом, а первым входом - с входом дифференциатора, вычитатель, вторым входом соединенный с выходом амплитудного детектора, входом дифференциатора и выходом пикового детектора, детектор обнаружения повышения нуля потенциала и формирователь, выходом соединенный с входом блока управления шаговым приводом, а также последовательно соединенные амплитудный дискриминатор, второй формирователь и триггер, выходом соединенный с дополнительным входом блока управления шаговым приводом 1.
Недостатком указанного устройства является низкая надежность определения наличия привариваемого проводника под сварочным инструментом, обусловленная изменением сигнала с выхода дифференциатора при касании сварочным инструментом интегральной с.хемы от скорости перемещения механизма вертикальных перемещений сварочной головки (частоты шагового привода). При изменении частоты шагового привода, например при ее возрастании, сигнал с выхода дифференциатора в момент касания также возрастает из-за увеличения крутизны спада амплитуды ультразвуковых колебаний, при этом амплитудный дискриминатор пропускает сигналы лишь с уровнем, превышающим заданный. Поэтому при повышенной скорости перемещения механизма вертикальных перемещений даже в случае, когда проводник находится под сварочным инструментом, дифференциатор формирует сигнал на вход амплитудного дискриминатора, соответствующий случаю отсутствия проводника под сварочным инструментом. Следовательно, при изменении скорости перемещения инструмента необходимо регулировать уровень срабатывания амплитудного дискриминатора, что приводит к снижению производительности сварочных установок.
Цель изобретения - улучшение качества сварки путем повышения надежности определения наличия привариваемого проводника под сварочным инструментом.
Поставленная цель достигается тем, что в устройство для сварки давлением введены последовательно соединенные преобразователь частота-напряжение, блок автоматической регулировки усиления и усилитель с переменным коэффициентом усиления с дополнительным входом, а блок управ ления шаговым приводом снабжен дополнительным выходом, подключенным к входу преобразователя частота-напряжение, а
выход усилителя с переменным коэффициентом усиления соединен с входом амплитудного дискриминатора, при этом дополнительный вход усилителя подключен к выходу дифференциатора.
г На чертеже представлена схема предлагаемого устройства для сварки.
Схема включает в себя механизм вер тикальных перемещений сварочной головки 1, щаговый привод 2, подключенный к блоку управления шаговым приводом 3, генера0 тор ультразвукового тест-импульса 4, соединенный с ультразвуковым преобразователем 5, последовательно соединенные индуктивный датчик 6, выполненный в виде дополнительной обмотки, нанесенной поверх обмотки возбуждения ультразвукового преобразователя 5, амплитудный детектор 7, пиковый детектор 8, вычитатель 9, детектор обнаружения превышения нуля потенциала 10, формирователь Г1, выход которого подключен к входу блока управления
Q шаговым приводом 3, и последовательно соединенные дифференциатор 12, усилитель с переменным коэффициентом усиления 13, амплитудный дискриминатор 14, второй формирователь 15 и триггер 16, выход которого подан на дополнительный
5 вход блока управления щаговым приводом 3, а также последовательно соединенные преобразователь частота-напряжение 17 и блок автоматической регулировки усиления 18, выходом соединенный с управляющим входом усилителя с переменным коэф фициентом усиления 13, причем вход дифференциатора 12 подключен к выходу амплитудного детектора 7, входу пикового детектора 8 и второму входу вычитателя 9, а второй вход пикового детектора 8 соеди5 ней с дополнительным входом блока управления шаговым приводом 3, при этом вход преобразователя частота-напряжение 17 подключен к второму дополнительному выходу блока управления шаговым приводом 3.
0„
Устройство работает следующим образом.
После запуска шагового привода 2 на опускание механизма вертикальных перемещений сварочной головки 1 генератор 5 ультразвукового тест-импульса 4 начинает вырабатывать сигнал частотой 60-70 кГц и мощностью 0,05-0,8 Вт. Сварочный инструмент при этом испытывает колебания
с амплитудой холостого хода, которые фиксируются индуктивным датчиком 6. Амплитудиый детектор 7 выделяет огибающую от сигнала с датчика 6, который поступает на вход пикового детектора 8 и дифференциатора 12.
Пиковый детектор 8 запоминает амплитуду холостого хода преобразователя 5 и далее сигнал подается на вход вычитателя 9. Вычитатель 9 осуществляет операцию вычитания сигнала с выхода пикового детектора 8 от сигнала с входа пикового детектора 8. Таким образом, в режиме холостого хода напряжение на выходе вычитателя 9 отсутствует. В момент касания инструментом подложки интегральной схемы амплитуда колебаний сварочного инструмента падает, а на выходе вычитателя 9 появляется сигнал, равный разнице входного и выходного напряжения пикового детектора 8, который фиксируется детектором обнаружения превыщения нуля потенциала 10 и через формирователь 11 формирует управляющий сигнал на блок управления щаговым приводом 3. Блок управления шаговым приводом 3 после касания инструмента с п эдложкой, блок управления шаговым приводом отрабатывает определенное количестёо импульсов на шаговый привод 2, определяющий оптимальную деформацию привариваемого проводника и задает скорость перемещения сварочного инструмента при сварке.
