Изобретение относится к сварочному оборудованию и может быть использовано для оснащения сварочных автоматов при электродуговой сварке металла большой толщины в щелевую разделку.
Известно устройство для автоматической электродуговой сварки стыковых соединений, содержащее механизм .корректировки положения электродной проволоки относительно разделки, вьшолненный в виде установленной на направляющих каретки, на которой закреплен кронштейн с копирными роликами .l3
Недостатком этого устройства является невозможность корректировки положения электродной проволоки при сварке в узкую или щелевую разделку, поскольку в этом случае поверхности разделки параллельны копирным роликам и не обеспечивается их надежное контактирование при колебаниях ширины разделки.
Наиболее близким к предлагаемому является устройство для автоматической электродуговой сварки стыковых соединений, содержащее приводную тележку, установленную на тележке с возможностью поворота каретку, на
которой смонтированы сварочная горелка и механизм направления сварочной горелки по стыку, выполненный в виде закрепленного на каретке кронштейна, смонтированных на нем направляющих, подвижно установленного на направляющих дополнительного кронштейна и закрепленной на нем подпружиненной поворотной планки,
10 по концам которой установлены пашьцы с надетыми на них с возможностью вращения направляющими роликами L2J.
Однако известное устройство не обеспечивает достаточно высокое ка15чество сварного шва из-за нестабильности вылета электрода, обусловленной тем, что оба направляющих ролика подпружинены.
Цель изобретения - повышение ка20чества сварного шва путем стабилизации вылета электрода.
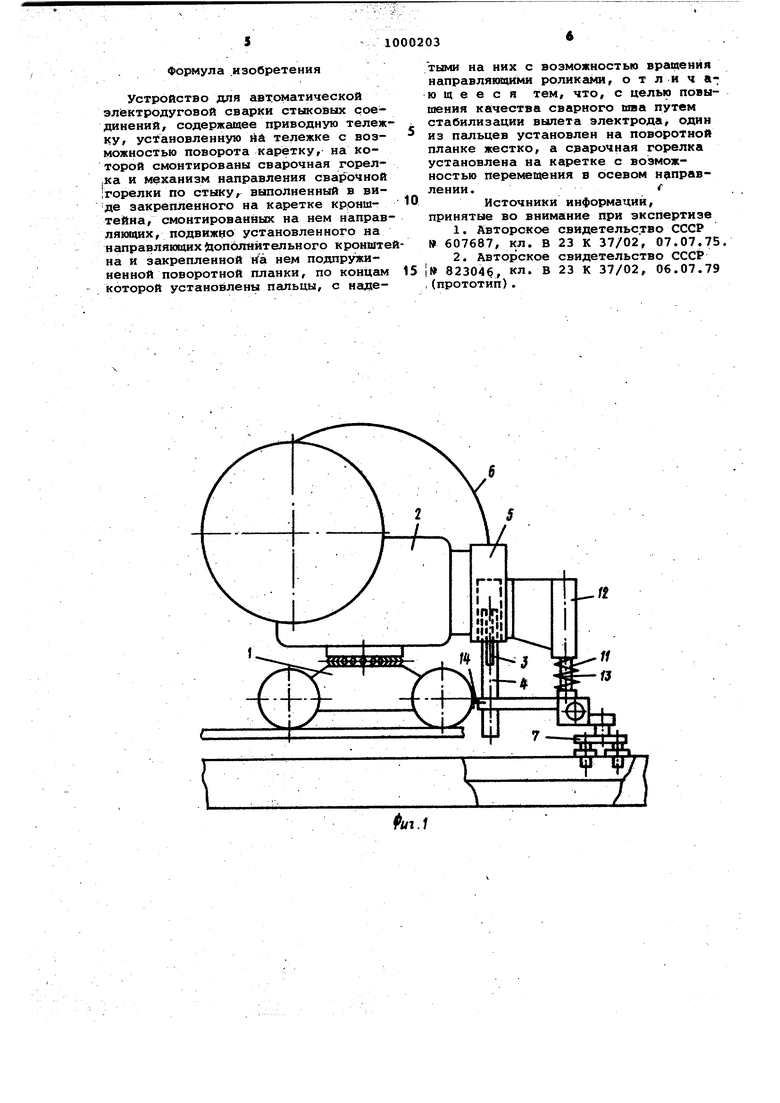
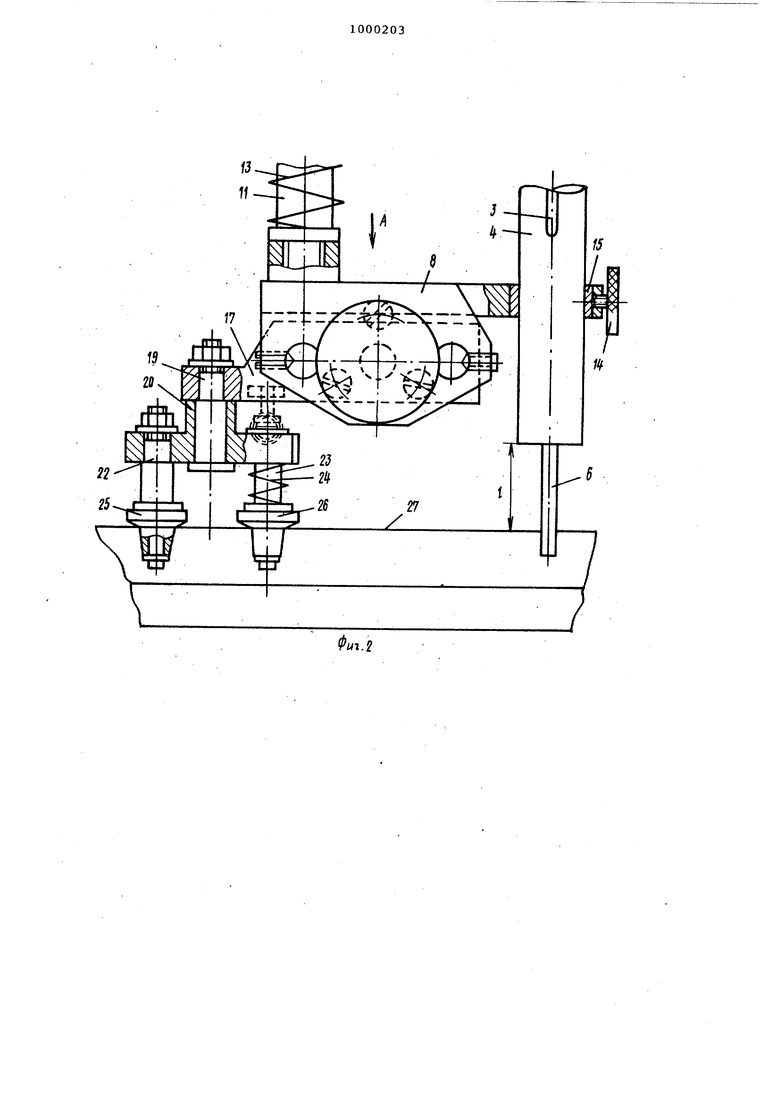
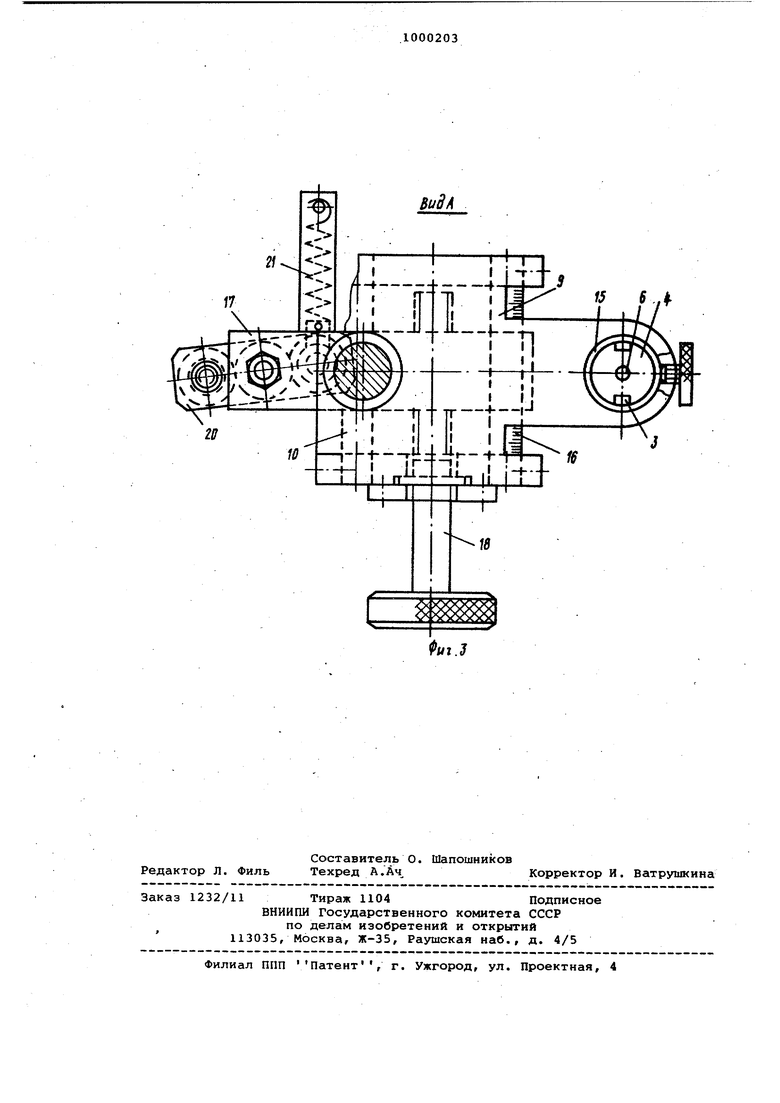
