54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической электродуговой сварки стыковых соединений | 1981 |
|
SU1000203A1 |
| Устройство для корректировки положения сварочной горелки относительно стыка свариваемых кромок | 1982 |
|
SU1050838A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений с разделкой кромок | 1975 |
|
SU607687A1 |
| Устройство для автоматической электродуговой сварки прямолинейных швов ограниченной длины | 1975 |
|
SU605708A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
1
Изобретение относится к сварочному оборудованию и может быть использовано для оснащения сварочных автоматов при электродуговой сварке металла большей толщины в щелевую разделку.
Известно устройство для автоматической сварки изделий с большой толщиной стенки, содержащее сварочную головку, оснащенную копирными роликами,, которые закреплены на подпружиненных вилках, штоки которых смонтированы с возможностью перемещения в вертикальной плоскости, а их свободные концы соединены между собой посредством шарнирной планки flj.
Однако устройство обеспечивает, возможность автоматически поддерживать заданным .только вылет электродной проволоки, а регулировка поперечного хода сварочной головки отсутствует.
Известно устройство для автоматической электродуговой сварки стыковых соединений с разделкой кромок, содержащее приводную каретку, снабженную направляющей трубкой для подачи электродной проволоки, механизмом подачи и механизмом корректировки положения электродной проволоки по ширине и глубине стыка, смонтированные на кронштейне Г2.
Недостатком известного устройства является большое количество подготовительных и наладочных операций при его эксплуатации.
