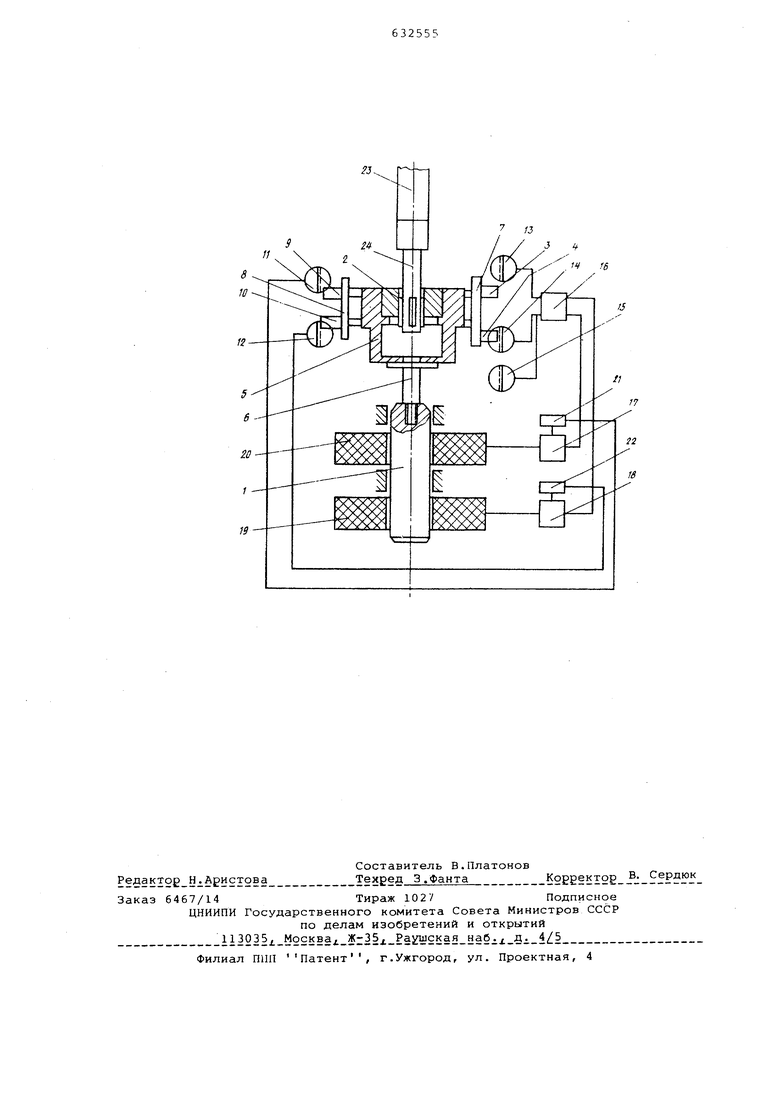
Изобретение относится к механической обработке отверстий и предназ начено для использования на хонинговальных и доводочных станках. Известно устройство для перемещения инструмента (детали) хонинговально -доводочного станка, содержащее электромагнитный линейный двигатель, якорь которого соединен с инструментом (деталью) и флажками, взаимодействующими с бесконтактными датчиками положения, связанньвми с силовыми катушками двигателя l. , Недостатком такого устройства является то, что при обработке скрознь отверстий выход брусков из детали в верхнем и нижнем положениях хона вызывает уменьшение площади соприкосновения брусков и детали примерно на 1/3, уменьшение величины выхо да инструмента из детали при обра ботке с постоянной скоростью возвра но-поступательного перемещения прив дит к снижению точности обработки. Следовательно, в крайних положениях хона из-за уменьшения площади соприкосновения происходит значительное повышение давления в паре брусокдеталь, приводящее при обработке тонкостенных деталей к их деформации, а следовательно, к снижению точности обработки. Кроме того,при обработке глухих отверстий не обеспечивается точности формы последних из-за того, что вьоход инструмента из детали ограничен шириной канавки, не обеспечиВспмцей достаточного выхода инструмента из детали. Цель изобретения - повышение точности обработки путем обеспечения необходимого закона изменения скорости перемещения. Для этого устройство снабжено связанными с якорем дополнительными флажками и бесконтактными датчиками положения, причем каждый дополнительный датчик связан с цепью источника питания соответствующей силовой катушки двигателя. На чертеже схематически изображено предлагаемое устройство. Устройство для перемещения инструмента (детали) хонинговально-доводочного станка содержит линейный двигатель, якорь 1 которого соединен с деталью 2 и флажками 3 и 4. Деталь 2 установлена в приспособлении 5, которое соединено со штоком 6 и через него с якорем 1 линейного .двигателЯо С приспособлением 5 связаны планка 7 с закрепленными на ней флг1жками 3 и 4 и планка 8 с дополнительными флажками 9 и 10.
