(54) СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
1
Изобретение относится к обработке металлов давлением, а именно к способу получения изделий путем выдавливания и прошивки.
Известен способ получения изделий с совмещением одновременно действующих операций, например, выдавливанием в круговую по периметру щель постоянного размера I.
Недостатком этого способа являются значительные удельные усилия, что приводит к различной по сечению поковки макроструктуры и неодинаковой степени деформации металла и как следствие к низкому качеству получаемых изделий.
Наиболее близким к предлагаемому является способ 2.
Однако по этому способу невозможно получить изделие сложной формы, например, с фланцем и двусторонними полостями, так как не обеспечивается заданная последовательность технологических операций, поэтому получение изделия за один ход пресса невозможно и необходимы последующие технологические операции, что и делается при изготовлении изделий данной конфигурации.
Цель изобретения - повышение производительности процесса.
Поставленная цель достигается тем, что в способе получения изделий с двухсторонними полостями и фланцем выдавливанием 5 и прошивкой, фланец и верхнюю полость получают прямым выдавливанием и закрытой прошивкой, а нижнюю полость - прямым выдавливанием.
Это позволяет повысить производитель Q ность штамповки путем снижения количества переходов. Кроме того, выполнение операции закрытой прошивки одновременно с прямым выдавливанием уменьшает сопротивление поковки деформированию и потери энергии на трение металла поковки 15 о штамп.
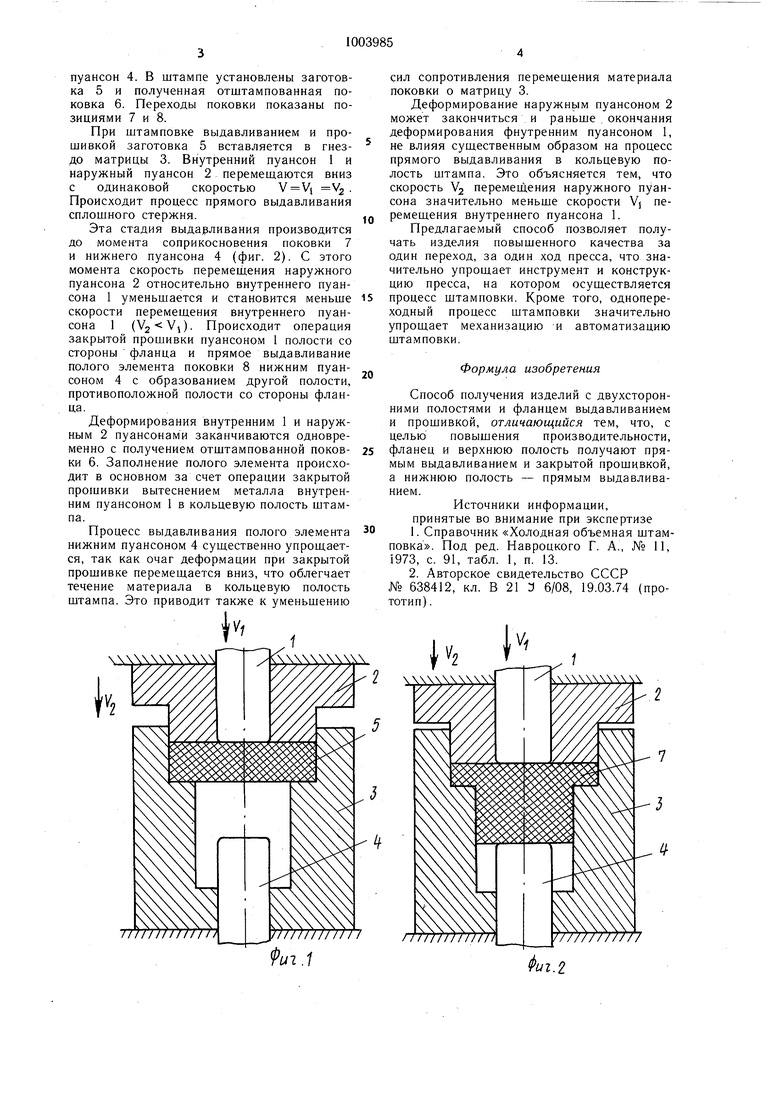
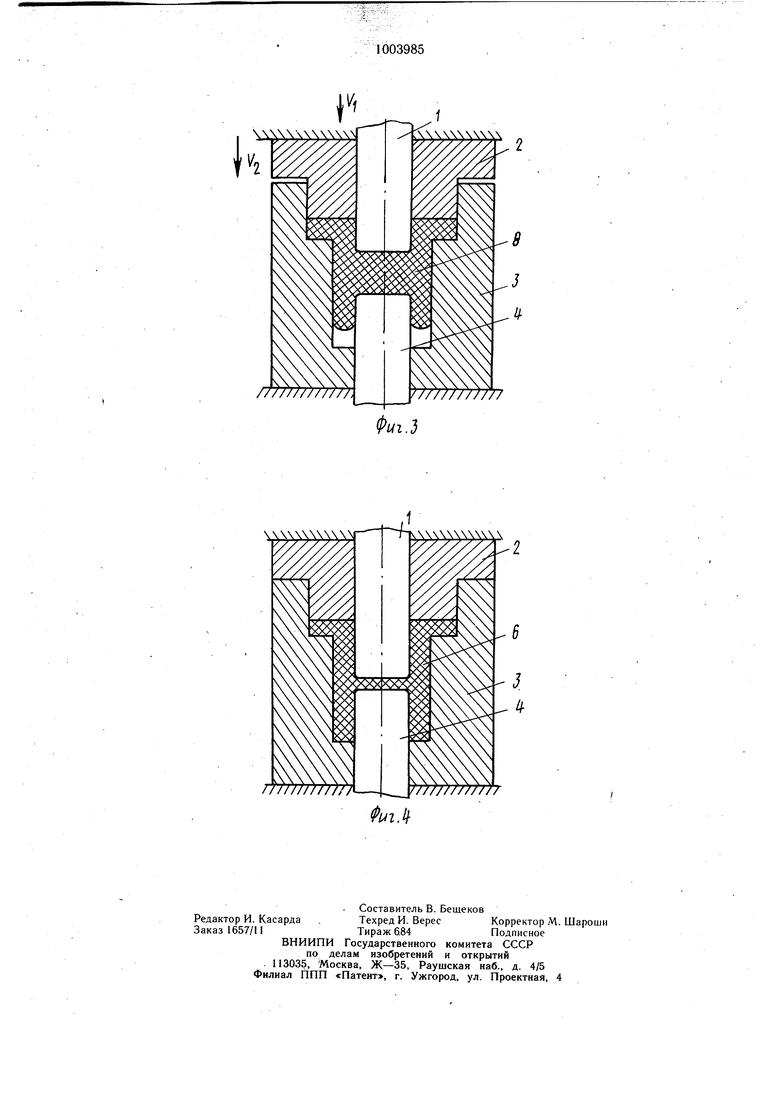
На фиг. 1 показана начальная стадия деформирования заготовки в штампе; на фиг. 2 - стадия прямого выдавливания стержня и оформления фланца; на фиг. 3 - стадия закрытой прошивки полости со сто20роны фланца и прямое выдавливание другой полости; на фиг. 4 - конец деформирования заготовки.
Штамп содержит внутренний пуансон 1, наружный пуансон 2, матрицу 3 и нижний
пуансон 4. В штампе установлены заготовка 5 и полученная отштампованная поковка 6. Переходы поковки показаны позициями 7 и 8.