Известно также устройство для автоматической электродугово.й сварки стыковых соединений с разделкой кро0мок, содержащее приводную тележку с вращающейся вокруг своей оси кареткой, на которой смонтирована сварочная горелка и механизм корректировки ее положения относительно разделки, вы5полненный в виде направляющих, жестко закрепленных на кронштейне, на которых с возможностью перемещения установлен дополнительный кронштейн со следящими роликами Гз.
0
Недостатком его является невозможность корректировки положения электродной проволоки при сварке в узкую щелевую разделку, поскольку в этом случае поверхности разделки параллельны копирным роликам и не обеспе:чивается их нгццежное контактирование .при колебаниях ширины разделки.
Цель изобретения - повышение качества сварных соединений путем повышения точности слежения по ширине
разделки при сварке в узкую или щелевую разделку..
Поставленная цель достигается тем что механизм корректировки снабжен подпружиненной поворотной планкой, установленной на дополнительном кронш тейне, и подпружиненными параллельны,ми штоками для следящих роликов, за-j крепленными на планке с возможностью вращения вокруг своей оси, каждый следящий ролик выполнен в виде двух усеченных конусов, причем меньшее основание одного конуса является большим оснобанием другого.
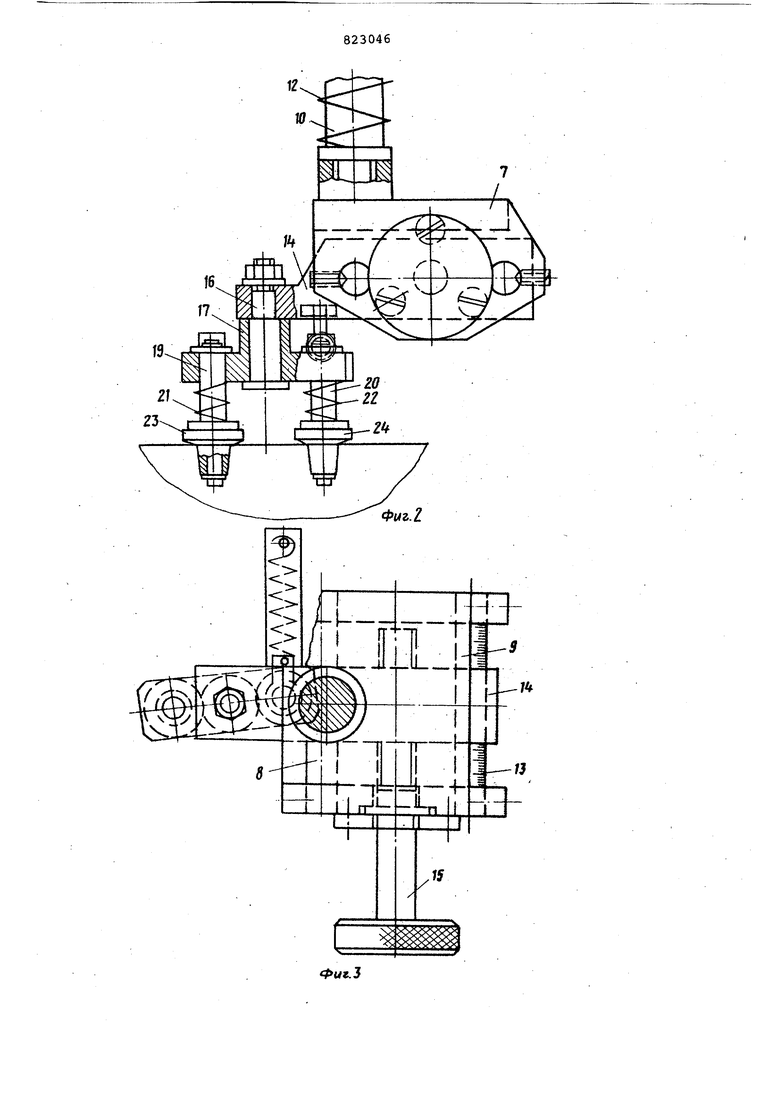
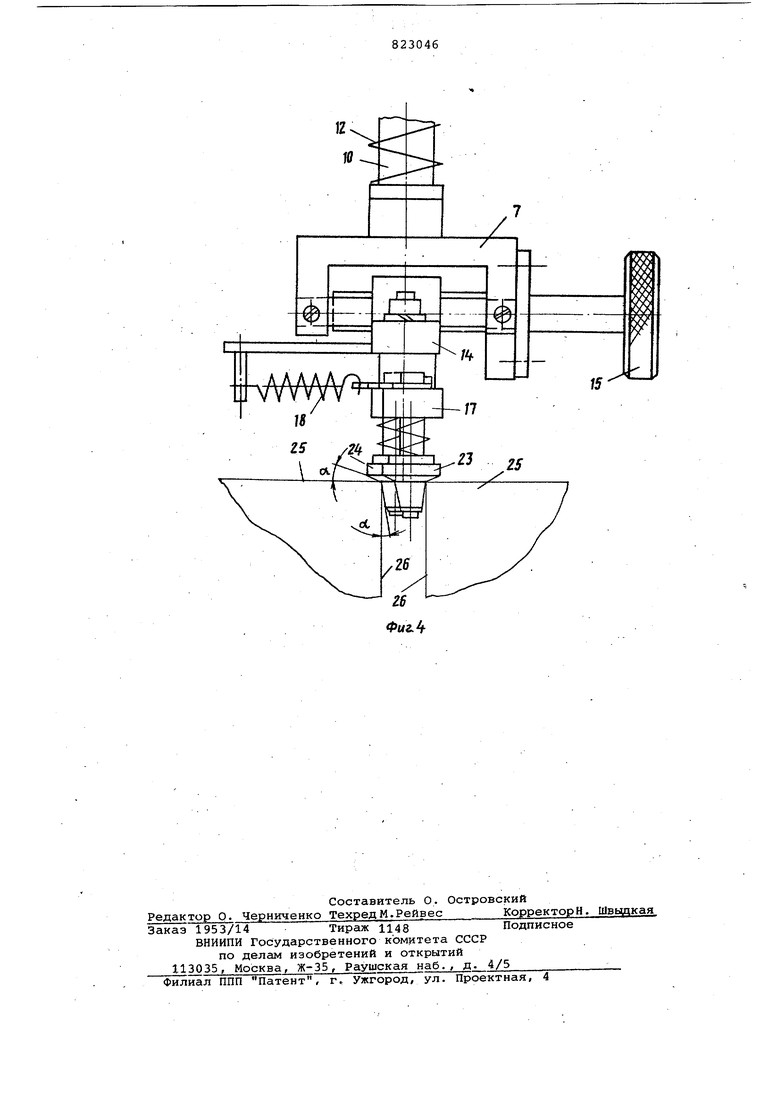
На фиг. 1 изображено устройство для автоматической сварки, общий ВИД} на фиг. 2 - механизм корректировки электродной проволоки, общий вид; на фиг. 3 - то же, вид сверху; на фиг. 4 - то жет вид сбоку.
