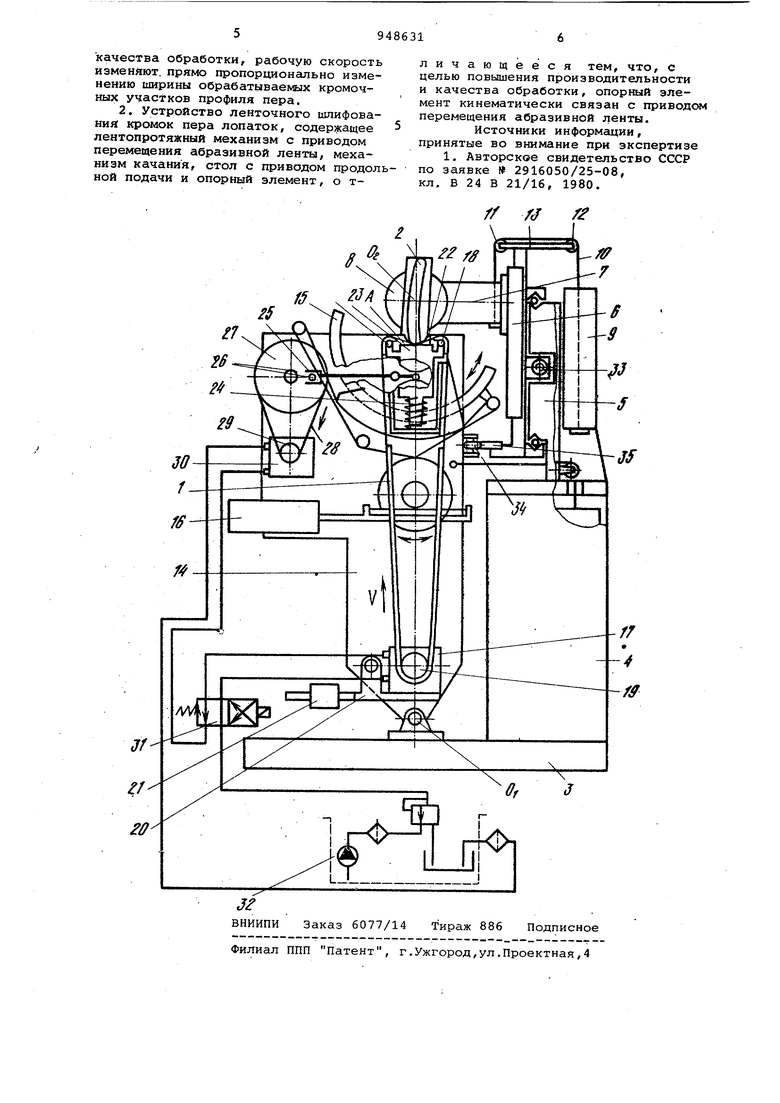
Изобретение относится к шлифованию деталей абразивными лентами, в частности к обработке входных и выходных кромок пера лопаток. ИзвеЬтно техническое решение, пред назначенное для обработки входных и- выходных кромок пера лопаток, содер жащее механизм качания, механизм продольной подачи, опорный элемент, контактирующий в процессе шлифования с обрабатываемой кромкой, и лентопротяжный механизм с .приводомвращения абразивной ленты 1. Недостатком известного устройства и способа является низкая производительность обработки кромочных участков, которая заключается в том, что обработка производится не при оптимал ной для каждой толщины.кромочного участка скорости резания. Цель изобретения - повышение прои водительности и качества обработки. Для этого по предлагаемому способу величину скорости резания абразивной ленты изменяют в зависимости от ширины кромочных участков профиля пера Рабочую скорость абразивной ленты изменяют прямо пропорционально изменению ширины обрабатываемых кромочных участков профиля пера. В устройстве опорный элемент кинематически связан с приводом перемещения абразивной ленты. На чертеже дана схема устройства для осуществления предлагаемого способа ленточного шлифования. В процессе обработки входны-х и выходных кромок пера свободную ветвь А абразивной ленты 1 поджимают к обрабатываемой кромке и качают относительно нее в поперечной плоскости обрабатываемого профиля, а лопатке 2 сообщают продольную подачу в направлении ее продольной оси. Отличительной особенностью предлагаемого способа ленточного шлифования является то, что величину скорости резания абразивной ленты 1 изменяют в зависимости от ширины кромочных участков профиля пера. Пример выполнения способа. Обрабатывается лопатка, имеющая длину пера 1000 мм, изготовленная из титанового сплава ВТЭ-1, диапазон радиусов скругления вдоль профиля пера 0,51,9 мм. Инструмент - свободная ветвь абразивной ленты, имеющая абразивное покрытие бЗС 20-25, длина свободной ветви 15-25 мм. Режимы обработки: частота двойных качаний, дв.кач./мин18 -удельное натяжение лен- . ты, даН/см2,5 -сила прижима кромки к свободной :абразивной ленты, даН 1,5-2 -скорость резания на минимальной толщине прикромочных участков, м/с3,8 -диапазон регулирования скоростей резания, м/с 3,8-1 Свободная ветвь А абразивной лен ты 1 и обрабатываемая кромка лопатки 2 в процессе шлифования взаимодей ствуют между собой. Устройство содержит основание 3, на котором закреплена стойка 4. На стойке 4 расположены направляющие 5 стола продольной подали 6, на котором с помощью кронштейна 7 установлен поворотный шпиндель 8 с лопаткой 2. Вес шпинделя 8 частично уравновешен грузом 9, закрепленным на тросе 10, который огибает ролики 11 и 12, установленные на планке 13, расположенной на стойке 4. На оси О шарнирно установлен кро штейн 14, на котором установлены механизм качания свободной ветви А абразивной ленты 1, лентопротяжный механизм с приводом вращения ленты и механизм ее натяжения и адаптивная система управления процессом образования на кромках, имеющих пе ременный радиус скругления. Механизм качания включает в себя круговые направляющие 15 и механизмы привода качания 16. Лентопротяжный механизм состоит из привода 17 вращения абразивной ленты 