Изобретение касается станкостроения.
Известны систелш управления станкалш, содержащие/л датчик лющности привода вращения инструмента, сигналы которого сравниваются в блоке сравнения с заданной величиной. Однако при использовании их в хонинговальннх станках наблюдается низкая производительность и быстрое затупление инструмента.
Предлагаешя систвьш отличается тем, что она снабжена триггером и реле времени, управляемым триггепог., причем входы реле времени соединены с выходаьл блока сравнения, триггера и датчика мощности, выход реле нремени через усилитель связан с o6;v;oTKOi) управления двигатоля разжима, а вход триггера - с выходом блока сравнения.
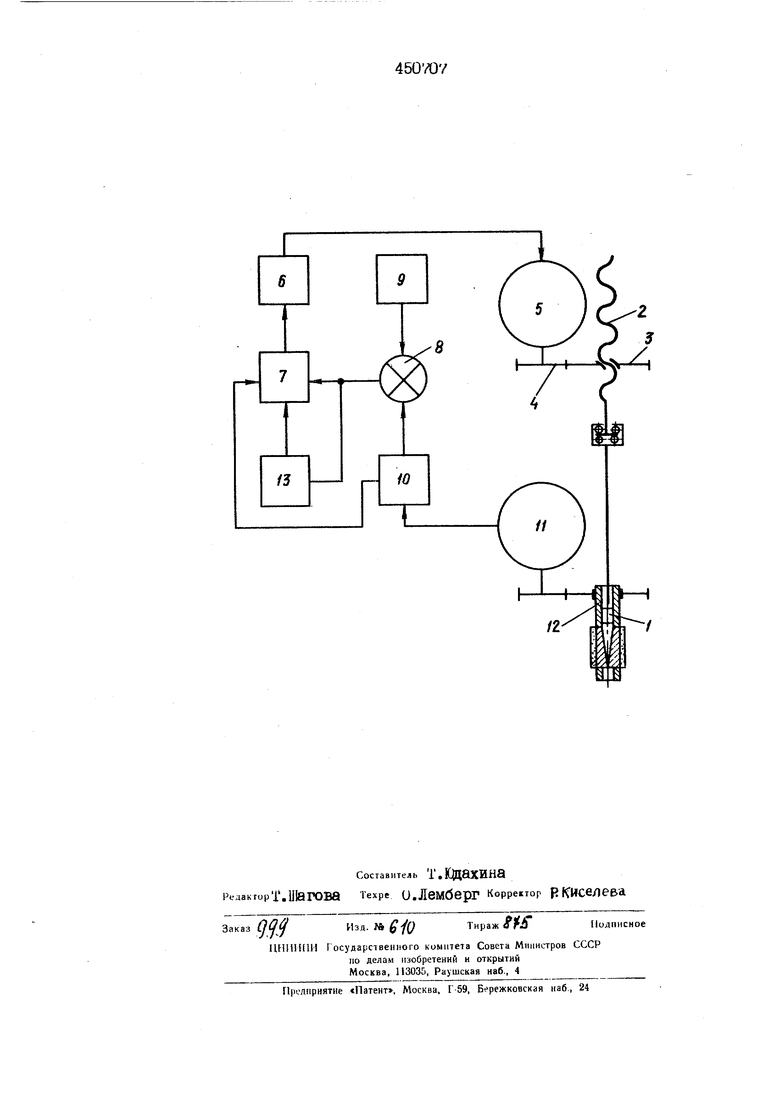
На чертеже дана блок-схегш предлагаемой системы.
Игла разжима i брусков связана винтовой парой 2 качения и зубчатыМИ колесалш S|i 34 с электродвИЬателем 5, управляк}Щ9 | обмотка которого соединена с выходом: усилителя 6.- Вход усилителя 6 через реле 7 времени соединен с выходом сравнивающего устройства 8, вход которого соединен с выходами задатчгка 9 мощности и датчика lO активной мощности, включенного в цепь питания электродвигателя i-T привода вращения инструмента 12. Выход датчика 10 мощности соединен также с реле 7 времени. Выход сравнивающего устройства В соединен с входом триггера 13, выход которого подключен к реле 7 времени.
