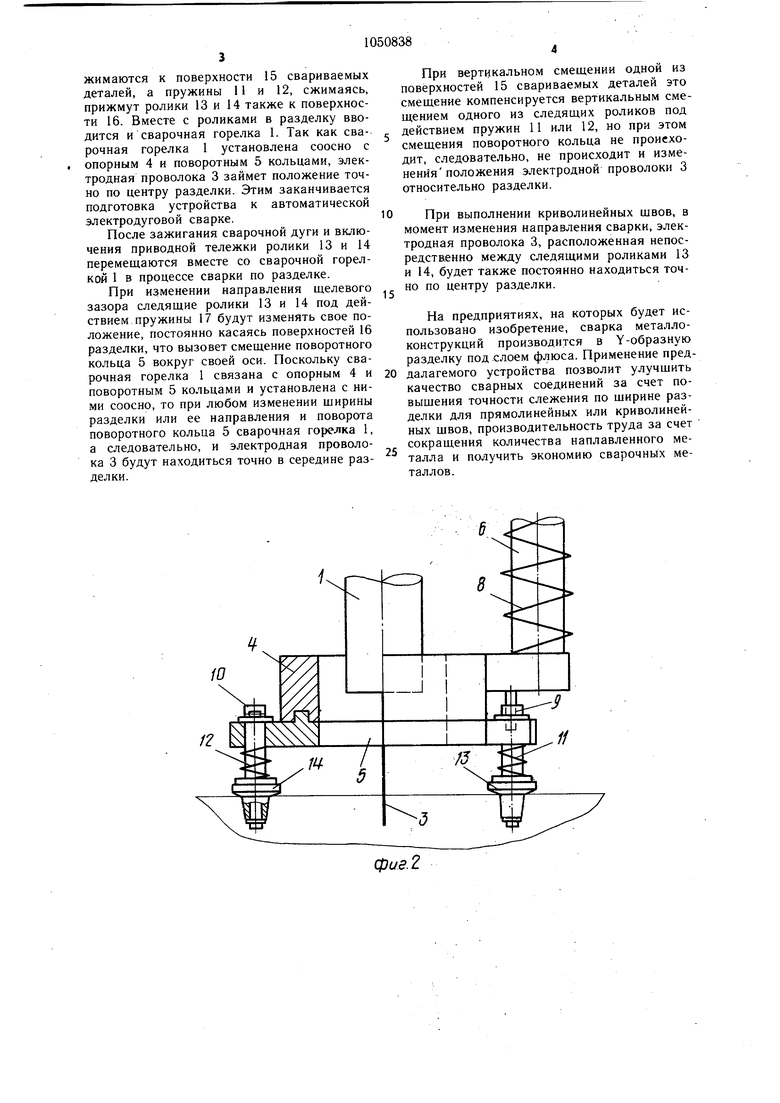
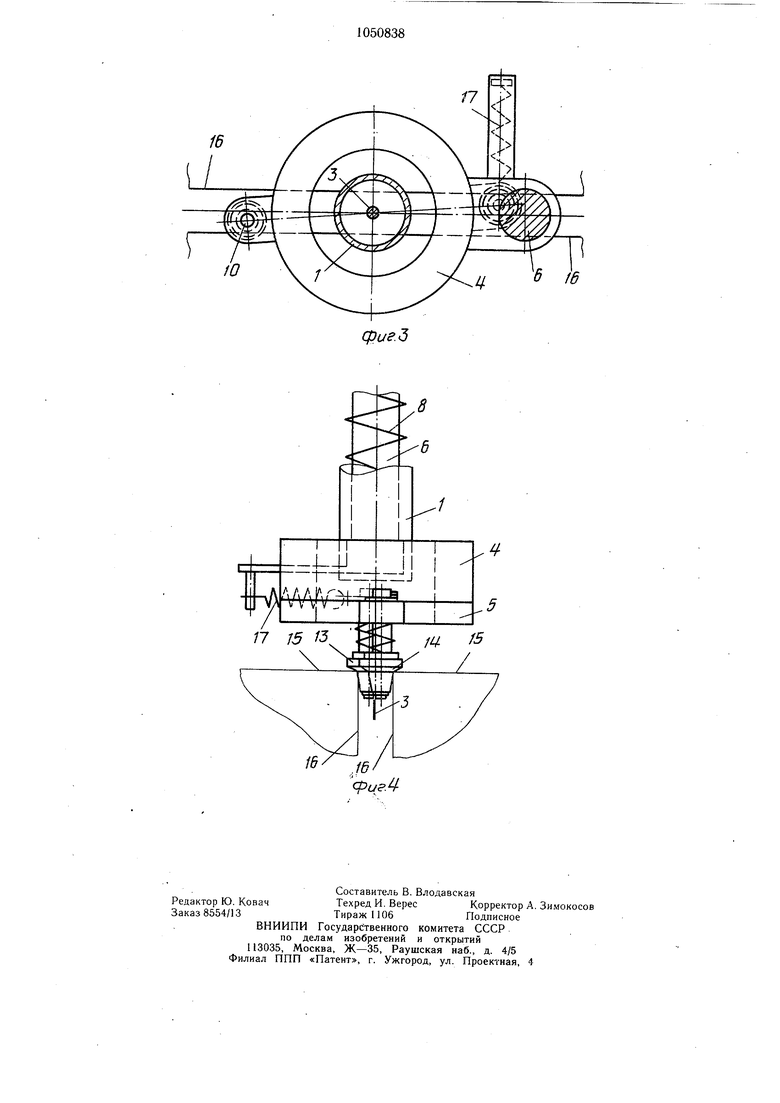
Изобретение относится к сварочному оборудованию и может быть использовано для оснащения сварочных автоматов при электро дуговой сварке металла большой толщины в щелевую разделку. Известно устройство для автоматической электродуговой сварки стыковых соединений с разделкой кромок, в котором механизм корректировки положения электродной проволоки относительно разделки выполнен в виде направляющих, жестко закрепленных на кронщтейне, на которых с возможностью перемещения установлен дополнительный кронщтейн со следящими роликами }. Однако в данном устройстве невозможно корректировать положение электродной проволоки при сварке в узкую или щелевую разделку, поскольку в этом случае поверхности разделки параллельны копирным роликам и не обеспечивается их надежное контактирование при колебаниях щирины разделки. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для корректировки положения сварочной горелки относительно стыка свариваемых кромок, содержащее связанную с горелкой подпружиненную щтангу с опорным элементом, на котором установлен поворотный элемент, несущий два подпружиненных параллельных щтока со следящими роликами 2. Перед началом работы электродная проволока устанавливается механизмом корректировки ее положения точно по центру разделки. В процессе сварки следящие ролики перемещаются по стенкам разделки и при изменении щирины разделки под действием пружины поворотной планки изменякгг свое положение, постоянно касаясь стенок разделки, что вызывает смещение поворотной планки вокруг своего щарнира, который постоянно занимает положение по центру разделки. Сварочная горелка, жестко связанная с механизмом корректировки, при изменении ширины разделки также постоянно находится по центру разделки. Качество сварных соединений,выполненных указанным устройством, достаточно высокое при сварке прямолинейных швов, однако устройство не обеспечивает точного расположения электродной проволоки по центру разделки при сварке криволинейных швов в момент изменения направления сварки. Это происходит потому, что электродная проволока конструктивно находится на некотором расстоянии (100-110 мм) от оси шарнира поворотной планки. В то время, когда шарнир поворотной планки уже изменит направление движения, находясь по центру разделки, электродная проволока, находясь в жесткой связи с механизмом корректировки, также изменит свое положение и отойдет с центра рззделки к той стенке разделки, в сторону которой изменено направление сварки. Отклонение электродной проволоки от центра разделки может оказать существенное влияние на качество сварки и недопустимо