Поставленная цель достигается тем, что в устройстве для автоматической электродуговой сварки стыко25вых соединений, содержшцем приводную тележку, установленную на тележке с возможностью поворота каретку, на которой смонтированы сварочная горелка и механизм направления сва30рочной горелки по стыку, выполненный В.виде закрепленного на каретке кронштейна, смонтированных на нем направляющих, подвижно установленного на направляющих дополнительног кронштейна и закрепленной на нем подпружиненной поворотной планки, по концам которой установлены пальц с надетыми на них с возможностью вращения направляющими роликами, один из пальцев установлен на поворотной планке жестко, а сварочная горелка установлена на каретке с возможностью перемещения в осевом направлении. На фиг.1 изображено устройство для автоматической сварки, общий ви на фиг.2 - механизм корректировки положения электродной проволоки, общий вид; на фиг.З - вид А на фиг. Устройство содержит приводную тележку 1, каретку 2, на которой смонтирована с возможностью вертикального перемещения по своимнаправляющим пазам 3 сварочная горелка .4, механизм 5 подачи электродной проволоки б и механизм 7 корректировки ее положения относительно раз делки. Механизм 7 корректировки содержит кронштейн 8, имеющий попереч ные направляющие 9 и 10 и жестко закрепленный на штанге 11, имеющей возможность перемещения параллельно самой себе в обойме 12 под действие прижимной пружины 13. К кронштейну 8 с возможностью установочного вертикального перемещения и фиксации в. заданном положении при помощи вин та 14 жестко закреплена сварочная горелка 4, изолированная от кронштейна 8 изоляционным кольцом 15.На направляющей 9 нанесена установоч ная шкала 16. На поперечных направляющих 9 и 10 расположен дополнител |ный кронштейн 17 с возможностью пер мещения по ним и фиксации в заданно положении при .помощи ходового винта 18. На кронштейне 17 шарниром 19 закреплена поворотная планка 20, ко торая под действием пружины 21 стре мится повернуться перпендикулярно к направлению движения всего устройства. На поворотной планке 20 па раллельно друг другу закреплены пальцы 22 и 23 с возможностью враще ния вокруг своей оси. Палец 23 подпружинен пружиной 24. Пальцы 22 и 23 на конце снабжены следящими роли ками 25 и 26, выполненными в виде двух усеченных конусов. Устройство