(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КРИВОЛИНЕЙНОГО ПРОФИЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фрикционно-механического нанесения покрытий | 1981 |
|
SU998581A1 |
| Устройство для обработки криволинейного профиля | 1981 |
|
SU969502A1 |
| Устройство для обработки поверхностей криволинейного профиля | 1978 |
|
SU861038A1 |
| Устройство для фрикционно-механического нанесения покрытий | 1983 |
|
SU1079697A1 |
| Устройство для обработки поверхностей криволинейного профиля | 1977 |
|
SU680867A1 |
| Устройство для фрикционно-механического нанесения покрытий | 1982 |
|
SU1060705A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2009 |
|
RU2419530C2 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Токарный патрон | 1987 |
|
SU1523260A1 |
1
Изобретение относится к обработке поверхностей деталей методом поверхностного пластического деформирования и может быть использовано при обработке поверхностей криволинейного профиля.
По основному авт. св. № 861038 известно устройство для обработки поверхностей криволинейного профиля, содержащее корпус с деформирующим инструментом, расположенным в упруго установленном толкателе, несущем криволинейные направляющие, с которыми контактируют соосно установленные подпружиненные штоки 1.
Недостатком известного устройства является то, что оно не обеспечивает постоянного нормального давления на деталь, если она имеет участки, которые расположены под различными углами к оси инструмента. Вследствие этого давление обработки на различных участках меняется, а это приводит к снижению качества обработки.
Цель изобретения - повышение качества обработки.
Указанная цель достигается тем, что устройство снабжено размещенными на корпусе дополнительными обкатными роликами, кольцевой направляющей с упорными роликами и связанными с ней шарнирным вильчатым рычагом и тягой, при этом дополнительные обкатные ролики установлены с возможностью перемещения по кольцевой направляющей.
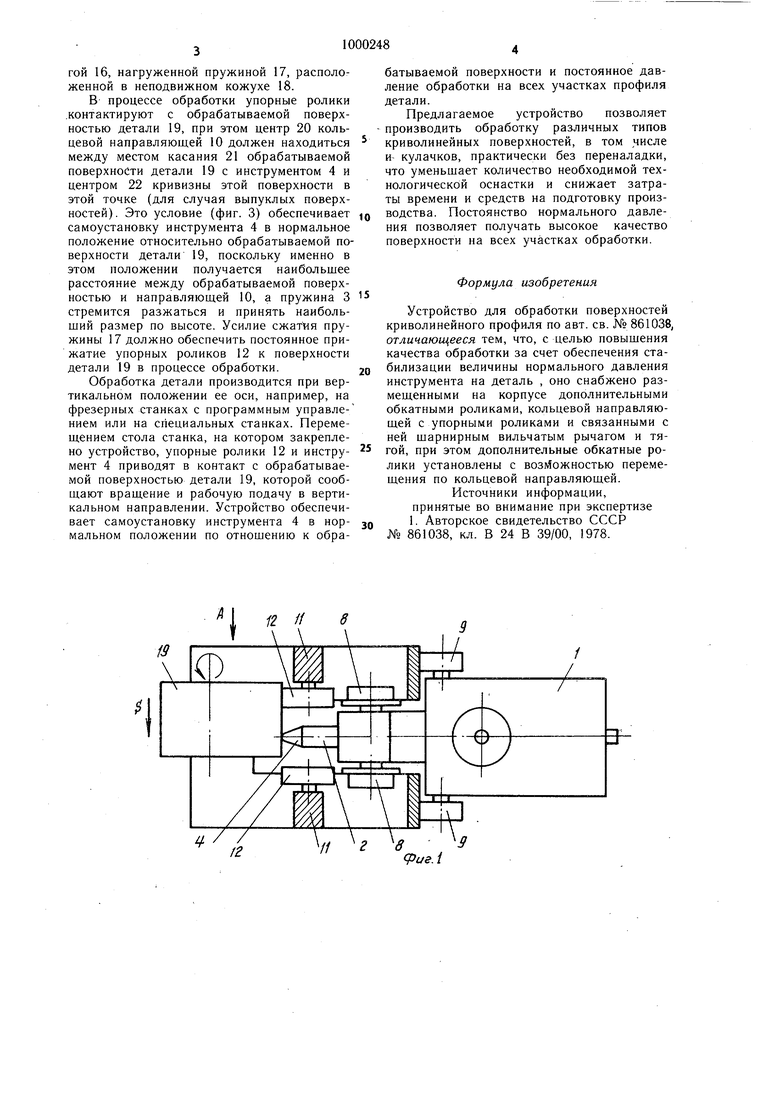
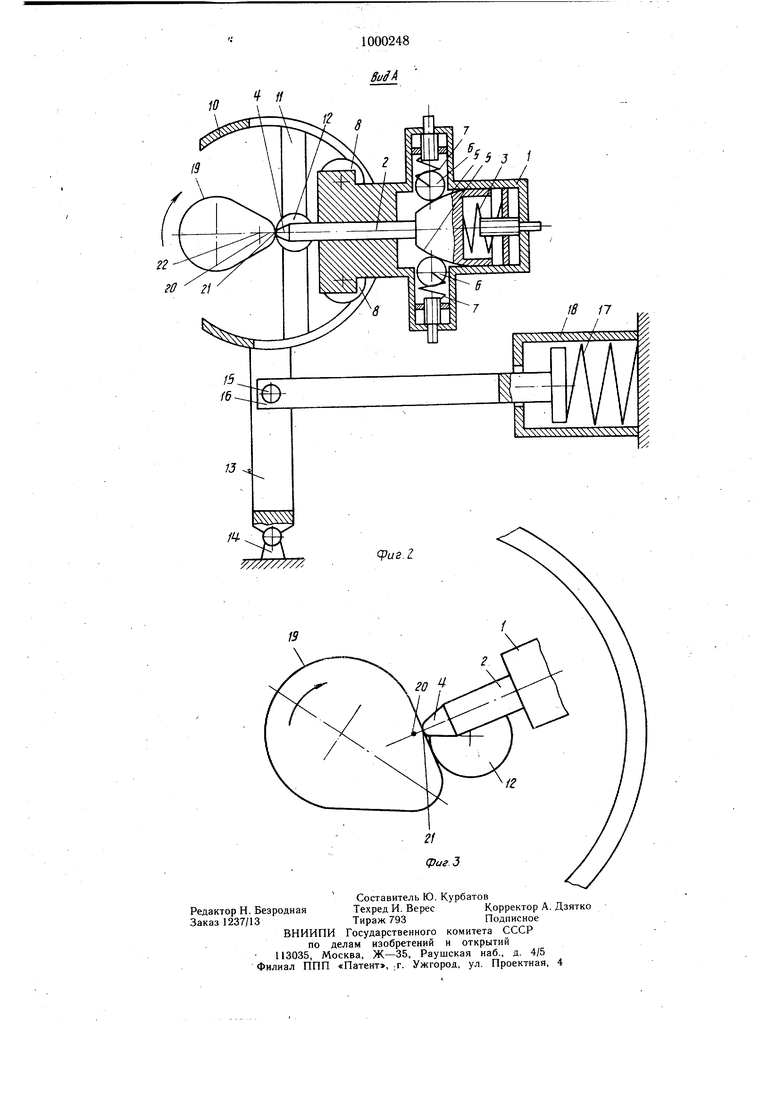
На фиг. 1 изображено устройство для обработки поверхностей криволинейного профиля; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - взаимное расположение детали и инструмента в процессе обработки.
10
Устройство содержит корпус 1, в котором перемещается толкатель 2, нагруженный пружиной 3. На толкателе 2 установлен инструмент 4 и криволинейные направляющие 5, с которыми контактируют обкатные
15 ролики 6, прижимаемые пружинами 7.
На корпусе закреплены дополнительные обкатные ролики 8 и 9, которые могут свободно катиться по кольцевой направляющей 10, несущей неподвижно закрепленные
