(54) МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| Пистолет для контактной сварки | 1978 |
|
SU806316A1 |
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Устройство для точечной сварки на стыковой машине круглых прутков в тестах их пересечения | 1945 |
|
SU68781A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2748185C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| Пистолет для контактной сварки | 1988 |
|
SU1563923A2 |
| Машина для контактной точечной сварки сеток | 1972 |
|
SU573120A3 |

1
Изобретение относится к машиностроению, в частности к производству сварочного оборудования, преимущественно стационарных и специализированных машин для контактной сварки.
Известна машина для контактной сварки, в которой передача тока от сварочного трансформатора к подвижной сварочной головке осуществляется токоподводяш,им шарнирным соединением, выполненным из отдельных пластий 1.
Недостатком известного устройства является значительная его длина, необходимая для обеспечения больших ходов сварочной головки, увеличивающая размеры вторичного контура сварочной машины.
Известна также машина для контактной сварки, содержащая неподвижную и подвижную сварочную головки с электродами, привод сжатия и устройство для подвода тока, выполненное в виде контактных элементов, размещенных в корпусе с приводом их поджима, включенным параллельно приводу сжатия. Размер вторичного контура машины с таким устройством сведен к минимальному 2.
Однако вследствие износа электродов или изменения толщины свариваемых деталей поджим промежуточных контактных элементов осуществляется к различным участкам токоприемных обойм, что приводит к неравномерному их износу, а это снижает надежность устройства.
Целью изобретения является повышение надежности работы устройства для подвода тока.
Поставленная цель достигается тем, что
10 Машина для контактной сварки, содержащая неподвижную и подвижную сварочные головки с электродами, привод сжатия и устройство для подвода тока, выполненное в виде контактных элементов, размещенных
15 в корпусе с приводом их поджима, включённым параллельно приводу сжатия, подвижная сварочная головка снабжена контактным ножом, контактные элементы выполнены в виде упругих тонкостенных пластин, 20 установленных с возможностью взаимодействия с ножом в корпусе привода из поджима, закрепленного на нег1одвижной сварочной головке, корпус привода поджима выполнен с проточками, образующими с упругими, пластинами замкнутую полость, заполненную подвижной несжимаемой средой.
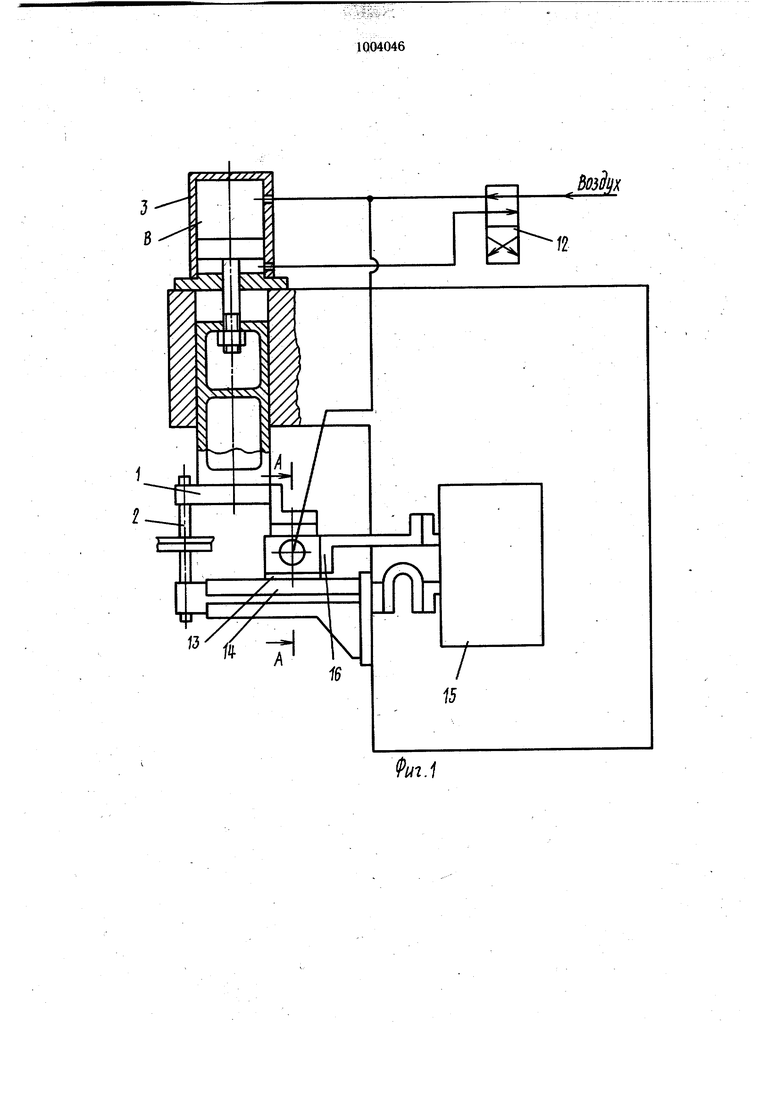