работает следующим образом. В положении Подготовка к сварке следящие ролики 25 и 26 механизма 7 корректировки внешним усилием сжимаются и вводятся в щелейую разделку до контакта со стенками разделки. Шарнир 19 при этом занимает положение в середине разделки. Под действием пружины 13 ролик 25 прижима ется к поверхности 27 свариваемых деталей, а пружина 24, сжимаясь, прижимает ролик 26 также к поверхности 27. Сварочную горелку 4 устанавливают на определенной высоте f над поверхностью 27 и жестко закрепляют прижимным винтом 14 к кронштейну 8. Перемещая по направляющим 9 и 10 кронштейн 17 при помощи ходового винта 18, устанавливают сварочную горелку 4, а следовательно, и электродную проволоку б точно по центру разделки. Этим заканчивается подготовка устройства к автоматической электродуговой сварке. После зажигания сварочной дуги и включения приводной тележки 1 ролики 25 и 26 перемещаются вместе .со сварочной горелкой 4 в процессе сварки по разделке.. При изменении ширины щелевого зазора следящие ролики 25 и 26 под действием пружины 21 изменяют свое положение, постоянно касаясь стенок разделки, что вызывает смещение поворотной планки 20 вокруг шарнира 19. Поскольку сварочная горелка 4 жестко связана с шарниром 19, то при любом повороте планки 20 свароуная горелка.4, а следовательно, и электродная проволока б будут находиться точно в середине разделки. При вертикальном смещении поверхности 27 ролик 25, плотно опирающийся на нее под действием пружины 13, компенсирует это смещение вертикальнь1м перемещением подпружиненной штанги 11, а следовательно, и вертикальным перемещением сварочной горелки 4, жестко .закрепленной на кронштейне 8 и установленной с возможностью вертикального перемещения относительно каретки 2. Следовательно, установленная перед .