Недостатком станков с центральным приводом для обработки тел вращения является вынолнение центрального привода в виде раскрывающегося патрона, что затрудняет автоматизацию всего цикла работы станка и усложняет загрузочное устройство.
Описываемый станок конструктивно проще известных и позволяет автоматизировать загрузку обрабатываемых деталей.
Особенность станка состоит в том, что привод обрабатываемой детали осуществлен посредством двух неподвижных и одного подвижного фрикционных роликов.
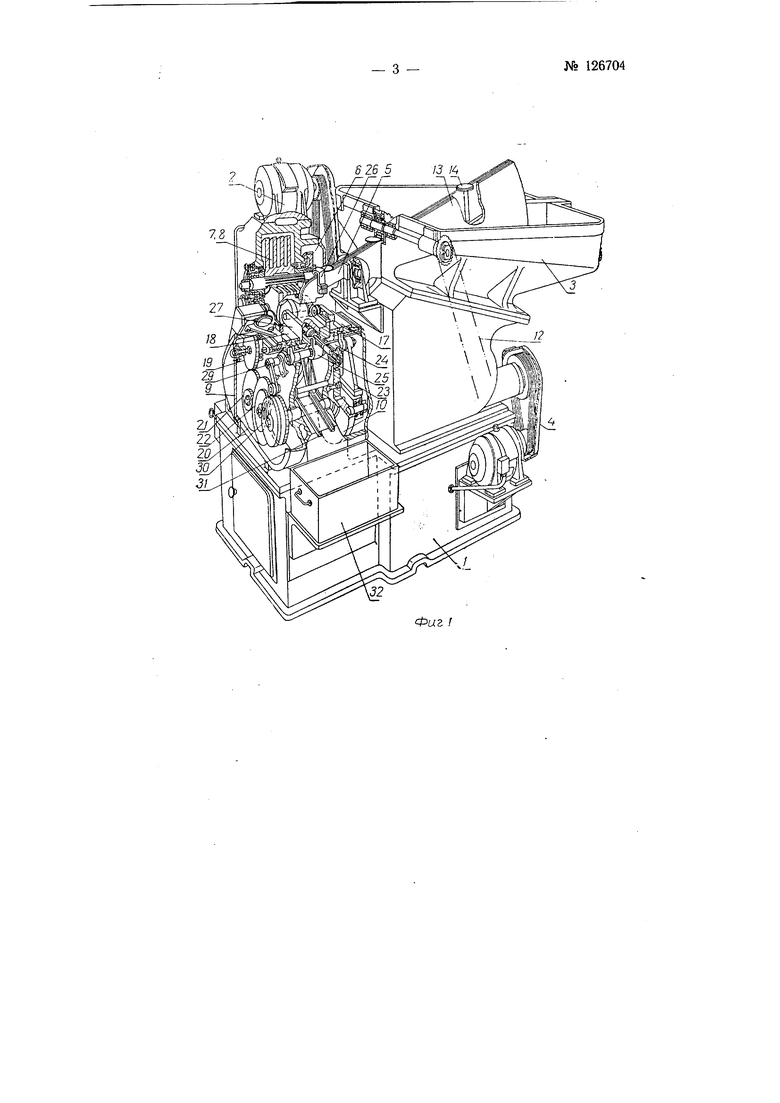
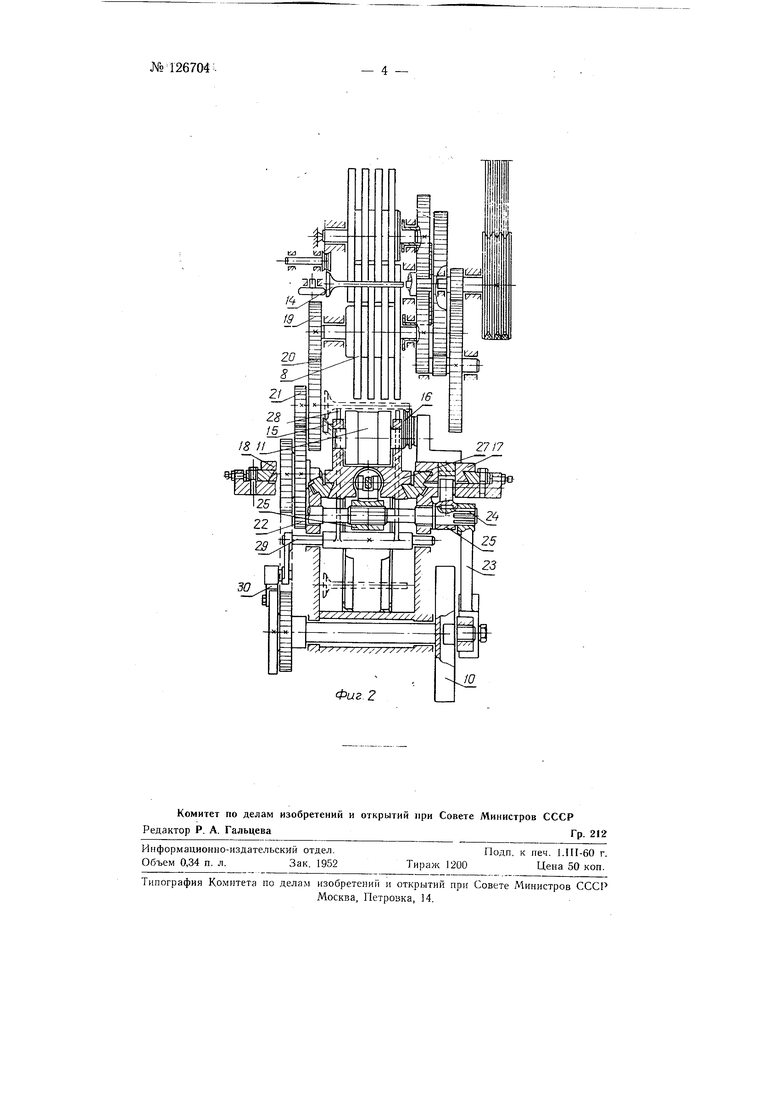
На фиг. 1 схематически изображен станок в аксонаметрической проекции; на фиг. 2 - то же, вид с торца.
На станине / станка смонтированы: центральный привод 2 обрабатываемой детали, загрузочный бункер 3 с приводом 4 и склизом 5. От электродвигателя привода 2 через коробку 6 скоростей передается вращение двум фрикционным роликам 7 и 8. Коробка 9 подач предназначена для передачи вращения копиру 10, который обеспечивает возвратнопоступательное движение третьему подвижному фрикционному роли.чу ii, прижимающему обрабатываемую деталь к ведущим фрикционным роликам 7 и 8. Привод бункера 5 включает в себя электродвигатель и редуктор, который через передачу 12 сообщает качательное движение сектору 13 по закону кулисного механизма. Управление приводами 2 и 4 осуидествлено раздельно.
При вращении обрабатываемой детали, например клапана 14, роликами 7, 8 и 11 возникает крутящий момент, достаточный для преодоления сил резания от фасочного резца 15 и дискового резца 16.
