1
Изобретение относится к станкостроению и может найти применение при механической обработке изделий на станках с непрерьшно вращающимся вокруг горизонтальной оси многогнезд- ным приспособлением для фиксации деталей при обработке.
Цель изобретения - повышение производительности и упрощение конструкции - обеспечивается возможностью, совмещения по времени операций загрузки - разгрузки станка и обработки деталей, а также возможностью установочного отклонения руки манипулятора при загрузке - разгрузке станка за счет взаимодействия захватов манипулятора с гнёздами приспособления станка. .
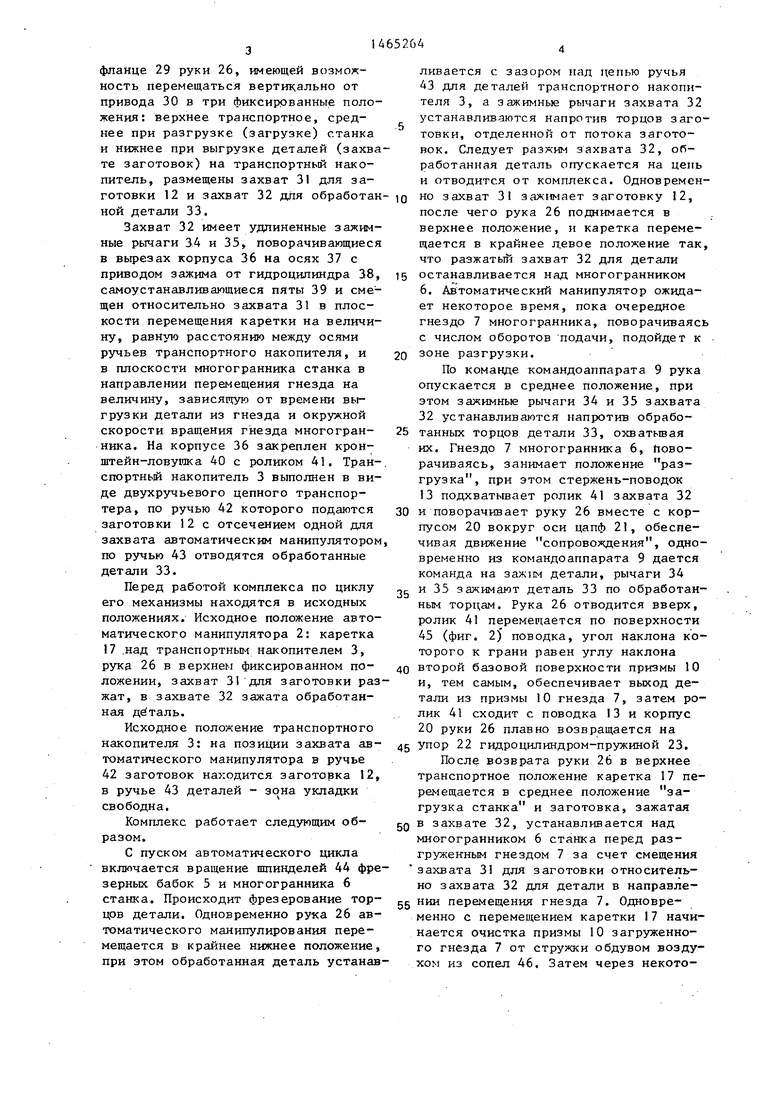
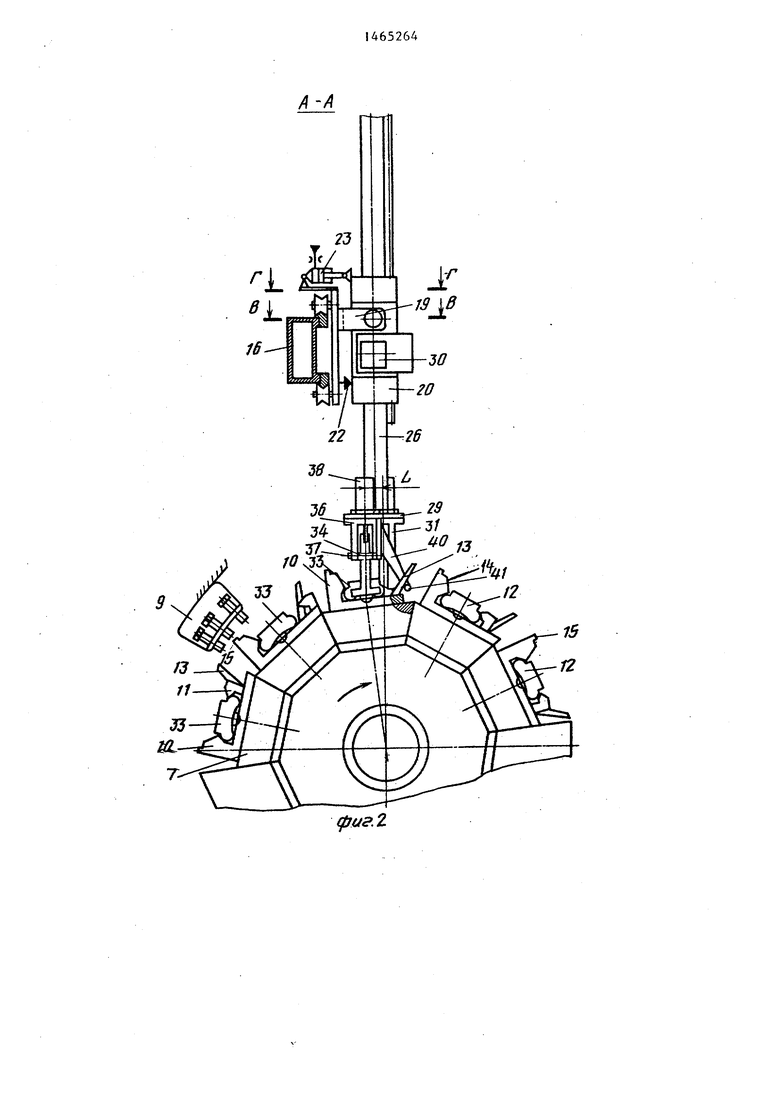
На фиг. I изображен комплекс, общий вид; на фиг. 2 - разрез А-А на- фиг. 1 (рука манипулятора и верхнее гнездо многогранника показаны в положении разгрузка); на фиг. 3 - вид по стрелке Б на фиг. 1 (манипулятор и верхнее гнездо многогранника станка показаны в положении загрузка); на фиг, 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2.
Роботизированньй комплекс состоит из барабанно-фрезериого станка 1 (фиг. 1), автоматического манипулятора 2, транспортного накопителя 3.
Барабанно-фрезерный станок 1 содержит станину 4, две фрезерные бабк 5, приспособление в виде поворотного
0
s
5
0
0
вокруг горизонтальной оси правипьно- го многогранника 6 с гнездами 7 и приводом 8, командоаппарат 9. Каждое гнездо расположено на одной грани и снабжено оппозитно размещенными друг против друга в плоскости многогранника 6 неподвижной IО и подвижной 11 уголковыми призмами для фиксации заготовки 12, стержень-поводок 13, причем неподвижная уголковая призма 10 имеет заходную направляющую фаску -14 и выступ 15, взаимодействующий с бесконтактными переключателями командо- аппарата 9, при этом одна из базовых поверхностей призм 10 и 11 параллельна плоскости грани многогранника и является-площадкой гнезда 7.
