Изобретение относится к авюматизации прокатного производства, в частности к устройствам для управления сбросом полос на холодильник, и может быть использовано преимущественно на непрерьгоном мелкосортном стане.
Целью изобретения является уменьшение отходов металла в обрезь путе повышения точности остановки полос ..на холодильнике.
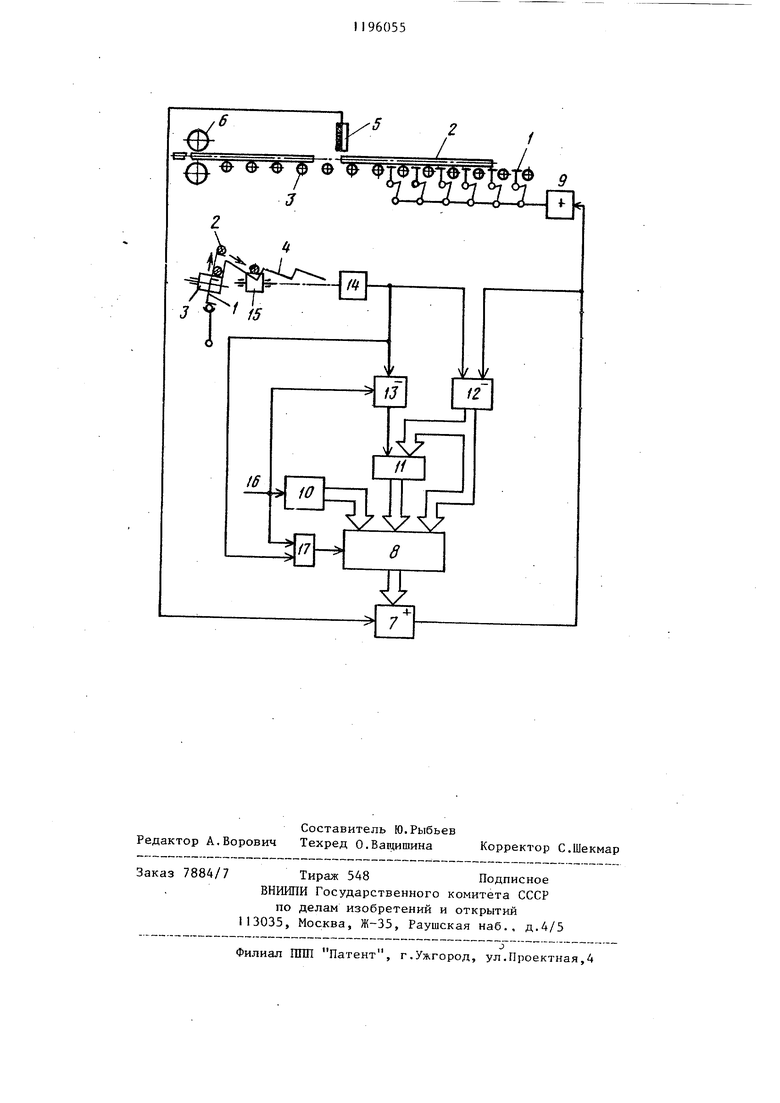
, На чертеже 1|)едставлена блок-схема предлагаемого устройства.
Устройство для управления сбрасывателем1 полосы 2 с рольганга 3
на холодильник 4 содержит датчик 5 наличия полосы на трассе перемещения , установленный перед холодильником в контрольном сечении, где конец полосы, отрезанной летучими ножницами 6, после разгона рольгангом движется со скоростью последнего . Выход датчика 5 соединен с входом запуска блока 7 регулируемой вьщержки времени, вход установки которого соединен шиной переноса с вычислительным блоком 8, а выход со входом блока 9 управления приводом сбрасывателя. Входы вычислительного блока 8 соединены шинами переноса с выходами блока 10 ввода уставок, запоминающего регистра 11 и блока 12 отсчета времени торможения полосы.