1, опорных роликов 18 и ведущего шкива 19, огибаемых движущейся абразивной лентой. Механизм натяжения ленты состоит из коромысла20, на одном плече которого расположен привод 17, а на другом - уравновешивакяций груз 21. Адаптивная система управления сос тоит из призмы 22, закрепленной на кронштейне 14, опорного элемента 23 который взаимодействует с упругим элементом 24. Опорный элемент 23 в процессе шлифования контактирует с обрабатываемой кромкой. Отличительной особенностью устрой ства является то, что опорный элемент 23 кинематически связан с приво дом 17 вращения абразивной ленты 1. Кинематическая связь осуществляет ся посредством взаимодействия рычага 25, контактирующего с опорным эл ментом 23, с пальцем 26, установлен ным на шкиве 27, который с помощью гибкой связи 28 соединен со шкивом расположенным на оси регулятора 30, выполненным в виде гидравлического дросселя. Регулятор 30 через распредели тель 31 гидравлически соединен с приводом 17, выполненным в виде гидромотора. Привод 17 приводится во вращение посредством гидростанции 32, а стол продольной подачи 6 - от привода 33. Кронштейн 14 с помощью контактного ролика 34 взаимодействует с копиром 35, закрепленным на столе продольной подачи 6. В процессе шлифования лопатку 2 поджимают к опорному элементу 23 и перемещают в направлении его продольной оси О, относительно которой его проворачивают в результате взаимодействия контактного ролика 34 с копиром 35. Профиль копира 35 определяет угол поворота лопатки 2 относительно оси О,. По мере продольного перемещения лопатки 2 опорный элемент 23, непрерывно контактирующий с обрабатываемой кромкой, изменяя свое положение относительно вершины призмы 22, в зависимости от толщины кромочных участков профиля пера, выдает сигнал на изменение скорости резания, т.е. на изменение скорости движения абразивной ленты 1. С увеличением величины радиуса скругления на обрабатываемой кромке пропорционально увеличивают скорость вращения абразивной ленты 1. Исходную минимальную скорость резания назначают для кромки пера, радиус скругления на которой минимален, причем эту скорость определяют экспериментально с учетом получения на ней радиуса с Нсшменьшей величиной погрешности его формы. Обработка кромок пера лопатки с предлагаемой адаптивной системой управления обладает по сравнению с прототипом преимуществами: повышается стабильность формы скругления на обрабатываемой кромке вдоль профиля пера, повышается точность геометрических размеров в направлении хорды пера; уменьшается продольная волнистость кромок пера повышается производительность процесса, повышается нгодежность (ресурс) всего изделия. Формула изобретения 1. Способ ленточного шлифования кромок пера лопаток, при котором свобод11ую ветвь абразивной ленты и лопатку качают в плоскости, перпендикулярной кромки, а абразивную ленту перемещают с рабочей скоростью, о тличающийся тем, что, с целью повышения производительности и
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| Способ обработки кромок пера лопаток абразивной лентой | 1980 |
|
SU876384A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Шлифовальный станок | 1980 |
|
SU889398A1 |
| Устройство для обработки пера лопаток | 1980 |
|
SU884978A1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
