Изобретение относится к автоматизированным системам управления, в частности для управления механизмом продольной подачи стола плоскошлифовального станка.
Цель изобретения - повьшение качества обработки деталей.
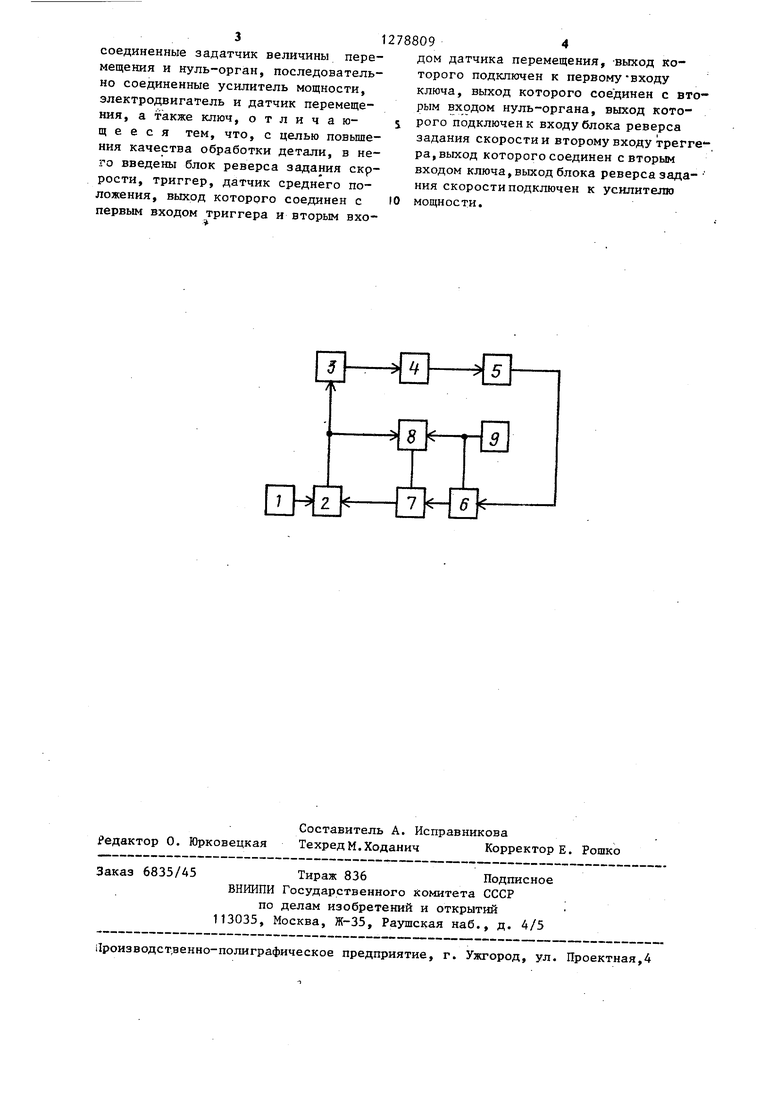
На чертеже приведена схема предлагаемого устройства.
Устройство содержит последовательно соединенные задатчик 1 величины перемещения, нуль-орган 2, блок 3 реверса задания скорости, усилитель 4 мощности, электродвигатель 5,датчик 6 перемещения, ключ 7, триггер 8 и датчик 9 среднего положения.
Устройство работает следующим образом.
Требуемое перемещение стола задается задатчиком 1 величины перемещения, который может быть выполнен в виде прогр аммного переключателя (перемещение задается в виде числа) или в виде потенциометра (перемещение задается в виде аналогового сигнала) , Сигнал, пропорциональный заданному перемещению стола, поступает на первый вход нуль-органа 2.
При поступлении сигнала с блока 3 реверса задания скорости,который может быть выполнен в виде потенциометра задания скорости, источника задающего напрял ения и реле, переклю , чающего полярность задающего напря- жения, на усилитель 4 мощности, формирующий напряжение на зажимах электродвигателя 5, последний разгоняется до скоростиS заданной блоком 3 .реверса задания скорости. Вследствие этого стол станка с закрепленной на нем деталью начинает двигаться от точки загрузки в сторону шлифовального круга (не показан ) и к моменту подхода к последнему движется с установившейся скоростью, так как путь разгона стола до зтой скорости всегда меньше пути от места загрузки детали до шлифовального круга. Датчик 9 среднего положения, который может быть выполнен в виде фотодатчик закрепленного по оси шлифовального круга, или бесконтактного конечного выключателя и пластины, устанавливаемой по центру обрабатываемой детали, вьщает сигнал после 1плифова- ния половины детали, т«е. после того, как пластина войдет в фотодатчик или бесконтактный конечный вы
5
0
5
0
5
0
5
50
55
ключатель. Этот сигнал поступает на первый вход триггера 8 и перебрасывает последний в единичное состояние. Одновременно зтот же сигнал поступает на второй вход датчика 6 перемещения и обнуляет последний. Датчик 6 перемещения может состоять из последовательно соединенных дат- чика импульсов и счетчика или, как датчик скорости, может быть выполнен в виде тахогенератора, напряжение с которого поступает на вход интегратора, на выходе которого присутствует сигнал, пропорциональный перемещению. Сигнал с триггера 8 поступает на второй вход ключа 7 и открывает последний. В результате сигнал с выхода датчика 6 перемещения проходит через ключ: 7 на второй вход нуль-органа 2. Когда произойдет сравнение заданного перемещения и отработанного на выходе нуль-органа 2, формируется сигнал, который поступает на второй вход триггера 8, последний переключается, что приводит к закрыванию ключа 7.