при изготовлении ответственных конструкций. Цель изобретения - улучшение качества сварных соединений путем повышения точности слежения по ширине разделки при сварке криволинейных щвов. Поставленная цель достигается тем, что в устройстве для корректировки положения сварочной горелки относительно стыка свариваемых кромок, содержащем связанную с горелкой подпружиненную штангу с опорным элементом, на котором установлен поворотный элемент, несущий два подпружиненных параллельных штока со следящими роликами, опорный и поворотный элементы выполнены в виде колец, а сварочная горелка смонтирована внутри этих колец соосно им. На фиг. 1 изображено устройство для автоматической сварки, общий вид; на фиг. 2 - устройство для корректировки положения сварочной горелки, общий вид; на фиг. 3 - устройство для корректировки, вид сверху; на фиг. 4 - то же, вид сзади. Предлагае.мое устройство содержит сварочную горелку 1, механизм 2 подачи электродной проволоки 3, опорное 4 и поворот е 5 кольца, установленные соосно со сварочной горелкой 1. Опорное 4 кольцо жестко закреплено на штанге 6, имеющей возможность перемещаться параллельно самой себе в обой.ме 7 под действием прижимной пружины 8. На опорном кольце 4 установлено с возможностью поворота вокруг своей оси поворотное кольцо 5, на котором диа.метрально расположены с возможностью враш.ения вокруг своей оси два параллельных штока 9 и 10, которые подпружинены пружина.ми И и 12. Штоки 9 и 10 снабжены следящими роликами 13 и 14, выполненными ступенчатой формы с двумя рабочими поверхностя.ми, которыми они касаются повер.хностей 15 свариваемых деталей и поверхностей 16 разделки под действие.ад пружин И и 12. КажДая ступень следящих роликов имеет известную форму усеченного конуса. Поворотное кольцо 5 под действием пружины 17 стремится повернуться в диаметральной плоскости, в которой расположены штоки 9 и 10, перпендикулярные к направлению движения всего устройства. Устройство работает следующим образо.м. В положении «Подготовка к сварке следящие ролики 13 и 14 вместе с поворотным кольцом 5 внешни.м усилие.м разворачиваются и вводятся в щелевую разделку до контакта с поверхностями 15 свариваемых деталей и с поверхностями 16 разделки. Под действием пружины 8 ролики 13 и 14 прижимаются к поверхности 15 свариваемых деталей, а пружины 11 и 12, сжимаясь, прижмут ролики 13 и 14 также к поверхности 16. Вместе с роликами в разделку вводится и сварочная горелка 1. Так как сварочная горелка 1 установлена соосно с опорным 4 и поворотным 5 кольцами, электродная проволока 3 займет положение точно по центру разделки. Этим заканчивается подготовка устройства к автоматической электродуговой сварке.