В устройство входят также управЛЯШ1ДРШ блок 13 и датчик 14 момента остановки полосы, который выполнен, например, в виде тахогенератора, кинематически связанного с контактным роликом 15, установленным в ручье рихтов,ального желоба холодильника 4. Один из входов управляющего блока 13 соединен с выходом датчика 14 момента остановки.полосы, другойс входом 16 установки блока 10 ввода уставок, а выход с управляющим .входом запоминаюш,его регистра 11 . Управляющие входы блока 12 отсчета времени торможения полосы соединены с выходами датчика 14 и блока 7 регулируемой выдержки времени. Выхо блока 12 и информационньм вход запоминшощего регистра 11 соединены шиной переноса. На фиг.1 показан элемент ИЛИ I7, входы которого соединены с входом установки блока 10 ввода уставок и выходом датчика 14,
а выход - с управляюшим входом вычислительного блока 8.
Устройство работает следующим образом.
В исходном положении перед прокаткой в блоке 10 ввода уставок установлено число, соответствующее величине -tg выдержки времени на сброс первой полосы, сигнал на выходе
управляющего блока 13 отсутствует.
В начале прокатки оператором подается сигнал на вход 16 установки. При этом число из блока 10 ввода уставок вводится в вычислительньй блок 8; на выходе управляющего блока 13 появляется сигнал., разрешающий запись в запоминающий регистр 11 информации, присутствующей на его информационном входе;
на управляющий вход вычислительного блока 8 через элемент 17 поступает сигнал, разрешающий вычисление величины выдержки времени путем суммирования числа, введенного из блока
10, и полуразности чисел, содержащихся в запоминающем регистре 11 и блоке 12 отсчета времени торможения полосы. Так как сигналом с выхода управляющего блока 13 в запоминающий регистр I1 занесено число, присутствующее на выходе блока I2, рассчитанная величина вьщержки времени на сброс первой полосы равна 10 . Это число поступает с выхода
вычислительного блока 8 на вход установки блока 7 регулируемой выдержки времени.
После отрезания от раската первой полосы 2 последняя транспортируется
рольгангом 3 к холодильнику. В момент прохокдения конца полосы мимо датчика 5 (мимо контрольного сечения на входе запуска блока 7 появляется сигнал, по приходу которого начинается отсчет вьщержки времени на сброс полосы. По окончании отсчета выдержки времени ig, на выходе блока 7 появляется сигнал
которым включается блок 9 управления приводом сбрасьшателя. Сбрасьша тель снимает полосу 2 с рольганга 3 и перекладывает ее в ручей рихтовального желоба холодильника 4.При этом полоса движется в направлении, указанном
стрелками (фиг.1} и вначале тормозится на сбрасывателе, а затем в рихтовальном желобе, где останавливается. 3 , в момент включения сбрасывателя на управляющем входе блока 12 появляется сигнал, с приходом которого в блоке 12 начинается отсчет вре мени торможения полосы. Отсчет времени торможения прекращается в момент остановки полосы. Этот момент фиксируется датчиком 14. При торможении полосы в ручье рихтоваль ного желоба контактный ролик 15 вращается, так как последняя движется. С остановкой полосы ролик 15 перестает вращаться, датчик 14 вырабатывает сигнал, который, поступая на второй управляющий вход блока 12 отсчета времени торможения полосы, останавливает его работу. . Отсчитанное в блоке 12 время iTf заносится в запоминающий регистр 11 поскольку на его управляющем входе присутствует разрещающий сигнал. После остановки первой полосы сигна лом датчика .14 снимается сигнал на выходе управляющего блока 13, чем запрещается запись информации в запоминающий регистр 11 на всё дальне шее время работы и в последнем сохраняется число, соответствующее вр мени i торможения первой полосы. Этим не сигналом датчика 14 через элемент 17 по управляющему входу вычислительного блока 8 разрешается расчет вьщержки времени на сброс второй полосы. Так как в запоминающем регистре 11 и в блоке 12 записано одно и то же число, соответству ющее времени i , величина выдерж ки времени на сброс второй полосы Bг ВТ По истечении времени i ц о моме та прохождения кондом второй полосы сечения, контролируемого датчиком Ь блоком 7 вьщается сигнал на сброс в блок 9 управления приводом сбрасьшателя. Этим же сигналом содержимое блока 12 сбрасьшается на нуль и в нем начинается отсчет времени . торможения второй полосы. 