2Q планки 11 с установленными на ней свободно вращающимися упорными роликами 12. Направляющая 10 неподвижно закреплена на вильчатом рычаге 13, который имеет возможность поворачиваться вокруг шарнира 14. Рычаг 13 шарниром 15 соединен с тягой 16, нагруженной пружиной 17, расположенной в неподвижном кожухе 18. В процессе обработки упорные ролики .контактируют с обрабатываемой поверхностью детали 19, при этом центр 20 кольцевой направляющей 10 должен находиться между местом касания 21 обрабатываемой поверхности детали 19 с инструментом 4 и центром 22 кривизны этой поверхности в этой точке (для случая выпуклых поверхностей). Это условие (фиг. 3) обеспечивает самоустановку инструмента 4 в нормальное положение относительно обрабатываемой поверхности детали 19, поскольку именно в этом положении получается наибольшее расстояние между обрабатываемой поверхностью и направляющей 10, а пружина 3 стремится разжаться и принять наибольший размер по высоте. Усилие сжатия пружины 17 должно обеспечить постоянное прижатие упорных роликов 12 к поверхности детали 19 в процессе обработки. Обработка детали производится при вертикальном положении ее оси, например, на фрезерных станках с программным управлением или на специальных станках. Перемещением стола станка, на котором закреплено устройство, упорные ролики 12 и инструмент 4 приводят в контакт с обрабатываемой поверхностью детали 19, которой сообщают вращение и рабочую подачу в вертикальном направлении. Устройство обеспечивает самоустановку инструмента 4 в нормальном положении по отношению к обра1 /2 // 8 V/ V V / / /2 (ригЛ батываемой поверхности и постоянное давление обработки на всех участках профиля детали. Предлагаемое устройство позволяет производить обработку различных типов криволинейных поверхностей, в том числе и- кулачков, практически без переналадки, что уменьшает количество необходимой технологической оснастки и снижает затраты времени и средств на подготовку производства. Постоянство нормального давления позволяет получать высокое качество поверхности на всех участках обработки. Формула изобретения Устройство для обработки поверхностей криволинейного профиля по авт. св. № 861038, отличающееся тем, что, с целью повышения качества обработки за счет обеспечения стабилизации величины нормального давления инструмента на деталь , оно снабжено размещенными на корпусе дополнительными обкатными роликами, кольцевой направляющей с упорными роликами и связанными с ней щарнирным вильчатым рычагом и тягой, при этом дополнительные обкатные ролики установлены с воз1Йожностью перемещения по кольцевой направляющей. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 861038, кл. В 24 В 39/00, 1978.