После зажигания сварочной дуги и включения приводной тележки ролики 13 и 14 перемещаются вместе со сварочной горелкой 1 в процессе сварки по разделке.
При изменении направления щелевого зазора следящие ролики 13 и 14 под действием пружины 17 будут изменять свое положение, постоянно касаясь поверхностей 16 разделки, что вызовет смещение поворотного кольца 5 вокруг своей оси. Поскольку сварочная горелка 1 связана с опорным 4 и поворотным 5 кольцами и установлена с ними соосно, то при любом изменении щирины разделки или ее направления и поворота поворотного кольца 5 сварочная горелка 1, а следовательно, и электродная проволока 3 будут находиться точно в середине разделки.
При вертикальном смещении одной из поверхностей 15 свариваемых деталей это смещение компенсируется вертикальным смещением одного из следящих роликов под действием пружин 11 или 12, но при этом смещения поворотного кольца не происходит, следовательно, не происходит и изменения положения электродной проволоки 3 относительно разделки.
При выполнении криволинейных щвов, в момент изменения направления сварки, электродная проволока 3, расположенная непосредственно между следящими роликами 13 и 14, будет также постоянно находиться точно по центру разделки.
На предприятиях, на которых будет использовано изобретение, сварка металлоконструкций производится в Y-образную разделку под .слоем флюса. Применение преддалагемого устройства позволит улучщить качество сварных соединений за счет повыщения точности слежения по щирине разделки для прямолинейных или криволинейных щвов, производительность труда за счет сокращения количества наплавленного металла и получить экономию сварочных металлов.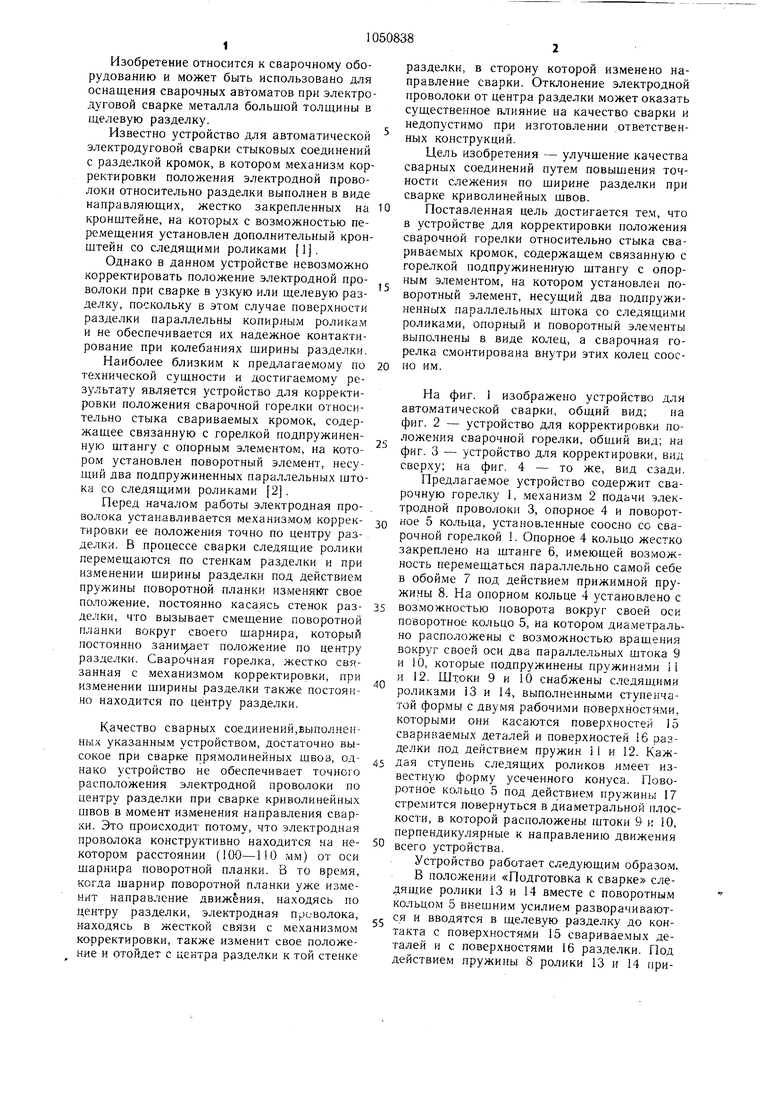