Одновременно спад амплитуды колебаний сварочного инструмента в момент его контакта с соединяемыми деталями из-за возрастания эквивалента механической нагрузки на сварочный преобразователь 5 служит для определения наличия привариваемого проводника под инструментом. В момент спада амплитуды колебаний сварочного наконечника на выходе дифференциатора 12 появляется выплеск напряжения, при этом когда инструмент контактирует с подложкой без проводника, выплеск напряжения на выходе дифференциатора 12 в 2-3 раза больще, чем при контактировании с проводником из-за более резкого спада амплитуды колебаний сварочного инструмента.
Амплитудный дискриминатор 14 пропускает сигналы, превышающие определенный уровень, который задается при наладке установки и обуславливается значением напряжения на выходе дифференциатора
5 12 при касании инструмента с подложкой через привариваемый проводник при заданной частоте шагового привода 2. При изменении частоты шагового привода преобразователь частота-напряжение 17 фиксирует это изменение и через блок автоматической
0 регулировки усиления 18 управляет коэффициентом усиления усилителя с переменным коэффициентом 13. Так, при увеличении частоты коэффициент усиления усилителя 13 падает, при уменьшении возрастает. Таким образом, устройство определения наличия привариваемого проводника под сварочным инструментом работает с амплитудой, нормированной по напряжению, т.е. изменение частоты шагового привода 3 не влияет на точность работы устройства, что значительно повышает надежность определения наличия привариваемого проводника под сварочным инструментом.
Технические преимущества данного устройства для сварки давлением заключаются в улучшении качества сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1981 |
|
SU965667A1 |
| Устройство для сварки давлением | 1981 |
|
SU1000197A1 |
| Устройство для сварки давлением | 1980 |
|
SU941074A2 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для сварки давлением | 1979 |
|
SU889335A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для контроля обрыва сварных соединений | 1986 |
|
SU1335939A1 |
| Устройство для сварки давлением | 1983 |
|
SU1184630A1 |
| Устройство для сварки | 1985 |
|
SU1313614A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ по авт. св. № 1042926, отличающееся тем, что, с целью улучшения качества сварки путем повышения надежности определения наличия привариваемого проводника под сварочным инструментом, в него введены последовательно соединенные преобразователь частота-напряжение, блок автоматической регулировки усиления и усилитель с переменным коэффициентом усиления с дополнительным входом, а блок управления шаговым приводом снабжен дополнительным выходом, подключенным к входу преобразова теля частота-напряжение, а выход усилителя с переменным коэффициентом усиления соединен с входом амплитудного дискриминатора, при этом дополнительный вход усилителя подключен к выходу дифференциатора. (Л со о СП 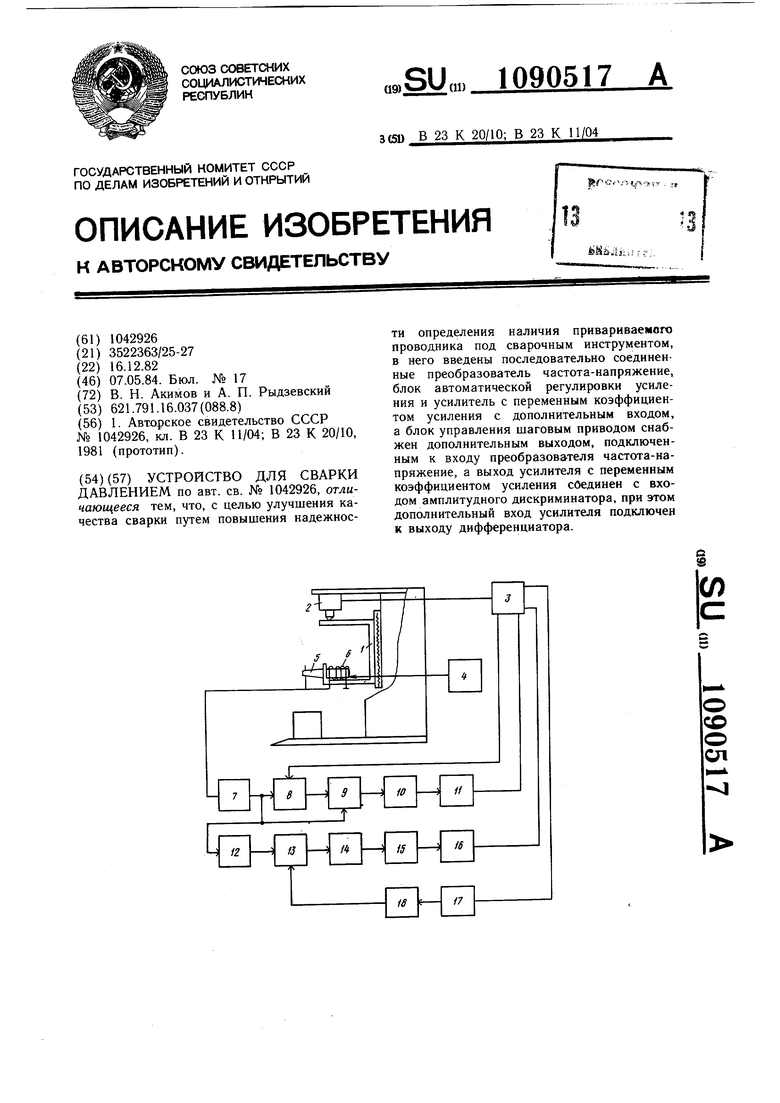
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки давлением | 1981 |
|
SU1042926A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
