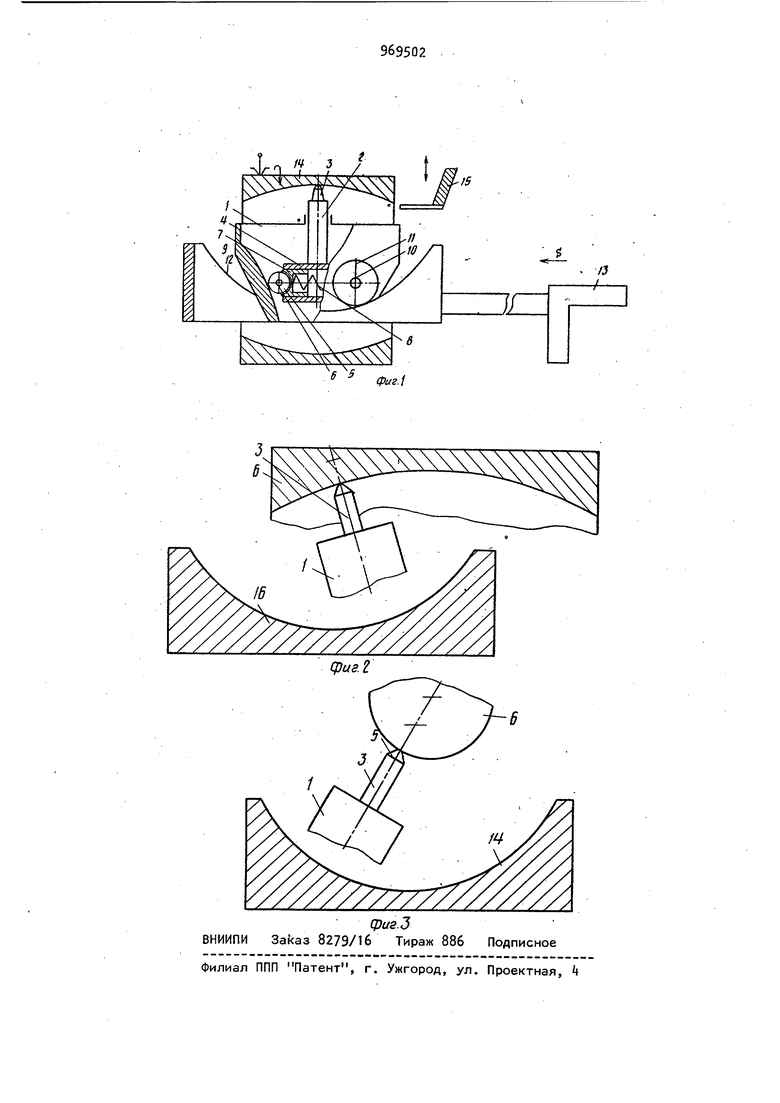
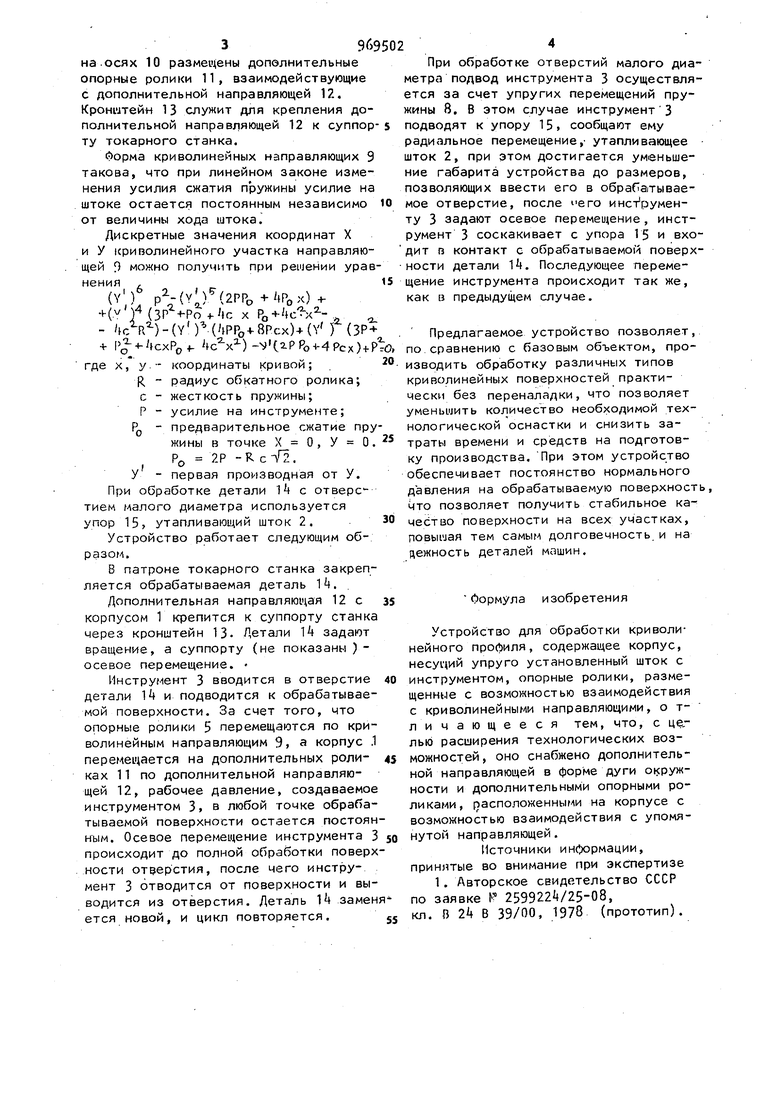
Изобретение относится к обработке поверхностей криволинейного профиля деталей машин методами без снятия стру), например алмазным выглаживанием, обкатыванием роликами, фрикционно-механическим латунированием и т.д. Известно устройство для обработки криволинейного профиля, содержащее корпус, несущий упруго установленный шток с инструментом, опорные ролики, размещенные с возможностью взаимодействия с криволинейными направляющими L J. При о()работке с помощью известного устройства деталей, имеющих сложную форму обрабатываемой поверхности например бочкообразную и др., не удается обеспечить постоянство усилия деформирования в каждой точке поверхности..Это сужает технологические воз можности известного устройства. Цель изобретения - расширение технологических возможностей. Поставленная цель достигается тем, что устройство снабжено дополнительной направляющей в форме дури окружности и дополнительными опорными роликами, расположенными на корпусе с возможностью взаимодействия с упомянутой направлящей. На фиг. 1 показано устройство, общий вид; на Фиг. 2 - обработка внутренних поверхностей; на фиг. 3 обработка наружных поверхностей деталей. Устройство содержит корпус 1, несущий lUTOK 2 с обрабатывающим инструментом 3. Шток 2 неподвижно соединен со стаканом l, в котором размещены опорные ролики 5 установленные на осях 6 в толкателях 7, воспринимающих усилие пружины 8, действующее в направлении, перпендикулярном оси штока 2. Опорные ролики 5 обкатываются по криволинейным направляющим 9 корпуса 1, с наружной стороны которого 396 на.осях 10 размещены дополнительные опорные ролики 11, взаимодействующие с дополнительной направляющей 1., Кронштейн 13 служит для крепления дополнительной направляющей 12 к суппор ту токарного станка. Форма криволинейных направляющих 9 такова, что при линейном законе изменения усилия сжатия пружины усилие на штоке остается постоянным