UlJ
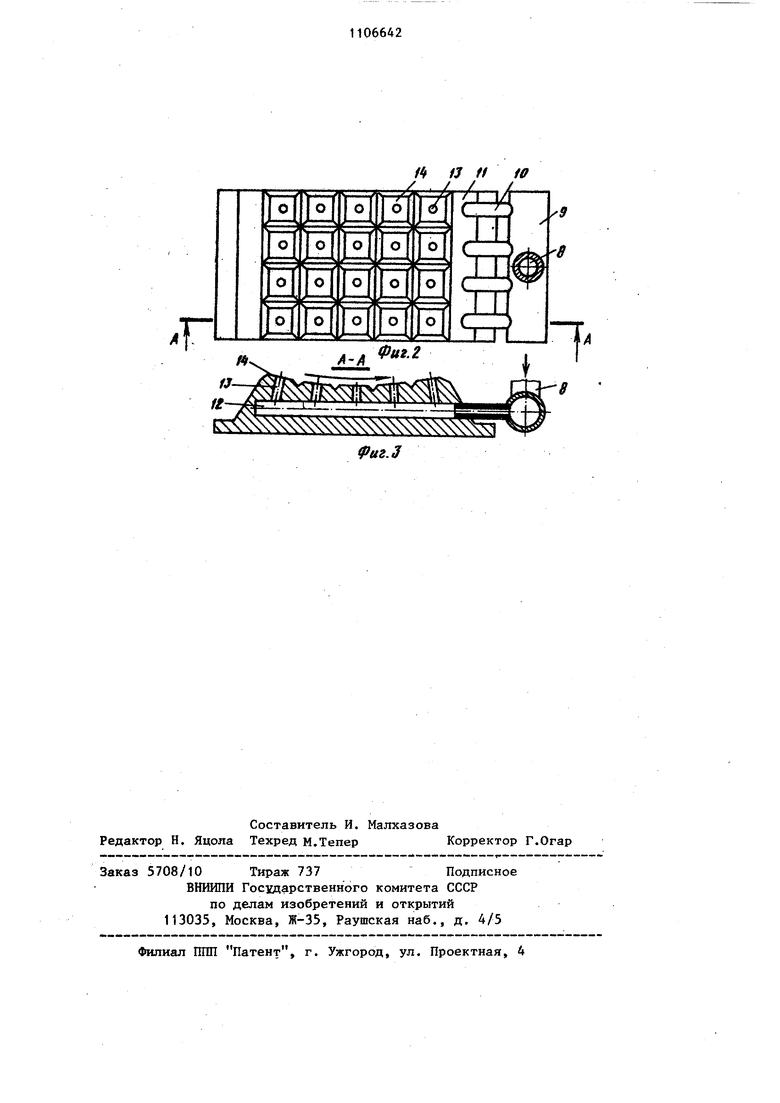
13 It in 13 Изобретение относится к машиностроению и может быть использовано на операциях обработки поверхностей деталей машин и приборов из диа-, пара- и ферромагнитных материалов на станках, реализующих различные схемы магнитно-абразивного метода. Известно устройство для магнитноабразивной обработки, в сердечнике которого выполнена система продольны и выходящих на поверхность соответст eyromjix полюсов радиальных каналов, предназначенных для подачи СОЖ в зону обработки l . Недостатками этого устройства являются невысокое качество обработки поверхности и большой расход СОЖ и ферромагнитного абразивного порошк Наиболее близким по технической сущности и достигаемому эффекту к из бретению является устройство для маг нитно-абразивной обработки тел враще ния, включающее магнитную систему с люснь1ми наконечниками и узел, обеспе чивающий подачу СОЖ в зону обработки поливом 2 . Недостатками известного устройства являются невысокое качество обработки из-за отсутствия возможности качественной очистки СОЖ, а также большой расход СОЖ и ферромагнитного абразива в процессе обработки .из-за динамического воздействия струи на зону обработки. Цель изобретения - улучшение качества обработки и повышение экономичности устройства. Поставленная цель достигается .тем, чтр в устройстве для магнитноабразивной обработки тел вращения, включающем магнитную систему с полюс ными наконечниками и узел подачи СОЖ в зону обработки, в теле каждого полюсного наконечника выполнен по мень шей мере один общий канал, связанный с узлом подачи СОЖ и соединенный с рабочей поверхностью полюсного наконечника расположенными нормально к ней распределительными каналами с уменьшающимися вдоль оси общего канала сечениями, при этом при после довательном обход« полюсных наконечников магнитной системы последовател ность изменения сечений распределительных каналов сохраняется. В каждом полюсном наконечнике отно шение наибольшего сечения распределительного канала к наименьшему составляет 1,4-2,0. Вьшолнение каналов в теле полюсных наконечников улучшает качество очистки СОЖ от механических примесей за счет вьщеления и удержания на стенках каналов р течение цикла магнитно-абразивной обработки частиц примесей силами технологического электромагнитного поля, частицы примесей с недостаточной для их удержания на стенках каналов магнитной восприимчивостью фильтруются щеткой ферромагнитного абразива. Таким образом, в устройстве щетка ферромагнитного абразива играет роль дополнительного фильтра. Выполнение сечений распределительных каналов уменьшающимися в направлении от входа к выходу из зоны обработки каждого полюса обеспечивает увеличение скорости истечения струй СОЖ на этом участке и создает дополнительный подпор для феррома1гнитного абразива. За счет этого уменьшаются выбросы порошковых магнитно-абразивных материалов на выходе из рабочей зоны, снижается расход, увеличивается время пребывания и равномерность распределения СОЖ в рабочей зоне, эффективность ее использования, то есть улучшаются показатели экономичности обработки. На фиг. 1 представлено устройство, общий вид; на фиг. 2 - рабочая поверхность полюсного наконечника; на фиг. 3 - разрез А-А на фиг. 2. Устройство имеет резервуар-отстойник 1 для СОЖ, снабженный фильтром 2 на всасывающей трубке 3, связанной с насосом 