Автоматический манипулятор 2. (фиг. 1) содержит портал 16, каретку 17, имеюрдую возможность перемещаться по порталу от цепного привода 18 в три фиксированных положения: одно - над транспортным накопителем 3 и два - над станком 1. В кронштейне 19 каретки 17.установлен корпус 20, имеющий возможность ограниченного качания на цапфах 21 и поджимаемьй к упору 22 гидроцилиндром-пружиной 23. В корпусе 20 установлены ролики 24 и 25 направления руки 26, кулачок 27 управления конечным выключателем 28, явля- Ю1ЧИМСЯ электрической блокировкой, отключающей привод 8 вращения мно- гогранника 6 при превьш ении допустимого угла качания корпуса 20. На
фланце 29 руки 26, имеющей возможность перемещаться вертш ально от привода 30 в три фиксиррванные положения: верхнее транспортное, среднее при разгрузке (загрузке) станка и нижнее при выгрузке деталей (захвате заготовок) на транспортный накопитель, размещены захват 31 для заготовки 12 и захват 32 для обработан ной детали 33.
Захват 32 имеет удлиненные зажимные рычаги 34 и 35, поворачивающиеся в вьфезах корпуса 36 на осях 37 с приводом зажима от гидроцилиндра 38, самоустанавливающиеся пяты 39 и смещен относительно захвата 31 в плоскости перемещения каретки на величину, равную расстоянию между осями ручьев транспортного накопителя, и в плоскости многогранника станка в направлении перемещения гнезда на величину, зависящую от времени вьг- грузки детали из гнезда и окружной скорости вращения гнезда многогранника. На корпусе 36 закреплен кронштейн-ловушка 40 с роликом 41. Транспортньй накопитель 3 выполнен в виде двухручьевого цепного транспортера, по ручью 42 которого подаются заготовки 12 с отсечением одной для захвата автоматическим манипулятором по ручью 43 отводятся обработанные детали 33.
