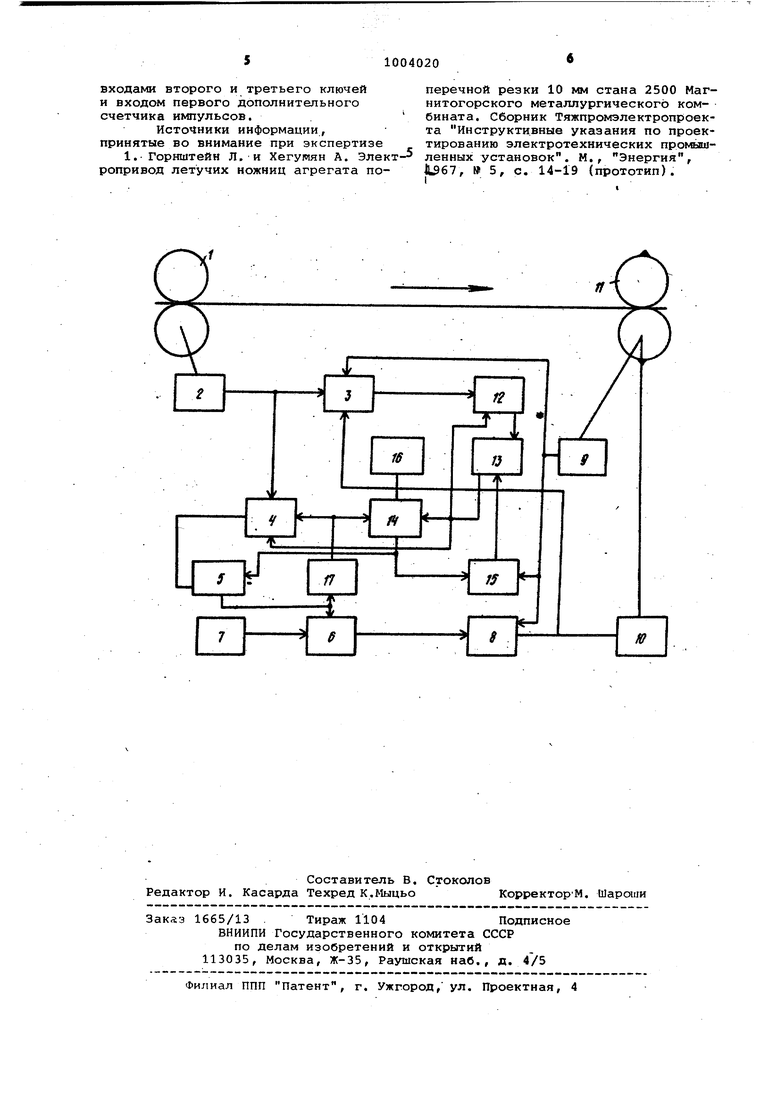
С измерителем 1 длины проката механически связан датчик 2 импульсов, вьдход которого соединенС информационными входами первого 3 и третьего 4 ключей. Выход третьего ключа 4 соединен с входом счетчика 5 импульсов измеряющего путь проката после реза. Разряды этого счетчика соединены с одним из входов блока 6 совпадения, другой вход которого соединен с задатчиком 7 длины.проката. Выход блока 6 совпадения соединен с включающим входом блока 8 памяти, отключающий вход которого соединен с датчиком 9 положения механизма, а выход блока 8 соединен со схемой 10 управления приводом механизма 11 реза летучих ножниц. Первый ключ 3 включающим входом соединен с выходом блока 8 памяти, а отключающим с датчиком 9. Первый дополнительный счетчик 2 импульсов, подсч 1тывающий число импульсов во время от запуска до реза, соединен своим входом с первым ключом 3, а разрядами - с дополнительным блоком 13 совпадения, выход которого объединен с включа ющим входом третьего ключа 4 и отклю чающим входом второго ключа 14, вторые входы которого соединены с разрядами второго дополнительного счетчика 15 импульсов. Вход этого счетчика 15 объединен с входом основного счетчика 5 и выходом второго ключа 14 вход которого соединен с генератором 16 импульсов. Включающий вход второго ключа 14 объединен с отключающим входом .третьего ключа 4. и выходом шифратора 17, вход которого соединен с разрядами основного счетчика 5 Устройство работает следующим образом. . После очередного реза импульсом реза устройство устанавливается в исходное состояние, и одновременно импульсы от датчика 2 импульсов поступают через открытый ключ 4 на вхо основного счетчика 5, в котором подсчитывается число импульсов, пропорциональное пути проката. В этом счетчике подсчитывается число импуль сов до числа заданного шифратором 17 Это число выбирается меньишм разности минимальной отрезаемой длины и пути проката, проходимого при максимальной скорости за время от запус ка до реза. При достижении в основ- ном 5 числа, равного уставке шифратора 17, одновременно отключается ключ 4 и включается ключ 14, подключающий вход счетчика 15 к генератору 16 импульсов. Частота генератора 16 подбирается максимальной для иойОлбЭУемой элементной базы уст ройства, чтобы заполнить счетчик за Минимальное время до числа, записанного в счетчик 12. Это число записывается в счетчике 12 во время от подачи команды на разгон до реза на предыдущем числе работы ножниц, б момент совпадения числа в счетчиках 12 и 15 в счетчик 5 добавится число импульсов, записанное в счетчике 12. Одновременно дополнительный блок 13 совпадения отключает ключ 14, включает ключ 4 и сбрасывает счетчик 12 в исходное-состояние. Далее в счетчике 5 продолжают подсчитываться импульсы с датчика 2 импульсов и в момент совпадения с числом задайным задатчиком 7 длины блоком б сов.