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическойэлЕКТРОдугОВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU823046A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1981 |
|
SU1000203A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Следящее устройство для сварки криволинейных угловых швов | 1987 |
|
SU1447625A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
УСТРОЙСТВО ДЛЯ КОРРЕКТИРОВКИ ПОЛОЖЕНИЯ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА СВАРИВАЕМЫХ КРОМОК, содержащее связанную с горелкой подпружиненную штангу с опорным элементом, на котором установлен поворотный элемент, несущий два подпружиненных параллельных штока со следящими роликами, отличающееся тем, что, с целью улучшения качества сварных соединений путем повышения точности слежения по ширине разделки при сварке криволинейных швов, опорный и поворйтный элементы выполнены в виде колец, а сварочная горелка смонтиров;ана внутри этих колец соосно им. i (Л оо СА5 00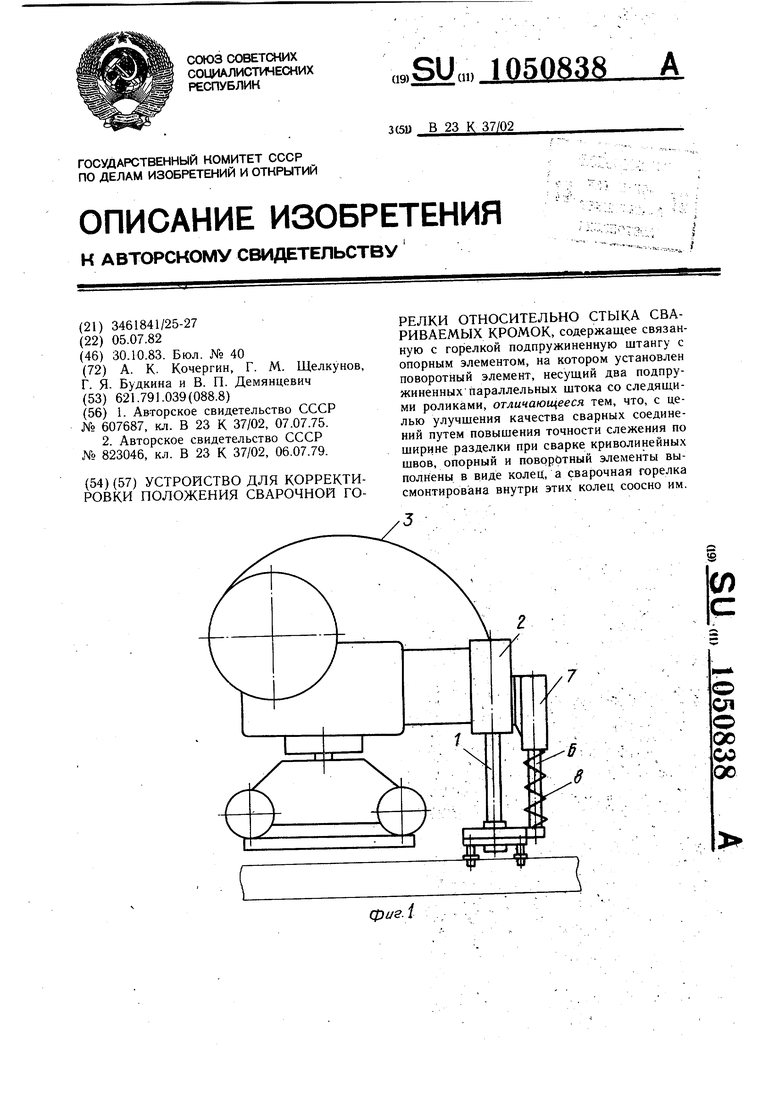
W
фиг.2
16
/6
срие.З
8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений с разделкой кромок | 1975 |
|
SU607687A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматическойэлЕКТРОдугОВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU823046A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