На фиг. 1 изображена машина для контактной сварки с устройством для подвода тока, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство для подвода тока содержит сварочную головку 1 с электродом 2 и силовым приводом перемещения сварочной головки 3,подключенным параллельно силовому приводу, привод поджима 4 контактных элементов, выполненных в виде ножа 5 и упругих тонкостенных пласти 6 и 7. В корпусе 8 привода поджима контактных элементов выполнены проточки, которые образуют с пластинами 6 и 7 полости 9 и 10, заполненные подвижной несжимаемой средой 11, например гидропластмассой или минеральным маслом. Силовым приводом и приводом поджима управляет золотник 12. Ropnyc привода поджима закреплен через изолятор 13 на консоли 14 и жестко соединен со вторичным витком сварочного трансформатора 15 соединительной шиной 16. Полость В силового привода и полость привода поджима контактных элементов соединены между собой.
Устройство для подвода тока работает следующим образом.
При подаче рабочей среды через золотник 12 в полость В силового привода 3 и в полость привода поджима 4 контактных элементов сварочная головка 1 с электродом 2 и ножом 5 опускается до касания электродом свариваемого изделия. Одновременно нож входит в корпус 8.привода поджима. После того, как прекращается движение сварочной головки и давление в полости привода поджима достигает необходимой величины, привод поджима начинает воздействовать на подвижную несжимаемую среду 11, которая в свою очередь растягивает в пределах упругой деформации тонкостенные пластины 6 и 7, заставляя их
плотно прижиматься к контактным поверхностям ножа 5. Через соединительную щину 16, корпус 8 привода поджима, упругие тонкостенные пластины 6 и 7 и нож 5 от трансформатора 15 пропускается сварочный ток к электроду подвижной сварочной головки.
Использование упругих тонкостенных пластин в устройстве для подвода тока исключает необходимость в промежуточных контактных элементах, обеспечивает надежный контакт при износе электродов или изменении толщины свариваемых деталей, что значительно повышает надежность устрой ства.
Формула изобретения
Машина для контактной сварки, содержащая неподвижную и подвижную сварочные головки с электродами, привод сжатия и устройство для подвода тока, выполненное в виде контактных элементов, размещенных в корпусе с приводом их поджима, включенным параллельно приводу сжатия, отличающаяся тем, что, с целью повыщения надежности работы устройства, подвижная сварочная головка снабжена контактным ножом, контактные элементы выполнены в виде упругих тонкостенных пластин, установленных с возможностью взаимодействия с ножом в корпусе привода их поджима, закрепленного на неподвижной сварочной головке, корпус привода поджима выполнен с проточками, образующими с упругими пластинами замкнутую полость, заполненную подвижной несжимаемое средой. Источники информации,
принятые во внимание при экспертизе
кл. В 23 К 11/30, 1972 (прототип).
