Известны устройства типа токарного станка для фасонной резки труб газом, у которых заготовка трубы закренляется во вращающемся патроне, а резак закреплен в супорте, перемещающемся под действием копира. При этом для фасонной резки второго конца заготовки приходится менять копир.
Описываемое изобрететп-ю отличается тем, что супорт станка перемещается под действием кольпевого двойного копира, концентрично прикрепленного к патрону и вращающегося вместе с ним.
Такое устройство позволяет производить фасонную резку обоих концов трубной заготовки без перестановки копира в патроне, что увеличивает производительность станка.
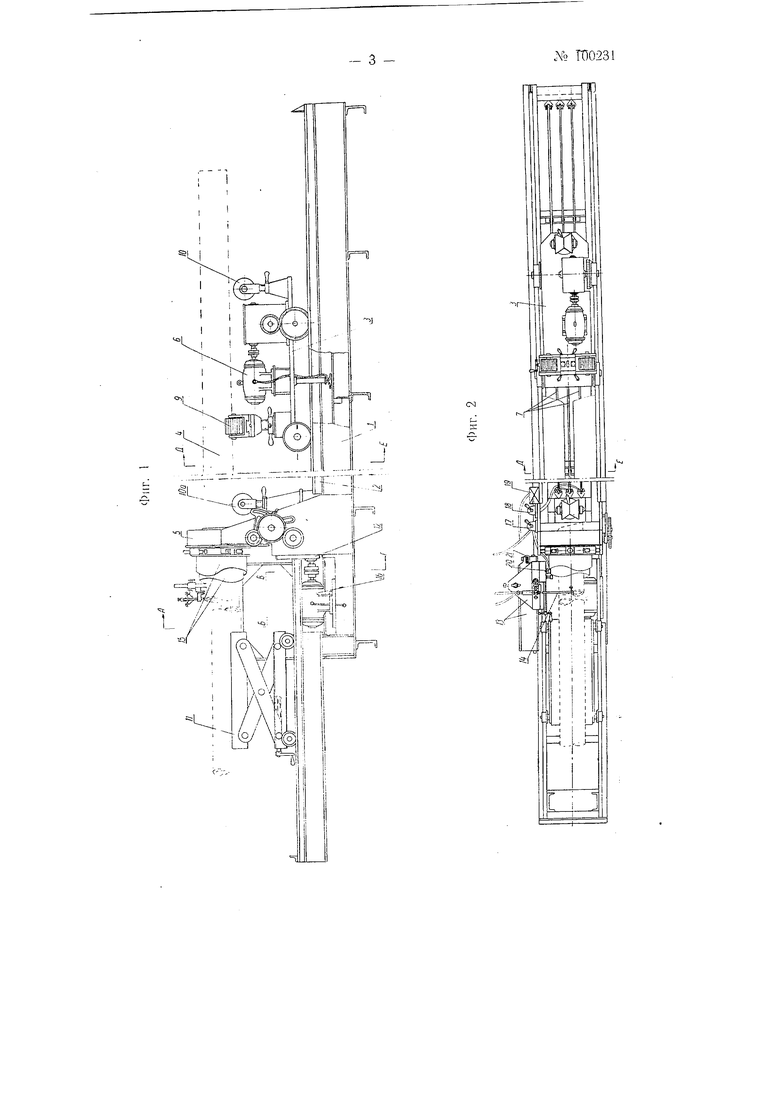
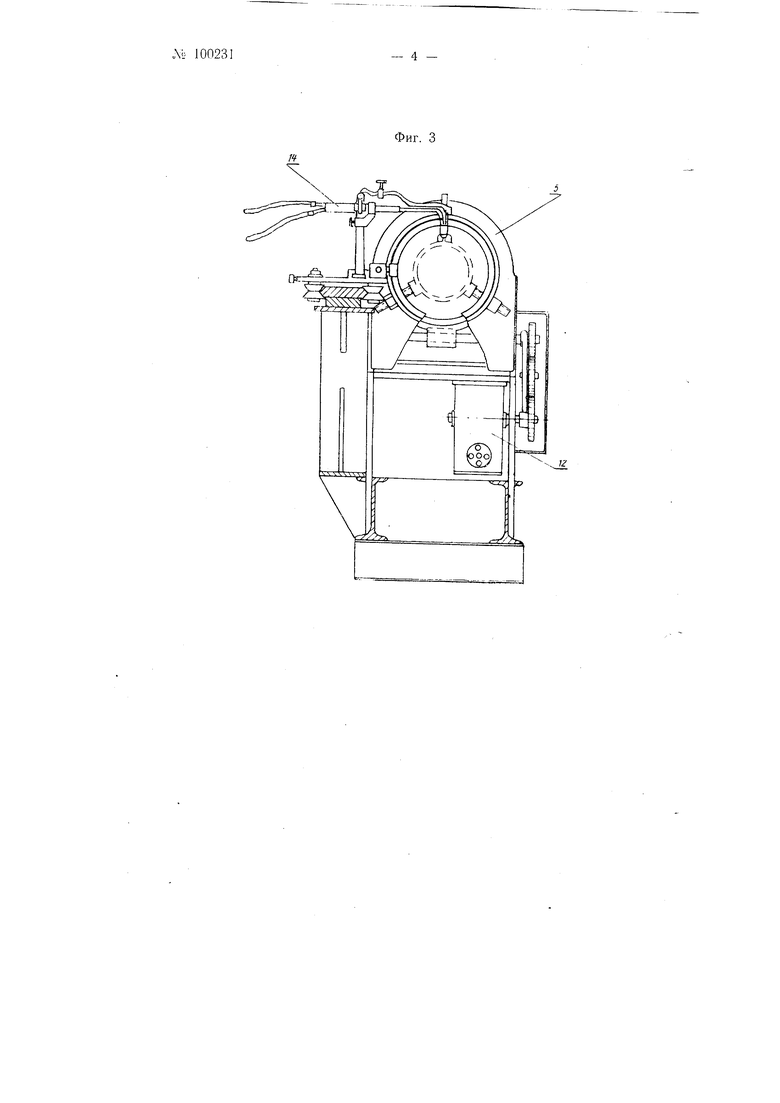
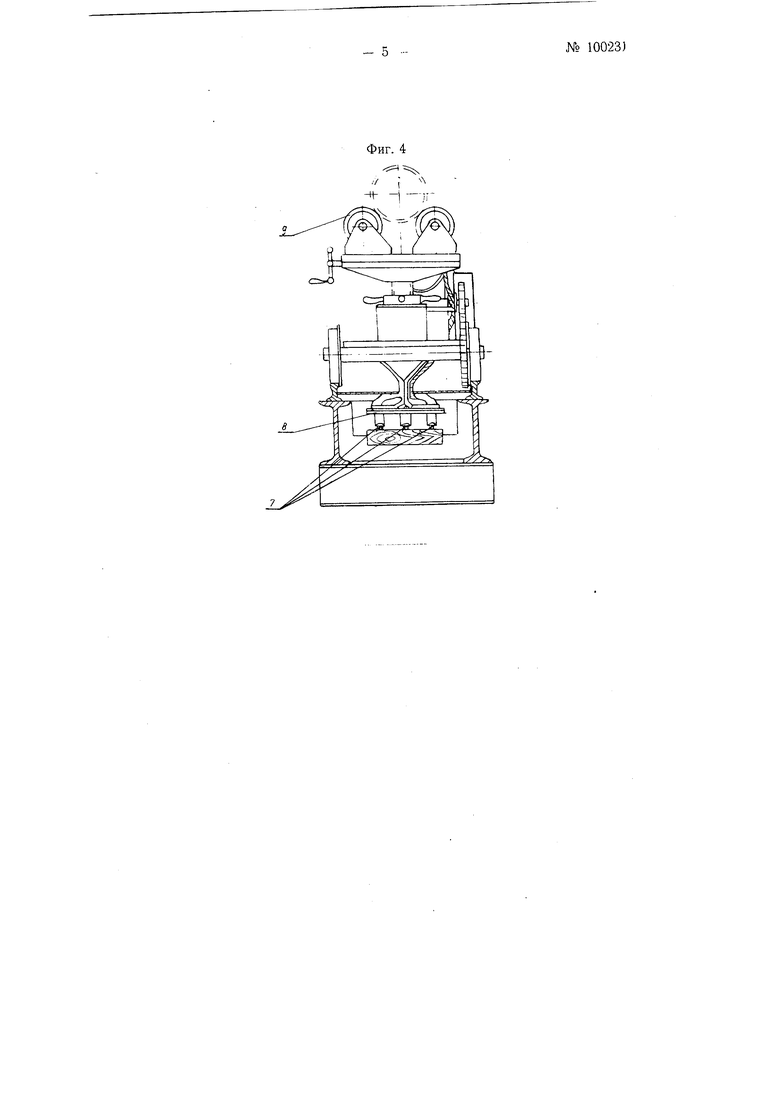
На фнг. 1 изображен вид станка сбоку; на фиг. 2 - вид станка сверху; на фиг. 3 - разрез по АБВГ на фиг. 1; на фиг. 4 - разрез по ДЕ на фиг. 1.