Перед работой комплекса по циклу его механизмы находятся в исходных положениях. Исходное положение автоматического манипулятора 2: каретка 17 .над транспортным накопителем 3, рука 26 в верхнем фиксированном по
ложении, захват 31 для заготовки раз- и, тем самым, обеспечивает выход дежат, в захвате 32 зажата обработанная деталь.
Исходное положение транспортного
тали из призмы 10 гнезда 7, затем ролик 41 сходит с поводка 13 и корпус 20 руки 26 плавно возвращается на
5
0
Q
ливается с зазором над цепью ручья 43 для деталей транспортного накопителя 3, а зажимные рычаги захвата 32 устанавливаются напротив торцов заготовки, отделенной от потока заготовок. Следует разжим захвата 32, обработанная деталь опускается на цепь и отводится от комплекса. Одновременно захват 31 зажимает заготовку 12, после чего рука 26 поднимается в верхнее положение, и каретка перемещается в крайнее л.евое положение так, что разжатый захват 32 для детали останавливается над многогранником 6. Автоматический манипулятор ожидает некоторое время, пока очередное гнездо 7 многогранника, поворачиваясь с числом оборотов подачи, подойдет к зоне разгрузки.
По команде командоаппарата 9 рука опускается в среднее положение, при этом зажимньге рычаги 34 и 35 захвата 32 устанавливаются напротив обрабо5 танных торцов детали 33, охватьшая их. Гнездо 7 многогранника 6, Лово- рачиваясь, занимает положение разгрузка, при этом стержень-поводок 13 подхватывает ролик 41 захвата 32
0 и поворачивает руку 26 вместе с корпусом 20 вокруг оси цапф 21, обеспечивая движение сопровождения, одновременно из командоаппарата 9 дается команда на зажим детали, рычаги 34
25 и 35 зажимают деталь 33 по обработанным торцам. Рука 26 отводится вверх, ролик 41 перемещается по поверхности 45 (фиг. 2) поводка, угол наклона которого к грани равен углу наклона
40 второй базовой поверхности призмы 10
тали из призмы 10 гнезда 7, затем ролик 41 сходит с поводка 13 и корпус 20 руки 26 плавно возвращается на

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автоматическая линия для механической обработки цилиндрических деталей | 1983 |
|
SU1135607A1 |
| Автоматическая линия | 1984 |
|
SU1187962A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
| Автоматическая линия механической обработки | 1983 |
|
SU1191260A1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Манипулятор для горизонтально-ковочных машин | 1981 |
|
SU1082540A1 |
| Автоматическая линия для обработки цилиндрических деталей типа ниппелей | 1986 |
|
SU1366362A1 |
Изобретение относится к области станкостроения и может быть использовано для автоматизации механической обработки изделий на станках с непрерывным циклом обработки типа барабанно-фрезарных, роторных с горизонтальной осып вршчения. Цель изобретения - повышение производительности и упрощение конструкции - обеспечивается возмо сностью совмещения по времени операций загрузки - разгрузки станка и обрабтки деталей, а также возможностью установочного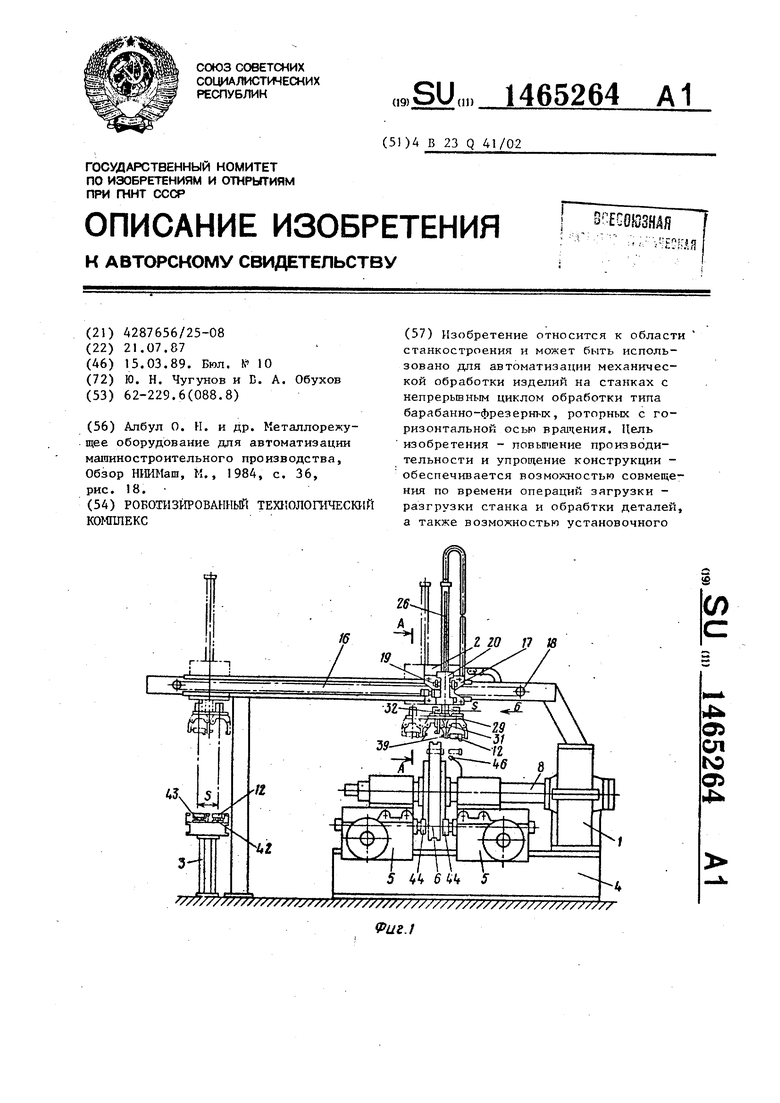