Одновременно этот же сигнал с выхода нуль-органа 2 поступает на вход блока 3 реверса задания скорости. Напряжение задания изменяется на противоположное, привод реверсируется, что приводит к движению стола в противоположную сторону. Далее устройство работает аналогично.
Таким образом, устройство позволяет шлифовать деталь заданных размеров с установившейся скоростью, т.е. реверс стола происходит тогда, когда деталь находится вне шлифовального круга, что улучшает качество обработки детали. Так как в момент реверса стола шлифования нет, то пути, проходимые столом при разгоне и торможении, примерно равны, что позво-пяет задавать требуемое перемещение стола, равное размерам детали без учета скорости шлифования. Введение датчика среднего положения позволяет иск:г ючить смещение стола с закрепленной на нем деталью относительно шлифовального круга, т.е. избежать недош;1ифовки детали с одного или другого ее конца.
Формула изобретения
Устройство для управления перемещением стола плоскошлифовального ста.нка, содержащее последовательно
соединенные задатчик величины перемещения и нуль-орган, последовательно соединенные усилитель мощности, электродвигатель и датчик перемещения, а также ключ, отличающееся тем, что, с целью повьше- ния качества обработки детали, в него введены блок реверса задания скр- рости, триггер, датчик среднего положения, выход которого соединен с первым входом триггера и вторым вхоредактор О. Юрковецкая
Составитель А. Исправникова
Техред М.Ходанич Корректор Е. Рошко
6835/45
Тираж 836Подписное
ВНИИПИ Государственного Комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
11роизводст,венно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
2788094
дом датчика перемещения, -выход которого подключен к первому входу ключа, выход которого соединен с вторым входом нуль-органа, выход кото- J рого подключен к входу блока реверса задания скорости и второму входу трегге ра, выход которого соединен с вторым входом ключа, выход блока реверса зада- ния скорости подключен к усилителю 10 мощности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления приводом подачи стола плоскошлифовального станка | 1986 |
|
SU1348771A1 |
| Система адаптивного управления шлифовальным станком | 1983 |
|
SU1156000A1 |
| Устройство для автоматического контроля формы детали | 1985 |
|
SU1255410A1 |
| Устройство для управления шлифовальным станком | 1984 |
|
SU1223207A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Устройство для ограничения перемещений шлифовального круга | 1978 |
|
SU747706A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| Способ адаптивного управления плоскошлифовальным станком | 1982 |
|
SU1060445A1 |
| Устройство для автоматического управления шлифовальным станком | 1980 |
|
SU1059545A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
Изобретение относится к автоматизированным системам управления,в частности к системам для управления механизмом продольной подачи стола ппоскошлифовального станка. Целью изобретения является повышение- качества обработки деталей. Устройство содержит задатчик величины перемещения, нуль-орган, блок реверса задания скорости, усилитель мощности, электродвигатель, датчик перемещения, ключ, триггер и датчик среднего положения. Для повышения качества обработки деталей за счет получения заданного перемещения с установившейся скоростью и исключения смещения стола с закрепленной на нем деталью в ту или иную сторону относительно шлифовального круга сигнал с блока реверса задания скорости поступает на двигатель, который разгоняется до заданной скорости так, что стол с деталью в момент подхода к шлифовальному кругу движется с установившейся скоростью. После шлифования половины детали датчик среднего положения выдает сигнал, который сравнивается в нуль-органе с заданным и при совпадении реверсирует выходное напряжение блока реверса задания скорости, что приводит к изменению направления движения стола тогда, когда он находится вне шлифовального круга. 1 ил. i (f С
| Башарин А.В., Новиков В.А., Соколовский Г.Г | |||
| Управление электроприводами | |||
| - Л.: Энергоиздат, 1982, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| рис | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для программного управления | 1975 |
|
SU703780A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Позиционный привод с цифровым управлением | 1976 |
|
SU624205A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