независимо от величины хода штока. Дискретные значения координат X и У криволинейного участка направляющей П можно получить при решении урав нения , (V.) (У1)(2РРоЧ-Чх) л I .1 г л п и -f К Г (ЗР -Ро 4- he X РО ./ic x tcV)-(Y ) (lPPo4-8pcx)4(Y Г (ЗР-Ь л «т. f P -t- fcxPo. c X )-v42-PPoH-4Pcx) + P ft X, V - ICnnnnl/IHSTKl Wnunnw г координаты кривой; радиус обкатного ролика; жесткость пружины; усилие на инструменте; предварительное сжатие жины в точке X О, У О РО 2Р - R с лП, У - первая производная от У. При обработке детали It с отверс тием малого диаметра используется упор 15, утапливающий шток 2. . Устройство работает следующим образом. В патроне токарного станка закрепляется обрабатываемая деталь 1. . Дополнительная направляющая 12 с корпусом 1 крепится к суппорту станка через кронштейн 13- Детали 14 задают вращение, а суппорту (не показаны ) осевое перемещение. Инструмент 3 вводится в отверстие детали 14 и подводится к обрабатываемой поверхности. За счет того, что опорные ролики 5 перемещаются по криволинейным направляющим 9, а корпус .1 перемещается на дополнительных роликах 11 по дополнительной направляющей 12, рабочее давление, создаваемое инструментом 3, в любой точке обрабатываемой поверхности остается постоян ным. Осевое перемещение инструмента 3 происходит до полной обработки поверх ности отверстия, после чего инструмент 3 отводится от поверхности и выводится из отверстия. Деталь 14 замен ется новой, и цикл повторяется. При обработке отверстий малого диаметра подвод инструмента 3 осуществляется за счет упругих перемещений пружины 8, В этом случае инструмент3 подводят к упору 15, сообщают ему радиальное перемещение,- утапливающее шток 2, при этом достигается уменьшение габарита устройства до размеров, позволяющих ввести его в обрабатываемое отверстие, после Iero инструменту 3 задают осевое перемещение, инструмент 3 соскакивает с упора 15 и входит гз контакт с обрабатываемой поверхности детали k. Последующее перемещение