сваркой величина вылета Е электрода до поверхности 27 свариваемых деталей остается постоянной в процессе сварки, при этом электродная проволока 6 находится точно в середине разделки по ширине. I Применение предлагаемого устройства для автоматической электродуговой сварки в щелевую разделку стыковых соединений позволит повысить качество с варных соединений путем поддержания заданных параметров режима сварки, производительность труда за счет сокращения количества наплавленного металла и получить экономию сварочных материалов. Использование предлагаемого способа электродуговой сварки на предприятиях позволит получить годовой экономический эффект порядка 5,86 тыс.руб. Формула .изобретения Устройство для автоматической элёктродуговой сварки стыковых соединений, содержащее приводную тележ ку, усфановлениую ria тележке с возможностью поворота каретку, на которой смонтированы сварочная горел;Ка и механизм направления сварочной |горелки по стыку, выполненный в виде закрепленного на каретке кронштейна, смонтированных на нем направ ляющих , подвижно установленного на направляющих Дополнительного кронште на и закрепленной via нем подпруткиненной поворотной планки, по концам которой установлены пальцы, с надетыми на них с возможностью врашения направляющими роликами, о т л и ч аю щ е а с я тем, что, с целью повышения качества сварного шва путем стабилизации выпета электрода один из пальцев установлен на поворотной планке жестко, а сварочная горелка установлена на каретке с возможностью перемещения в осевом направлении .f Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 607687, кл. В 23 К 37/02, 07.07.75. 2.Авторское свидетельство СССР 82304, кл. В 23 К 37/02, 06.07.79 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическойэлЕКТРОдугОВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU823046A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| Устройство для корректировки положения сварочной горелки относительно стыка свариваемых кромок | 1982 |
|
SU1050838A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для автоматической электродуговой сварки стыковых соединений с разделкой кромок | 1975 |
|
SU607687A1 |
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
ft
..
.4. I I М I
ЖЖ
ну
.t J : П -а kL.-jJ-..-. - -Н --1т--тг- --Н If --t-|} 4V- -fl-; - .,,11:. LJJ /y