Устройство содержит приводную тележку 1 с вращающейся вокруг своей оси кареткой 2, на которой смонтированы сварочная горелка 3, механизм 4 подачи электродной проволоки 5 и механизм б корректировки ее положения относительно разделки, содержащий кронштейн 7, имеющий поперечные направляющие 8 и 9, жестко связанный со сварочной горелкой 3 через на-правляющую штангу 10, имеющую возможность перемещаться параллельно самой себе в обойме 11 под действием пружины 12. На направляющей 9 нанесена установочная шкала 13. На-поперечных направляющих 8 и 9 расположен второй кронштейн 14 с возможностью перемещения по ним и фиксации в заданном положении при помощи ходового винта 15. На кронштейне 14 шарниром 16 закреплена поворотная планка 17, которая под действием пружины 18 стремится повернуться перпендикулярно к направлению движения всего устройства. На поворотной планке 17 параллельно друг другу закреплены штоки 19 и 20 с возможностью вращения вокруг своей оси,и подпружиненными пружингили 21 и 22. Штоки 19 и 20 на конце снабжены следящими роликами 23 и 24, выполненными ступенчатой формы с двумя рабочими поверхностями, которыми они касаются поверхностей свариваемых деталей 25 и поверхностей 26 разделки под действием пружин 21 и 22. Каждая ступен следящих роликов 23 и 24 имеет форму усеченного конуса, образующая которых расположена под углом 10-15 к поверхности перемещения.
Устройство работает следующим образом.
В положении подготовка к сварке следящие ролики 23 и 24 механизма 6 корректировки внешним усилием сжимаются и вводятся в щелевую разделку, ограниченную поверхностями 25 и 26, ДОконтакта с ними. Шарнир 16, при этом занимает положение в сере-дине разделки. Вместе с роликами в разделку вводится и сварочная горелка 3. Под действием пружины 12 пружины 21 и 22 сжимаются, прижимая ролики к поверхности 25. Перемещая Направляющую штангу 10. жестко связанную со сварочной горелкой 3 и кронштейном 7, относительно кронштейна 14 при помощи ходового винта 1 устанавливают сварочную горелку 3, а следовательно, и электродную проволоку 5 точно по центру разделки. Этим заканчивается подготовка устройства к автоматической элёктродуговой сварке.
После зажигания сварочной дуги и включения приводной тележки 1 ролики 23 и 24 перемещаются вместе со сварочной горелкой в процессе сварки по разделке.
При изменении ширины щелевого зазора следящие ролики23 и 24 под действием пружины 18 изменяют свое положение, постоянно касаясь стенок разделки, что вызывает смещение поворотной планки 17 вокруг шарнира 16. Поскольку направляющая штанга 10 установлена точно по середине разделки (как шарнир 16 и сварочная горелка 3 при любом повороте поворотной планки 17 направляющая штанга 10 смещается совместно с шарниром 16 в середину разделки, а следовательно, и сварочная горелка 3 с электродной проволокой 5 находится точно в середине разделки.
При вертикальном смещении одной из свариваемых деталей это смещение компенсируется вертикальным смещением одного из следящих роликов под действием пружин 21 и 22, но при это изменения положения направляющей штанги 10 не происходит, а следовательно, не происходит и изменения положения -электродной проволоки 5 относительно разделки.
Использование предлагаемого устройства для автоматической электродуговой сварки стыковых соединений с разделкой кромок позволит в процессе св.арки постоянно ориентировать электродную проволоку по центру разделки, что значительно повысит качество сварных соединений. Кроме того, предлагаемое устройство значительно упрощает конструкцию механизма корректировки положения электродной проволоки относительно разделки.
Формула изобретения
Устройство для автоматической электродуговой сварки стыковых соединений, содержащее приводную тележку с вращающейся вокруг своей оси кареткой, на которой смонтирована сва- рочная горелка, и механизм коррёктировки ее положения относительно разделки, выполненный в виде направляющих, жестко закрепленных на кронштейне-, на которых с возможностью перемещения установлен дополнительный кронштейн со следящими роликами, о тличающееся тем, что, с целью повышения качества сварных соединений путем повышения точности слежения по ширине разделки при сварке в узкую или щелевую разделку, механизм корректировки снабжен подпружиненной поворотной планкой, установленной на дополнительном кронштейне и подпружиненными параллельными штоками для следящих роликов, закрепленными на планке с возможностью вращения вокруг своей оси, каждый следящий ролик выполнен в виде двух усеченных конусов, причем меньшее основание одного конуса является большим основанием другого.
Источники информации, принятые во внимание при зкспертизе
. 1. Авторское свидетельство СССР 322247, кл. В 23 К 37/02,22.09.69.
№ 6bi76887, кл. В 23 К 37/02, 07.07.75.
tr
tz
19
Фиг.З
IZ
