Изобретение относится к системам управления летучими ножницами прокатных стапов.
Маиболее близким к описываемому изобретению по 1ехнической сущности и достигаемому результату является устройст1во для управления летучими ножницами сортопрокатных и трубных станов, работающее в режиме запусков на каждый рез и обеспечивающее постоянный путь разгона ножниц, раввыи углу от исходного положения до реза, независимо от скорости проката IJ. У го устройство содержит два фотодатчика, установленных последовательно по направлению движения проката, тахогенератор и генератор импульсов, установленные на валу прокатной клети, квадратор и задатчик интенсивности, регулятор тока и скоросги электропривода и регулятор положения летучих ножниц, ключ, соединенный своими входами с фотодатчиками и генератором импульсов.
г1а сортопрокатных и труоных стаиах установка следящих роликов для измерения пути часто оказывается невозможной. При использовании же тахогенератора выдающей клети и задатчика интенсивности для задания пути, пройденного прокатом при разгоне до реза, такое устройство не исключает погрешностей в длине пореза, возникающих из-за колебаний величины катающего диаметра валков выдающей клети и опережепия металла при прокатке.
Целью изобретения является увеличение точности пореза летучими ножницами. Это достигается тем, что устройство для управления летучими ножницами дополнительно содержит схему совпадения, входы которой соединены с выходами соответственно генератора импульсов и второго по направлению движения фотодатчика, реверсивный счетчик, входы которого связаны с выходами соответственно ключа и схемы совпадения, циф роаналоговый преобразователь, вход которого соединен с выходом реверсивного счетчика, а выход - с регулятором положения летучих ножниц, ключ, входы которого связаны с тахогенератором и выходами схемы совпадения, а выход - с входом задатчика интенсивности.
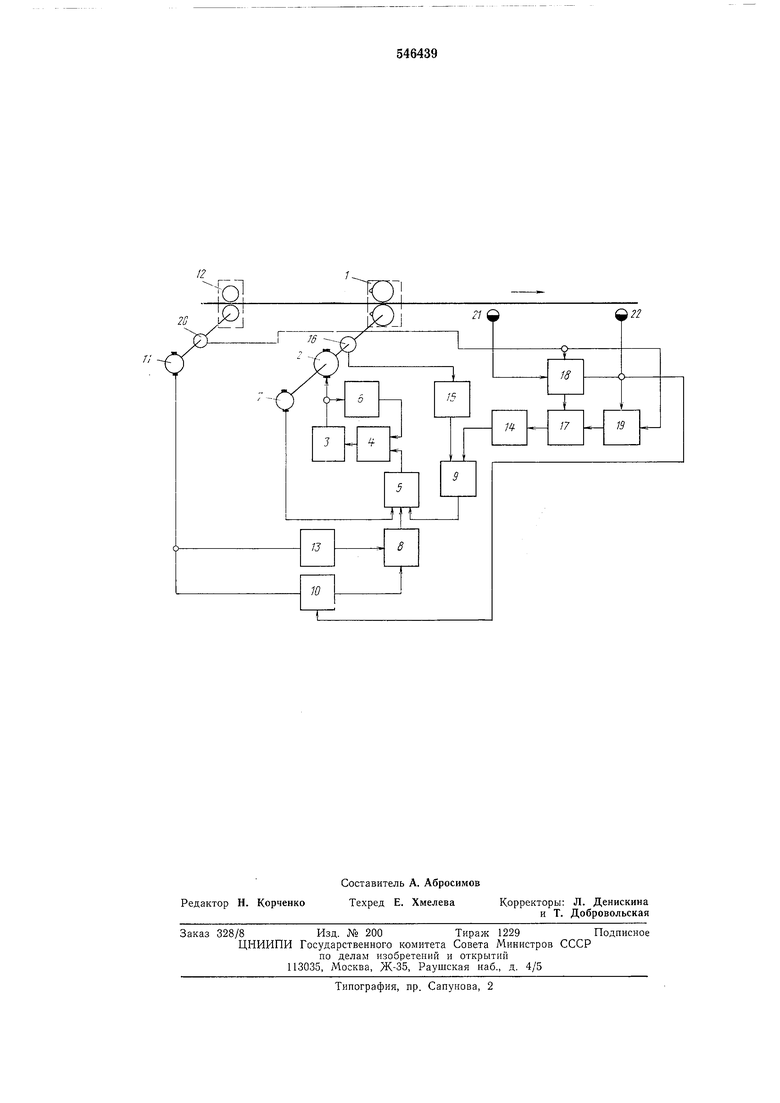
На чертеже показана блок-схема предлагаемого устройст1ва.