4 и нагнетательным трубопроводом 5, имеющим регулятор 6 расхода жидкости. Устройство снабжено коллектором 7, соединенным через патрубки 8 с распределительными уст-, ройствами 9, которые посредством патрубков 10 сообщаются с выполненными в теле полюсных наконечников 11 общими каналами 12 и распределительными каналами 13, выходящими на их рабочую поверхность по нормалям к ней в центре выступов 14, расположенных в зоне обработки 15. Сечения распределительных каналов убывают вдоль оси общего канала в направлении от входа к выходу из зоны обработки. При этом при последовательном обходе полюсных наконечников магнитной системы последовательность изменения сечений распр1еделительньгх каналов сохраняется, а соотношение сечен 1й распределительных каналов на входе и выходе из зоны обработки составляет 1,4-2,0. Из резервуара-отстойника ,1 через фильтр 2 и всасывающую трубку 3 СОЖ насосом 4 подается в нагнетательный трубопровод 5. По нагнетательному трубопроводу, через регулятор 6 расхода, коллектор 7, патрубки 8, рас пределительные устройства 9 и патрубки 10 СОЖ поступает в общие каналы 12 и соединённые с ними распределительные каналы .13. Из выходных отверстий распределительных каналов 13 выполненных по .нормалям к поверхност полюсных наконечников в центре высту пов концентраторов напряженности эле тромагнитногЬ поля СОЖ подается в зо ну магнитно-абразивной обработки поверхности детали 16. В теле полюсных наконечников со стороны их рабочей поверхности выполнены общие каналы диаметром 10 мм каждый. Количество обпщх каналов соответствует числу рядов выступов, расположенных на рабочей поверхности полюсных наконечни ков вдоль зоны обработки. В центре каждого выступа концентратора напряженности электромагнитного поля по нормалям к плоскости их поверхности выполнены каналы, сечения которых в направлении от входа в зону обработки к выходу из нее убывают и составляют, например, 2,8-2,4-2,0-1,7-1,4 м (фиг. 3). При отсутствии на рабочей поверхности полюсных наконечников выступов концентраторов напряженности поля количество распределительных .каналов определяется исходя из условия: на каждые 0,8-1,0 см площади рабочей поверхности первых приходитс один канал. Соотношение суммы площад сечений общих каналов и суммы площад сечений распределительных каналов, выполненных в теле полюсного наконеч ника, может быть любым. Наиболее высокие результаты получены когда оно близко к единице. При работе устройства подача СОЖ в рабочий зазор магнитно-абразивного станка производится за 1-3 сек до начала обработки, т.е. за 1-3 сек до наложения технологического электромагнитного поля и подачи в рабочий зазор ферромагнитного абразива. Это позволяет исключить возможность попа дания зерен порощка в отверстия распределительных каналов и обеспечивает удаление из каналов накопивщихся частиц примесей. Наиболее экономичный расход СОЖ и скорость ее истечения из выходных отверстий распределительных каналов устанавливается с помощью регулятора расхода. Уносимые потоком СОЖ из бака-отстойника твердые механические примеси, имеющие размеры от долей до нескольких микрометров, попадая в каналы в полюсных наконечниках, подвергаются воздействию технологического электромагнитного поля. Эффект повышения равномерности распределения СОЖ по щирине рабочей поверхности полюсных наконечников усиливается в случае выполнения