Привод подачи суппорта подвижного фрикционного ролика //и р.цовых суппортов 17 и 18 осуществлен от постоянных щестерен 19, 20, 21, 22 и сменных щестерен.
№ 126704- 2 -
Сменная шестерня вращает вал, на котором закреплен копир W, сообщающий через рычаг 23 валу 24 качательное движение. Этот вал на себе несет три рычага 25, из которых средний перемещает суппорт с роликом //, а крайние перемещают резцовые суппорты 17 и 18. Клапан, подаваемый из бункера, скользит до отсекателя 26, который при крайнем положении роликового суппорта 27 выдает один клапан на склиз 5, направляющийего к роликам 7 и 8. Клапан в положении / удерживается ножом-вилкой 28, сидящим на валике 29. Нож-вилка 28 поворачивается кулачком 30 в тот момент, когда роликовый суппорт 27 находится в открытом исходном положении.
Каждый из резцов соответственно устанавливается в свою резцедержавку, в которых предусмотрена регулировка в поперечном направлении. После обработки деталь по склизу 31 попадает в ящик 32.
Фрикционный зажим детали в процессе ее обработки позволяет производить не только двустороннюю обработку, но и получать концентричность обработанных диаметров детали с точностью до 0,01 мм.
Предмет изобретения
Станок с центральным приводом для обработки тел вращения, отличаю щ ни с я тем, что, с целью упрощения его конструкции и автоматической загрузки, привод обрабатываемой детали осуществлен посредством двух неподвижных и одного подвижного фрикционных роликов.
Фиг 1
Фиг 2