I
Изобретение относится к машиностроению, в частности дпя производства эпектродных узлов дпя контактной сварки.
Известен эпектрод для контактной точечной сварки, состоящий из корпуса, силового пуансона, электрода - токоведущего стержня и упругого элемента. В процессе сварки детали предварительно сдавливаются пуансоном, после чеголерез т жоведущий стержень - электрод пропускается электрический ток, в результате чего устраняются выплески во время сварки 1 .
Однако при рельефной сварке таким электродом, особенно, тонких листов происходит смятие рельефов до сварки и деформация поверхности верхних пластин прилегающих к месту сварки. & результате чего происходит шунтирование сварочного тока в местах соприкасания сдеформированных пластин, что ухудшает качество сварки.
Из«ос-п1а многоэлектродная головка Д(1Я rouo-iiiiii сварки, содержащая электроды, установленные в плите и расположенные в линию или по дуге на каждой стороне свариваемого изделия. При контактной сварке такими головками изделие помещается на наковальню, сжимается до и в момент сварки, а затем сваривается 2} .
Данное устройство не может обеспечить хорошее качество рельефной сварки многослойных листов, так как предложен10ная схема сварки предполагает сжатие изделий, до и в момент сварки. Это приводит к частичному смятию рельефов до сварки, к прогибу верхних пластин в местах не подлежащих сварке, и, как след 5ствие к шунтированию тока. Кроме того, , известное устройство характеризуется повышенной инерционностью, так как в процессе сжатия создается противодавление основному электроду, что может
20 привести к выплескам металла во время сварки.
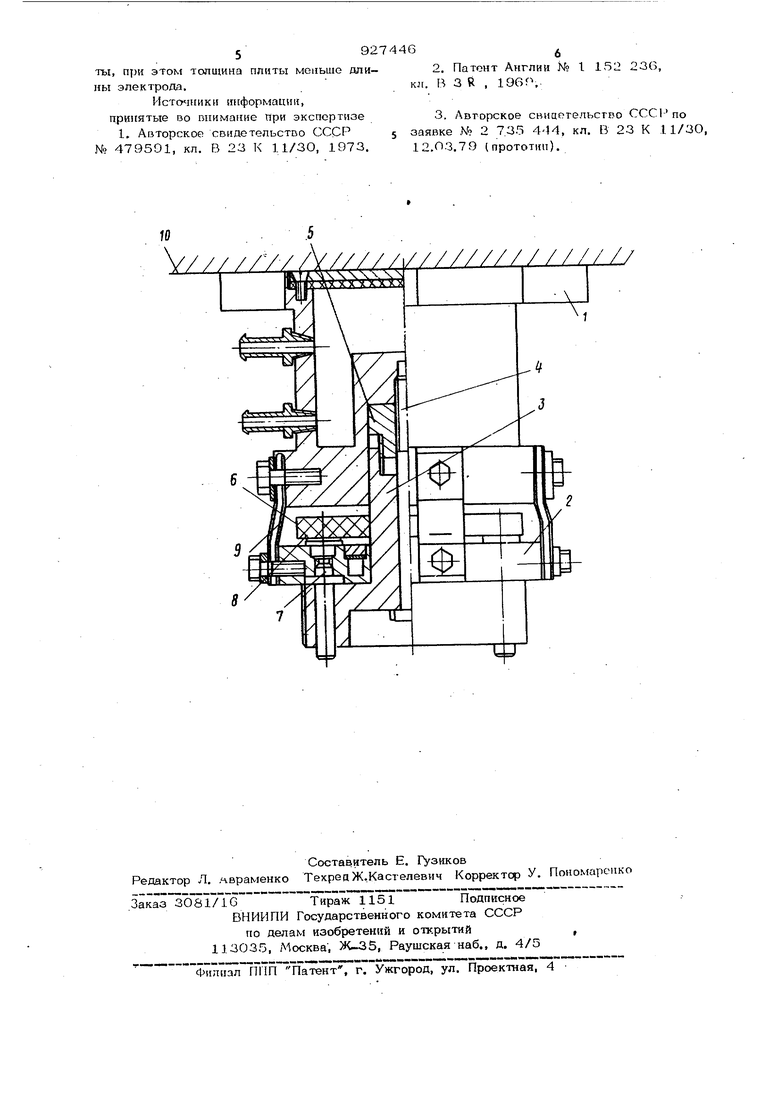
Известен также электродный узел для контактной сварки, содержащий устаноо39лонные на подвижной консоли сварочной машины электрододержатель с электродом обжимающую пли-о и упругий элемент з Известное устройство не позволяет . сваривать детали различной толщины, реализовать цикл сварки с предварительным обжатием околоточечной зоны, так как обжимающая ппита закреплена на консоли неподвижно и поэтому величина выступания рабочего торца электрода над плоскостью плиты не регулируетсЯ, что часто приводит к образованию выплесков, значительно ухудщающих качество сварных соединений. Целью изобретения является повышение качества сварного соединения. Указанная цель достигается тем, что электродный узел для конгактной сварки, содержащий установленные на подвижной консоли сварочной мащины элек.трододэр- жатель с электродом, обжимающую- пли- ту и упругий элемент, снабжен закреплен ным на консоли корпусом, на котором с возможностью регулировочного перемещения установлена плита, а электрододер жатель с электродом и упругий элемент размещены между ппитой и корпусом с зазором, величина которого определена положением плиты, при этом толщина плиты меньще длины электрода. . На чертеже показан электроД1вый узел продольный разрез. Электродный узел содержит корпус 1, выполненный из цветного металла, подвижный электрододержатель 2, силовую плиту 3, которая крепится к корпусу с помощью болта 4, регулировочный винт .5, с помощью, которого устанавливается величина выступания электродов из плиты 3, выступы 6, запрессованные в элек трододержатель, электроды 7, количество которых равно количеству мест сварки, упругий элемент 8, обеспечивающий утопание электродов 7 при сварке и проковке , медные гибкие шины 9, с помощью которых осуществляется токоподвод от корпуса 1 к электрододержателю 2. Электродный узел жестко крепится к подвижной плите 10 сварочной машины. Элек трододержатель 2 установлен подвижно в осевом направлении относительно сн- ловой плиты 3, Упругий элемент 8 расположен с осевым зазором между корпусом. 