на стенках распределительных каналов винтовых нарезок, HanpiiMCp резьбы с боль-шим шагом. Геометрические параметры в направление (левое или правое) винTOBbtx нарезок выбираются с учетом физико-химических свойств СОЖ (вязкость, плотность, состав компонентов и др.). После снятия технологического электромагнитного поля и окончания цикла магнитно-абразивной обработки частицы примесей уносятся потоком СОЖ, которьй может быть направлен в резервуар-отстойник или вне системы подачи СОЖ. Оптимальным является отнощение наибольшего сечения распределительного канала к наименьшему 1,4-2,0. При уменьшении этого соотношения до 1,3 резко возрастает расход СОЖ и ферромагнитного абразива. Качество очистки СОЖ, оцененное по коэффициенту пропускания света (t}, т.е. по соотношению интенсивности исходного пучка света и пучка света, прощедшего через кювету с СОЖ, подвергнутой очистке в устройстве, практически не изменяется. При увеличении соотношения сечений каналов до 2,1 значи- тельно ухудшается качество очистки СОЖ и чистота обработанных поверхностей. Устройство обеспечивает возможность снижения расхода СОЖ и ферромагнитного абразива соответственно на 20-30% и 17-25% и может быть применено для магнитно-абразивных станков с любым числом полюсных наконечников электромагнитной системы, при этом вследствие более полного использования поверхностно-активных и моющих свойств СОЖ обеспечивается снижение шероховатости поверхностей, обработанных магнитно-абразивным .способом.
.Г
fit 13 ff 10
L
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Сопло для подачи смазочно-охлаждающей жидкости | 1981 |
|
SU956260A1 |
| Устройство для объемной полировки | 1980 |
|
SU1235702A2 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Сопло | 1979 |
|
SU846252A1 |
| Сопло | 1980 |
|
SU929422A2 |
| Способ магнитно-образивной обработкидЕТАлЕй и уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU835719A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Устройство для магнитно-абразивной обработки широкоформатных листовых материалов | 1981 |
|
SU1060440A1 |
| Способ магнито-абразивной обработки изделий | 1978 |
|
SU751598A1 |
| Устройство для магнитно-абразивной обработки | 1983 |
|
SU1143578A1 |
1. УСТРОЙСТВО ДЛЯ МАГНИТНОАБРАЗИВНОЙ ОБРАБОТКИ тел вращения, включающее магнитную систему с полюсными наконечниками и узел подачи СОЖ в зону, обработки, отличающееся тем, что, с целью улучшения качества обработки и повьшения экономичности устройства, в теле каждого полюсного наконечника вьтолнен по меньшей мере один общий канал, связанный с узлом подачи СОЖ и соединенный с рабочей поверхностью полюсного наконечника расположенными -нормально к ней распределительными каналами с уменьшающимися вдоль оси общего канала сечениями, при зтом при последовательном обходе полюсных наконечников магнитной системы последовательность изменения сечений распределительных каналов сохраняется. 2. Устройство ПОП.1, отличающееся тем, что в каждом полюсном наконечнике отношение наи(Л большего сечения распределительного канала к наименьшему составляет 1,4с 2,0.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для магнитно-абразивной обработки | 1971 |
|
SU657978A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для магнитно-абразивной обра-ботки | 1974 |
|
SU509412A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