накопителя 3: на позиции захвата ав- 45 Упор 22 гидроцилиндром-пружиной 23.
томатического манипулятора в ручье 42 заготовок находится заготовка 12, в ручье 43 деталей - зона укладки свободна.
Комплекс работает следующим образом.
С пуском автоматического цикла включается вращение шпинделей 44 фрезерных бабок 5 и многогранника 6
станка. Происходит фрезерование тор- нии перемещения гнезда 7. Одноврецрв детали. Одновременно рука 26 ав-менно с перемещением каретки 17 начитоматического манипулирования пере-нается очистка призмы 10 загруженномещается в крайнее нижнее положение,го гнезда 7 от стружки обдувом воздупри этом обработанная деталь устанав-хом из сопел 46, Затем через некото-
После возврата руки 26 в верхнее транспортное положение каретка 17 перемещается в среднее положение загрузка станка и заготовка, зажатая 5Q в захвате 32, устанавливается над многогранником 6 станка перед раз- груженньм гнездом 7 за счет смещения захвата 31 для заготовки относительно захвата 32 для детали в направлерое время разгруженное гнездо входит в зону загрузки и по команде командо- аппарата 9 рука 26 опускается, Заго- .товка подается в верхнее гнездо, скользит по заходной направляющей фаске 14, при этом рука 26 отклоняется на оси цапф 21 каретки 17, чем обеспечивается движение сопровождения при загрузке. В конце хода руки |26 захват 31 разжимается и заготовка под собственным весом устанавливается на площадку гнезда 7. Рука |26 отводится вверх в транспортное Положение, после чего каретка 17 перемещается в крайнее правое положение над транспортным накопителем 3. При наличии заготовки 12 и свободной |зоны для детали в ручьях транспорт- ого накопителя 3 цикл работы ком- |плекса повторяется.
Формула изобретения
5
5 о
0
деталей, отличающийся тем, что, с целью повышения производительности и упрощения конструкции, приспособление для фиксации детали при обработке вьтолнено в виде правильного многогранника с гнездами для деталей, каждое из которых расположено на одной грани и снабжено оп- позитно размещенными одна против другой в плоскости многогранника уголковыми призмами, одна из которых выполнена подвижной, и одна из базовых поверхностей каждой призмы параллельна плоскости грани, причем со стороны подвижной призмы на грани закреплен стержень-поводок с углом наклона к грани,вьтолненным с возможностью обеспечения выхода детали при выгрузке из неподвижной призмы, при этом рука манипулятора установлена на каретке посредством оси, параллельной оси-поворота многогранника, а захват обработанной детали снабжен кронштейном-ловушкой, расположенные с возможностью взаимодействия со стержнем-поводком гнезда.
(риг.г
видб
20
.1
rff о V/
tfictp. Г-Г
26
| Албул О | |||
| Н | |||
| и др | |||
| Металлорежущее оборудование для автоматизации магаиностроительного про изводетва, Обзор НШМаш, М., 1984, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