1 и электродрдержателем 2. Электродный узел работает следующим образом. Собранный на предшествующих операци ях пакет железньк листов устанавлива64ется на нижний плоский электрод свароч- ной машины, который обеспечивает фиксацию пластин относительЕШ друг друга и.относительно электродного узла. Включается привод сварочной машины. При . движении привода после, касания электроДами 7 пакета листов от приложенного УСИЛИЯ происходит перемещение электрододержателя 2 с электродом 7 вверх относительно силовой плиты 3 до упора упругим элементом 8 в корпус 1. При Дальнейшем ходе подвижной плиты 1О сварочной машины происходит сжатие упругого элемента 8 между корпусом 1 и выступами б, что обеспечивает необходимое сварочное давление на электродах. При этом происходит неполное утопание электродов 7 в отверстиях силовой плнты 3 на необходимую величину, обеспечивающую выступание электродов 7 в первоначальный момент сварки, что Позволяет сваривать листьг отдельными электродами для уменьшения теплоотбода от верхних пластий. Лослё достижения сварочного давления автоматически изменяется режим работы .привода .сварочной машины Для обеспечения проковки мест сварки повышёнцьгмдавлением. От приложенного повышедного давления происасодйт дополнительное сжатие ynpjnrorp элемента 8 и аойное утопание эпек1родов 7 в отве югиях силовой плиты, что предотвращаё:Т образование выплесков. Образрвавиюйся ппойкостью происходит опрессовка пакета в конце сварки н после сварки. При.возврате подвижной плиты 10 сварочной Машины в исходное положение электрододержатель 2 с электродами 7 опускается в исходное положение. Изобретение позволяет повысить качество сварного соединения за счет устранения образования выплесков.. . ормула изобретения Электродный узел для контактной сварки, содержащий установленные на подвижной консоли сварочной машины элек- трододержатель с электродом, обжимающую плиту и упругий элемент, о т л и чающийся тем, что, с целью попышения качества сварного соединения, узел снабжен закрепленным на консоли корпусом, на котором с возможностью регулировочного перемещения установлена плита, а .электрододержятель с электродом и упругий SJiGMeHT размещены между плитой и корпусом с зазором, величина которого определена положением плиты, при этом толщина плиты меньше длины электрода. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССРj № 479591, кл. В 23 К 11/ЗО, 1973. 2. Патент Англии № 1 152 236, кп. ГЛ 3 R , 196f 3. Авторское свнцетельство ССС1-по заявке N9 2 735 4-44, кл. В 23 К 11/30 12.О3.79 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки | 1981 |
|
SU1098716A1 |
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Пистолет для контактной точечной сварки | 2016 |
|
RU2638472C2 |
| Электродный узел машины для контактной сварки деталей таврового профиля | 1990 |
|
SU1808570A1 |
| Машина для контактной точечной сварки | 1988 |
|
SU1648670A1 |
| Переносные клещи для точечной сварки | 1989 |
|
SU1745107A3 |
| Машина для контактной точечной сварки | 1989 |
|
SU1738546A1 |
| Электродный узел для контактной точечной сварки | 1988 |
|
SU1637980A1 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
