(54) УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки полых деталей типа тел вращения | 1983 |
|
SU1161352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU931415A1 |
| Устройство для объемной полировки | 1980 |
|
SU1235702A2 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1234167A1 |
| Дисковый инструмент для магнитно-абразивной обработки | 1986 |
|
SU1530417A1 |
| Устройство для абразивной обработки в магнитном поле | 1982 |
|
SU1196235A1 |
| Устройство для магнитно-абразивной обработки | 1983 |
|
SU1106642A1 |
1
Изобретение относится к машиностроению и может быть использовано в машиностроительной, авиационной, автотракторной промышленностях при чистовой абразивной обработке поверхностей изделий в магнитном поле.
Известно устройство для абразивной обработки, включаюш.ее электромагнитную систему с полюсными наконечниками и эластичную оболочку с абразивными включениями, полость которой заполнена магнитной жидкостью, при этом эластичная оболочка сформирована в баллон 1.
Недостатком известного устройства является невысокая производительность обработки и высокие энергетические затраты, что объясняется низкой эффективностью воздействия внешнего поля на магнитную жидкость для прижима инструмента через воздушный зазор и немагнитную оболочку, поэтому для компенсации воздушной изоляции требуется подведение магнитного потока большой величины, что приводит также к усложнению конструкции и увеличению габаритов устройств.
Цель изобретения - повышение производительности обработки.
Поставленная цель достигается тем, что на оппозитно расположенных поверхностях полюсных наконечников закреплены эластичные оболочки, каждая из которых совместно с поверхностью полюсного наконечника образует полость для размещения магнитной жидкости.
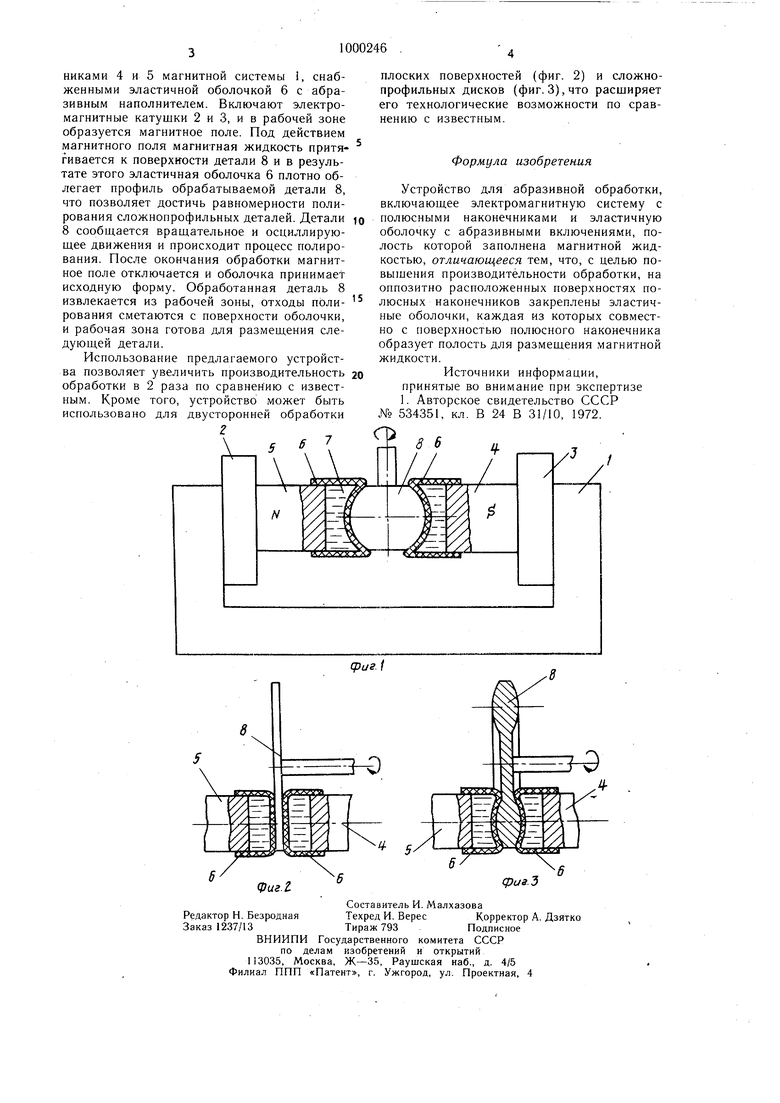
На фиг. 1 показана схема устройства для обработки деталей сферической формы; на фиг. 2 - вариант обработки плоского диска; на фиг. 3 - вариант обработки сложнопрофильного диска.
Устройство включает магнитную систему 1, оснащенную электромагнитными катушками 2 и 3, между полюсными наконечниками 4 и 5 которой находится рабочая зона. 15 Каждый полюсный наконечник 4 и 5 снабжен эластичной оболочкой 6 с абразивным наполнителем, при этом поверхность полюсного наконечника совместно с эластичной оболочкой образуют замкнутую полость 7, заполненную магнитной жидкостью.
Устройство работает следующим образом.
Обрабатываемая деталь 8 сложного профиля размещается в рабочей зоне, образованной разноименными полюсными наконеч