инструмента происходит так же, как в предыдущем случае. Предлагаемое устройство позволяет, Г гЛ- jr4rfi(,,iurf-4y . | по сравнению с базовым объектом, проiJOCar ni Tl. гчК r 3 К/-i ПЯЧПЧиНИ ТМППП изводить обработку различных типов криволинейных поверхностей практически без переналадки, что позволяет уменьшить количество необходимой технологической оснастки и снизить затраты времени и средств на подготовку производства. При этом устройство обеспечивает постоянство нормального давления на обрабатываемую поверхность, что позволяет получить стабильное качество поверхности на всех участках, повышая тем самым долговечность, и на дежность деталей машин. Формула изобретения Устройство для обработки криволинейного профиля, содержащее корпус, несущий упруго установленный шток с инструментом, опорные ролики, размещенные с возможностью взаимодействия с криволинейными направляющими, о тли чающееся тем, что, с цег лью расширения технологических возможностей, оно снабжено дополнительной направляющей в форме дуги окружности и дополнительными опорными роликами, расположенными на корпусе с возможностью взаимодействия с упомянутой направляющей. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке Р 2599224/25-08, кл. О 24 В 39/00, 1978 (прототип).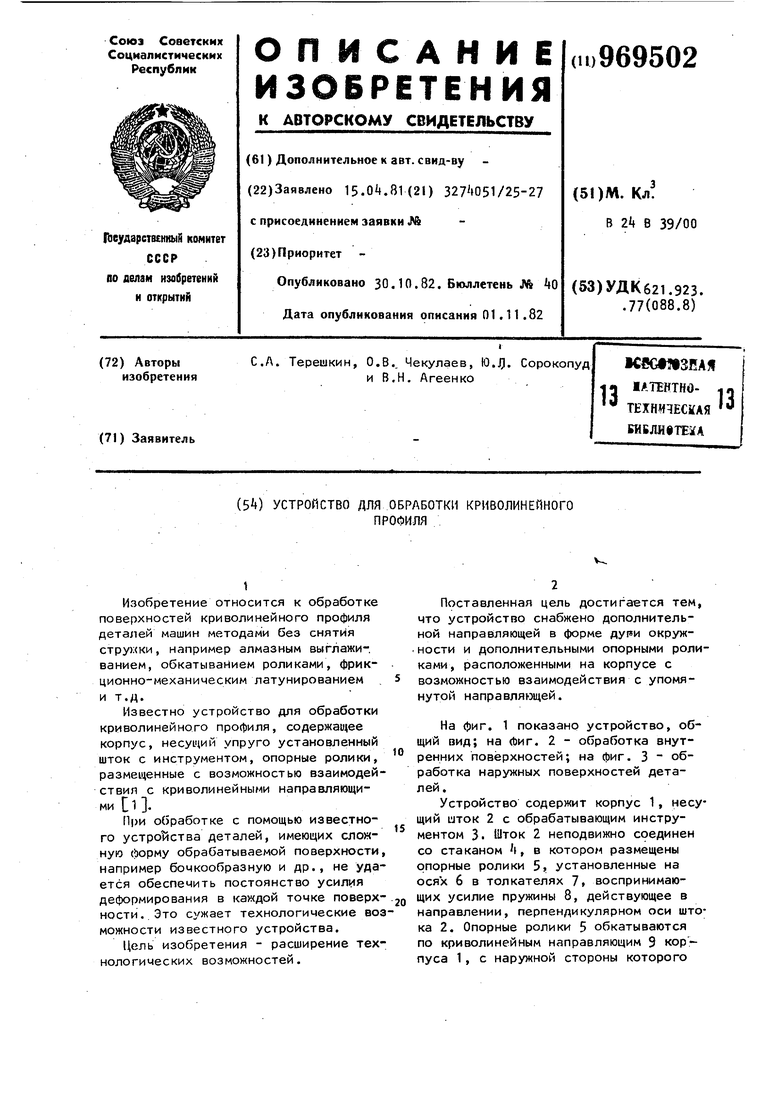
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поверхностей криволинейного профиля | 1980 |
|
SU1000248A2 |
| Устройство для обработки поверхностей криволинейного профиля | 1977 |
|
SU680867A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2019383C1 |
| Устройство для фрикционно-механического нанесения покрытий | 1982 |
|
SU1060705A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Способ суперфинишной обработки поверх-НОСТЕй дЕТАлЕй ВРАщЕНия | 1978 |
|
SU802004A1 |
| Устройство для обработки поверхностей криволинейного профиля | 1978 |
|
SU861038A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ДЕТАЛИ С КРИВОЛИНЕЙНОЙ ОБРАЗУЮЩЕЙ | 2004 |
|
RU2264282C1 |