55 В момент остановки второй полосы датчик 14 вьщает сигнал, с приходом которого отсчет времени Ь-г„ в блоке 12 заканчивается, а в блоке 8 ocynieствляется расчет выдержки времени на сброс третьей полосы по формуле tri - CT-Z Чз Ч, Если интенсивность торможения второй полосы по сравнению с первой не изменяется, т.е. , то выдержка времени на сброс третьей полосы сохраняется неизменной. Если же интенсивность торможения второй полосы по сравнению с первой изменяется и оказывается, например, большей (,) , то , . В этом случае задание вьщержки времени {, g- на сброс третьей полосы увеличивается на величину - tTP 5 (г, Это увеличение компенсирует разницу перемещений первой и второй полос. При новом изменении интенсивности торможения устройство компенсирует это изменение путем корректировки задания выдержки времени на сброс. В случае необходимости изменить задание момента сброса (например, при изменении скорости рольганга) в блоке 10 устанавливается новое число tе и подается сигнал на вход 16 установки. Число из блока 10 вводится в вычислительньй блок 8, на выходе управляющего блока 13 появляется сигнал и в запоминающий регистр 11 заносится из блока 12 число, соответствующее времени торможения предыдущей полосы. В вычислительном блоке 8 определяется значение выдержки, времени, равное 6 , так как на выходах регистра 11 и блока I2 присутствуют одинаковые числа. С момента прихода конца очередной полосы в сечение, контролируемое датчиком 5, описанный режим работы повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Устройство для управления набором пакета полос перед ножницами сортового стана | 1984 |
|
SU1219194A1 |
| Устройство управления клапанным сбрасывателем полосы с рольганга мелкосортного стана | 1984 |
|
SU1191134A1 |
| В П Т Б | 1973 |
|
SU395139A1 |
| Устройство для автоматического управления механизмами сброса прутков на холодильник мелкосортного стана | 1978 |
|
SU774644A1 |
| Устройство управления перемещением пакета полос мелкосортного проката при порезке на стационарных ножницах | 1983 |
|
SU1109207A1 |
| Устройство для точного останова полос на холодильнике мелкосортного стана | 1981 |
|
SU1002060A1 |
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU655449A1 |
| Устройство автоматического управленияМЕХАНизМАМи пЕРЕКлАдКи пРОКАТА HA ХОлО-дильНиК | 1979 |
|
SU835547A2 |
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1972 |
|
SU563202A1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СБРАСЫВАТЕЛЕМ ПОЛОСЫ НА ХОЛОДИЛЬНИК МЕЛКОСОРТНОГО СТАНА, содержащее последовательно соединенные шинами переноса блок ввода уставок, вычислительный блок и блок регулируемой выдержки времени, вход запуска которого соединен с выходом датчика наличия полосы на трассе перемещения, а выход - с входом блока управления приводом срабатьюателя, вход блока ввода уставок соединен с входом установки, отличающееся тем, что, с целью уменьшения отходов металла в обрезь путем повышения точности остановки полос на холодильнике, в него введены датчик момента остановки полосы, управляющий блок, блок отсчета времени торможения полосы, элемент ИЛИ и запоминающий регистр, при этом выход датчика . момента остановки полосы соединен с первым входом блока отсчета време ни торможения полосы, через один из входов элемента ИЛИ с управляющим входом вычислительного блока и первым входом управляющего блока, второй вход которого соединен с входом установки блока ввода уставок и вторым входом элемента ИЛИ, а выход (Л управляющего блока соединен с управляющим входом запоминающего регистра, выход которого соединен шинами переноса с входом вычислительного блока выход блока регулируемой выдержки времени соединен с вторым входом блока отсчета времени торможения полосы, выход которого соединен шинами переноса с входами запоминаю.CD щего регистра и вычислительного о: блока. о 9 ЕЬ
i
| В П Т Б | 0 |
|
SU395139A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU655449A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