падения выдается сигнал, и блок 8 тПамяти включается. Эта команда подается в схему 10 управления приводом, и летучие ножницы 11 разгоняются до скорости, равной скорости проката. Одновременно при разгоне счетчиком 12 подсчитываются импульсы от датчика 2 импульсов до момента реза. В момент реза по команде датчика 9 закрывается ключ 3, сбрасываются в исходное состояние счетчики 5, 15 и блок 8 памяти, одновременно подается команда всистему 10 управления приводом на остановку летучих ножниц 11 в исходном положении, и процесс повторяется. Эффективность использования предлагаемого устройства достигается заснет повышения точности реза при одновременном улучшении условий обслуживания ножниц. Формула изобретения Устройство для управления летучими ножницами, содержащее схему управления приводом, измеритель длины проката, связанный с датчиком импульсов, счетчик импульсов и задатчик длины проката, соединенные с блоком совпадения, а также блок памяти, соединенный своими входами с датчиком положения механизма реза и блоком совпадения, а выходом - со схемой управления приводом, отличающ е ее я тем, что, с целью повышения точности реза, оно снабжено ДВУМЯ дополнительными счетчиками импульсов , тремя ключами, дополнительным блоком совпадения, а также импульсным генератором и шифратором, при этом датчик импульсов соединен с входами первого и третьего ключей, последний соединен также..с входом второго ключа и шифратором, первый и второй дополнительные счетчики импульсов соединены с входом дополнительного блока совпадения, последний своим выходом соединен с входом второго ключа, на другой вход которого подключен выход импульсного генератора, причем выход счетчика соединен с входами шифратора и основного блока совпадения, а выход дополнительного блока совпадения соединен с
входами второго и третьего ключей и входом первого дополнительного счетчика импульсов.
Источники информации, принятые во внимание при экспертизе
1.- Горнштейн Л. и Хегумян А. Элект-ропривод летучих ножниц агрегата поперечной резки 10 мм стана 2500 Магнитогорского металлургического комбината. Сборник Тяжпромэлектропроекта Инструктивные указания по проектированию электротехнических промышленных установок . М., Энергия, JL967, № 5, с. 14-19 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи команды на пуск летучих ножниц | 1976 |
|
SU664767A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1989 |
|
SU1687383A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