При штамповке выдавливанием и прошивкой заготовка 5 вставляется в гнездо матрицы 3. Внутренний пуансон 1 и наружный пуансон 2 перемещаются вниз с одинаковой скоростью ( V2 . Происходит процесс прямого выдавливания сплошного стержня.
Эта стадия выдавливания производится до момента соприкосновения поковки 7 и нижнего пуансона 4 (фиг. 2). С этого момента скорость перемещения наружного пуансона 2 относительно внутреннего пуансона 1 уменьшается и становится меньше скорости перемещения внутреннего пуансона 1 (). Происходит операция закрытой прошивки пуансоном 1 полости со стороны фланца и прямое выдавливание полого элемента поковки 8 нижним пуансоном 4 с образованием другой полости, противоположной полости со стороны фланца.
Деформирования внутренним 1 и наружным 2 пуансонами заканчиваются одновременно с получением отштампованной поковки 6. Заполнение полого элемента происходит в основном за счет операции закрытой прошивки вытеснением металла внутренним пуансоном 1 в кольцевую полость штампа.
Процесс выдавливания полого элемента нижним пуансоном 4 существенно упрощается, так как очаг деформации при закрытой прошивке перемещается вниз, что облегчает течение материала в кольцевую полость штампа. Это приводит также к уменьшению
сил сопротивления перемещения материала поковки о матрицу 3.
Деформирование наружньш пуансоном 2 может закончиться и раньше . окончания деформирования фнутренним пуансоном 1,
не влияя существенным образом на процесс прямого выдавливания в кольцевую полость штампа. Это объясняется тем, что скорость Vj перемец1,ения наружного пуансона значительно меньше скорости V) пед ремещения внутреннего пуансона 1.
Предлагаемый способ позволяет получать изделия повышенного качества за один переход, за один ход пресса, что значительно упрощает инструмент и конструкцию пресса, на котором осуществляется
5 процесс щтамповки. Кроме того, однопереходный процесс штамповки значительно упрощает механизацию и автоматизацию штамповки.
Формула изобретения
Способ получения изделий с двухсторонними полостями и фланцем выдавливанием и прошивкой, отличающийся тем, что, с целью повышения производительности, фланец и верхнюю полость получают прямым выдавливанием и закрытой прошивкой, а нижнюю полость - прямым выдавливанием.
Источники информации, принятые во внимание при экспертизе
№ 638412, кл. В 21 3 6/08, 19.03.74 (прототип).
1