Устрюйство имеет бесконтактные датчики 11-15, выходы которых соедииены с входом триггера 16, а последний через усилители 17 и 18 соединен с силовыми катушками 19 и 20 линейного двигателя. Бесконтактные датчики 11 и 12 соединены с источниками питания 21 и 22 соответствующих усилителей 17 и 18.
Устройство работает следующим образом.
В исходном положении флажок 4 находится в пазу бесконтактного дат чика 15 Последний устанавливает триггер 16 в положение , при котором через усилитель 17 подается напряжение на силовую катушку 20 линейного двигателя. Якорь 1 перемещается вверх, вместе с ним перемещаются шток 6, приспособление 5, деталь 2 с флажками 3 и 4 и планка 8 с дополнительными флажками 9 и 10.
При попадании флажка 3 в паз бесконтактного датчика 13 подается команда на приводы вращения (на чертеже не показаны) шпинделя 23 и разжима инструмента 24.
Бесконтактные датчики 11 и 12 подготавливаются к работе, триггер 16 устанавливается в положение, при котором отключается силовая катушка 20 и включается силовая катушка 19 линейного двигателя. После этого якорь 1 и деталь 2 перемещаются вни$
При попадании дополнительного флажка 10 в паз бесконтактного датчика 12, связанного с источником питания 22 усилителя 18 силовой катушки 19, скорость движения якоря 1 приспособления 5 и детали 2 изменяется. .
При попадании флажка 4 в паз бесконтактного датчика 14 триггер 16
производит переключение силовых катушек 19 и 20. Начинаетсп движение вверх. При попадании дополнительного флажка 9 в паз бесконтактного датчика 11, связанного с источником питания 21 усилителя 17 силовой катушки 20, происходит изменение величины скорости перемещения якоря 1
По достижении размера отверстия обрабатываемой детали происходит сжим инструмента 24, вращение его прекращается. Триггер 16 устанавливается в положение, при котором включена силовая катушка 19 и отключены бесконтактные датчики 12 и 14.
Якорь 1 и деталь 2 перемещаются вниз в исходное положение. Флажок 4 попадает в паз бесконтактного датчика 15, который отключает силовую катушку 19 от усилителя 18.
Формула изобретения Устройство для перемещения инструмента (детали) хонинговальнодоводочного станка, содержащее электромагнитный линейный двигатель якорь которого соединен с инструментом (деталью) и флажками, взаимодействующими с бесконтактными датчими положения, связанными с силовыми катушками двигателя, отличающееся тем, что, с целью повышения точности обработки путем обеспечения необходимого закона изменения скорости перемещения, устройство снабжено связанными с якорем дополнительными флажками и бесконтактными датчиками положения, причем каждый дополнительный датчик связан с цепью источника питания соответствукщей силовой катушки двигателя.
Источники информации, принятые во внимание при экспертизе:
1. Куликов С.И. Хонингование. Справочное пособие. Машиностроение, 197.3,стр. 74-80.
19
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима инструмента хонинговального или доводочного станка | 1982 |
|
SU1002138A2 |
| Устройство для разжима инструмента хонинговального или доводочного станка | 1981 |
|
SU1004081A2 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2424102C2 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| ЗУБОХОНИН ПОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU268870A1 |
| Однопроходный хон | 1980 |
|
SU901034A1 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| Устройство для автоматического управления циклом ступенчатого резания стержневым инструментом | 1980 |
|
SU965625A2 |