На станине / закреплен двухрельсовый путь 2, по которому переменшется тележка 3 для подачи трубной заготовки 4 в патрон 5.
Перемещение тележки осуществляется электродвигателем 6, питающимся от троллейных линий 7 через токосъемник 8. Тележка снабжена домкратом с подвижными роликами 9, которые служат опорой для заготовки, и направ.шющим роликом 10 для перехвата заготовки. Вертикальное перемещение ролика 10 осуществляется домкратом. Такой же ролик 10а расположен возле патрона для подачи в него заготовки.
По другую сторону патрона перемещается на рельсовом пути приемная тележка 11.
Патрон 5 соединен с редуктором 12.
На тележке 13, играющей роль супорта, закреплен резакодержатель с резаком 14.
С рабочей стороны патрона 5 концентрично ему закреплен сдвоенный кольцевой сменный копир (шаблон) 15, соответствующий требуемой форме обоих концов изде.лия.
Патрон с копиром 15 приводится во вращение через редуктор 12 от электродвигателя 16.
Для маневрирования вращения патрона имеются переключатели обратного хода 17 и 18, а также понизительный трансформатор тока 19, обеспечивающий безопасность работы со станком.
Работа со станком производится следующнм образом.
Трубную заготовку укладывают одним концом на тележку 3, а вторым - на направляющий ролик 10.
С помощью тележки 3 передний конец заготовки подают на необходкмую длину через патрон, в котором заготовку закрепляют винтами в кулачках.
К заготовке подводят резак, зажигают горелку и, когда дламя горелки прожжет стенку заготовки, включают электродвигатель 16, и патрон с заготовкой приводится во вращение.
В результате того, что ролик 20 супорта прижат грузом 21 к копиру и скользит по последнему, на заготовке производится отрезка требуемой конфигурации. Отрезанная часть заготовки падает на лоток приемной тележки //, которая отводится от патропа, и из нее выбрасывается отрезанная часть заготовки, а тележка чновь подводится к патрону.
После этого заготовк} подают на необходимую длину и производят вторую резку, соответственно второму кольцу копира, к которому подводят ролик супорта.
Предмет изобретения
Станок для фасонной резки труб азом, у которого изделие вращается, а резак, закрепленный на супорте, перемешается по копиру, о т л ичающийся тем, что, в целях последовательного выполнения фасонпси резки обоих концов трубы с одной установки ее, кольцевой копир, прикрепл-ениый концентрично к патрону станка, выполнен сдвоенным.
il(il
-4
«(
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Станок для фасонной резки труб | 1981 |
|
SU963750A1 |
| Станок для фасонной резки труб | 1980 |
|
SU893436A1 |
| Станок для фасонной резки газом труб | 1957 |
|
SU112295A1 |
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 1970 |
|
SU282904A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Станок для фасонной резки труб и вырезки в них отверстий | 1982 |
|
SU1139591A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ НЕПОВОРОТНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2053065C1 |
| Станок с центральным приводом для обработки тел вращения | 1959 |
|
SU126704A1 |
| Устройство для термической резки труб | 1980 |
|
SU927431A1 |