Летучие ножницы 1 приводятся в двилсение двигателем 2 постоянного тока, питание которого производится от преобразователя 3. Вход преобразователя соединен с выходом регулятора 4 тока,входы которого присоединены к выходам регулятора 5 скорости и датчика 6 тока. Входы регулятора скорости связаны с выходами датчика 7 скорости ножниц, задатчика 8 интенсивности и регулятора 9 положения
ножниц. Основной вход задатчика интенсивности через управляющий ключ 10 соединен с тахогенератором 11 выдающей клети 12, а его управляющий вход - с тем же тахогенератором, но через квадратор 13. Входы регулятора положения связаны с выходом цифроаналогового преобразователя 14 и через нелинейный блок 15, осуществляющий операцию извлечения квадратного корня,- с выходом датчика 16 положения ножниц, отсчитывающего путь, проходимый ножницами от исходного положения до реза. Цифроаналоговый преобразователь соединен с реверсивным счетчиком 17, на основной и реверсивный входы которого через ключ 18 и схему
19совпадения подаются импульсы от генератора 20 импульсов, установленного на валу выдающей клети 12. Отпирающий вход ключа 18 соединен с выходом фотодатчика 21, расположенного за ножницами по линии двяжения проката, а затирающий вход этого ключа - с фотодатчиком 22, расположенным за фотодатчиком 21 на определенном базовом расстоянии. Управляющий вход схемы 19 совпадения связан с фотодатчиком 22, подающим импульс на запуск ножниц, или с каким-либо другим аппаратом, осуществляющим эту операцию, например командным измерителем длины .проката.
Устройство работает следующим образом.
При прохождении передним концом проката линии установки фотодатчика 21 открывается ключ 18, и импульсы от генератора
20.поступают на реверсивный счетчик 17. В момент прохождения передним концом проката линии фотодатчика 22 ключ 18 закрывается. В реверсивном счетчике 17 в этот момент оказывается выраженное в имлульсах генератора 20 импульсов число, соответствующее заданному пути проката, а на выходе цифроаналогового преобразователя 14 - то же число в аналоговом виде. Через ключ 18 импульсы с генератора 20 импульсов поступают на вычитающий вход реверсивного счетчика 17, а через ключ 10 вход задатчика 8
интенсивности присоединяется к тахогенератору 11 клети. Начинается разгон ножниц.
В каждый момент времени на реверсивном счетчике 17 и цифроаналоговом преобразователе 14 будет число и напряжение, соответствующее пути, который еще должен пройти прокат до реза, чтобы была определена заданная длина, причем значение этих величин будет соответствовать пути, пройденному
прокатом только к моменту реза. В результате к моменту выхода ножей в положение реза прокат всегда .-пройдет путь, равный базовому расстоянию, независимо от величины катающего диаметра.
.,
Формула изобретения
Устройство для управления летучими ножницами сортопрокатных п трубных станов, содержащее два фотодатчика, установленных
последовательно по направлению движения проката, тахогенератор и генератор импульсов, установленные на валу прокатной клети, квадратор и задатчик интенсивности, регулятор тока и скорости электропривода и регулятар 1положения летучих ножниц, ключ, соединенный своими входами с фотодатчиками и генератором имнульсов, отличающееся тем, что, с целью повышения точности пореза, оно дополнительно содержит схему совпадения, входы которой соединены с выходами соответственно генератора импульсов и второго по направлению движения фотодатчика, реверсивный счетчик, входы которого соединены с выходами соответственно ключа и схемы
совпадения, цифроаналоговый преобразователь, вход которого соединен с выходом реверсивного счетчика, а выход - с регулятором положения летучих ножниц, ключ, входы которого соединены с тахогенератором и входами схемы совпадения, а выход - с входом задатчика интенсивности.
Источник информации, принятый во внимание при экспертизе:
1. Brown Boveri Mitteilungen N 7, Band 51
с. 430-437.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1299717A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство для управления летучими ножницами,работающими в режиме непрерывного вращения | 1983 |
|
SU1107970A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство для подачи команды на пуск летучих ножниц | 1976 |
|
SU664767A1 |