После начала цикла обработки детали на вход сравнивающего устрой ства 8 от задатчика 9 мощности подается напряжение задания, определяющего величину мощности резания, и напряжение с выхода датчика 10 мощности, соответствующее мощности холостого хода привода вращения инструмента 12. Реле 7 времени подкдючает выход ераййиващего устройства 8 к входу усилителя 6. Разность напряжении, поступающих на сравнивающее устройство 8, усилителем 6 подается на управляющую обмотку электродвигателя 5. Этим обеспечивается номинальное число .оборо-ров электродвигателя 5 и ускоренное пеоемещение иглы разжима до касания 6pycRatm инструмента 12 обрабатываемой детали. При касании бросками поверхности обрабатываемой детали разность напряжений снижается, и скорость перемещения иглы разжима уменьшается до величины, on ределяемой скоростью съема, зависящей от заданной мощности резания .режущих свойств брусков инструмента Напряжение на выходе сравниващего yS poflcSS 8 о;1й5шт5ГйвшГ5аНшению срабатывания триггера 13, Начинается отсчет времени рале 7, в течение которого происходит процесс обработки с поддержанием заданной мощности резания. После окончания выдержки времени реле 7 переключает вход усйтштеля 6 с выхода сравнивающего устройства Б на выход датчика 10 мощности. Это обеспечивает реверсирование электродвигателя 5, и соответственно, сжим брусков инструмента dig. Сжим производится до тех пор, пока мощность резания не уменьшается до вели-1ины, близкой к величине мощности холостого хода привода вращения инструмента 12, Напряжение на выходе сравнивающего устройства 8 становится равным напряжению срабатывания триггера 13 Триггер 13 и реле 7 времени возвращаются в исходное состояние, Релз времени отключает вход усилителя 6 от выхода датчика -10 мощности и вновь подключает к входу усилителя 6 выход сравнивающего устройства 8. С жиминструмента прекращется. На управляющую обмотку электродвигателя 5 через усилитель 6 с выхода сравнивающего устройства 8 вновь поступает разность задатчика 9 мощности и датчика 10 мощности. Происходит разжим брусков инструмента, обеспечивающий процесс обработки с поддержадием заданной мощности резания. Когда напряжение на выходе сравнивающего устройства 8 становится равным напряжению срабатывания триггера 13, начинается отачет времени реле 7, Такой цикл периодического процесса резания повторяется до достижения заданного размера обрас5атываемого отверстия. Для обеспечения необходимого закона циклического изменения мощ«2S™ ,S S°™°S регулирования выдержки времени реле 7 и уравнений напряжения, при которых происходит переключение триггеоа 13. IPEJUffiT ИЗОБРЕТШШ Система управления станком, например хонинговальным, содержащим двигатель привода разжима брусков и двигатель привода вращения инструмента, снабженная датчиком мощности двигателя привода вращения, сигнал которого сравнивается в блоке сравнения с заданной величиной, отличающаяся тем, что, с целью повышения произ- j водительности обработки и долговечности инструмента, она снабжена триггером и реле времени, причем входы релз времени соэдинены с выходами блока сравнения, триггера и датчика мощности, выход реле времени через усилитель связан с обмоткой управления двигателя разжима, а вход триггера - с выходом блока сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима инструмента хонинговального или доводочного станка | 1980 |
|
SU946893A2 |
| Устройство для разжима инструмента хонинговального или доводочного станка | 1982 |
|
SU1002138A2 |
| Устройство для разжима инструмента хонинговального или доводочного станка | 1981 |
|
SU1004081A2 |
| Устройство для разжима инструмента хонинговального или доводочного станка | 1977 |
|
SU634916A1 |
| Система управления процессом резания | 1982 |
|
SU1084734A1 |
| Система управления станков дляАбРАзиВНОй ОбРАбОТКи | 1979 |
|
SU831589A1 |
| Устройство для управления приводом разжима инструмента хонинговального станка | 1983 |
|
SU1117198A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СКОРОСТЬЮ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ | 1973 |
|
SU404577A1 |
| Устройство для разжима брусков хонинговальной головки | 1981 |
|
SU1013235A1 |
| Устройство адаптивного управления металлорежущим станком | 1984 |
|
SU1205130A1 |