Изобретение относится к станкостроению и может быть использовано в притирочных и хонинговальных станках.
Известно устройство для регулировки разжима брусков хона, содержащее механизм разжима инструмента и датчики касания и достижения размера 1.
В этом устройстве на точность обработки оказывает влияние припуск на обработку.
Разброс размера после обработки при использовании данного устройства будет боЛьше разброса размера до обработки на величину погрешности, сймой обработки. Для уменьшения разброса размера необходима компенсация износа инструмента при обработке.
Известно также устройство для управления разжимом притира, содержащее механизм разжима инструмента, датчики касания и достижения размера, реле датчика касания,, реле датчика достижения размера и узел для компенсации износа инструмента. Узел для компенсации износа инструмента выполнен в виде упора, взаимодействуюшего с датчиками, расположенными на подвижной плите, вращаемой со скоростью, пропорциональной износу инструмента.
Скорость поворота плиты обеспечивается равной скорости износа притира в процессе обработки посредством регулируемого электродвигателя. К моменту окончания обработки подвижная плита поворачивается на угол, пропорциональный величине износа инструмента, компенсируя износ инструмента 2.
Однако наличие упора, подвижной плиты и регулируемого электропривода поворота плиты усложняет конструкцию узла компенсации износа и устройства в целом.
Целью изобретения является упрощение конструкции устройства для управления разжимом притира.
Цель достигается тем, что в устройстве для управления разжимом притира (хона), содержащем механизм разжима инструмента с приводом, датчики касания и достижения размера, реле датчиков касания и достижения размера и узел компенсации износа инструмента, узел для компенсации износа инструмента выполнен в виде интегратора с регулируемой продолжительностью времени разряда и нуль-органа, в зарядную цепь интегратора последовательно включены замыкающий контакт реле датчика касания и размыкающий контакт реле достижения размера, а разрядная цепь интегратора через замыкающий. контакт реле датчика достижения размера и нульорган связана с приводом механизма разжима.
Введенный в устройство интегратор, выполненный с регулируемой продолжительностью времени разряда, обеспечивает возможность изменения времени компенсации
в зависимости от отношения величины износа притира к величине съема, соответствующего этому износу. Возможность регулировки времени разряда интегратора позволяет 5 корректировать изменение отнощения величины износа притира к величине съема припуска.
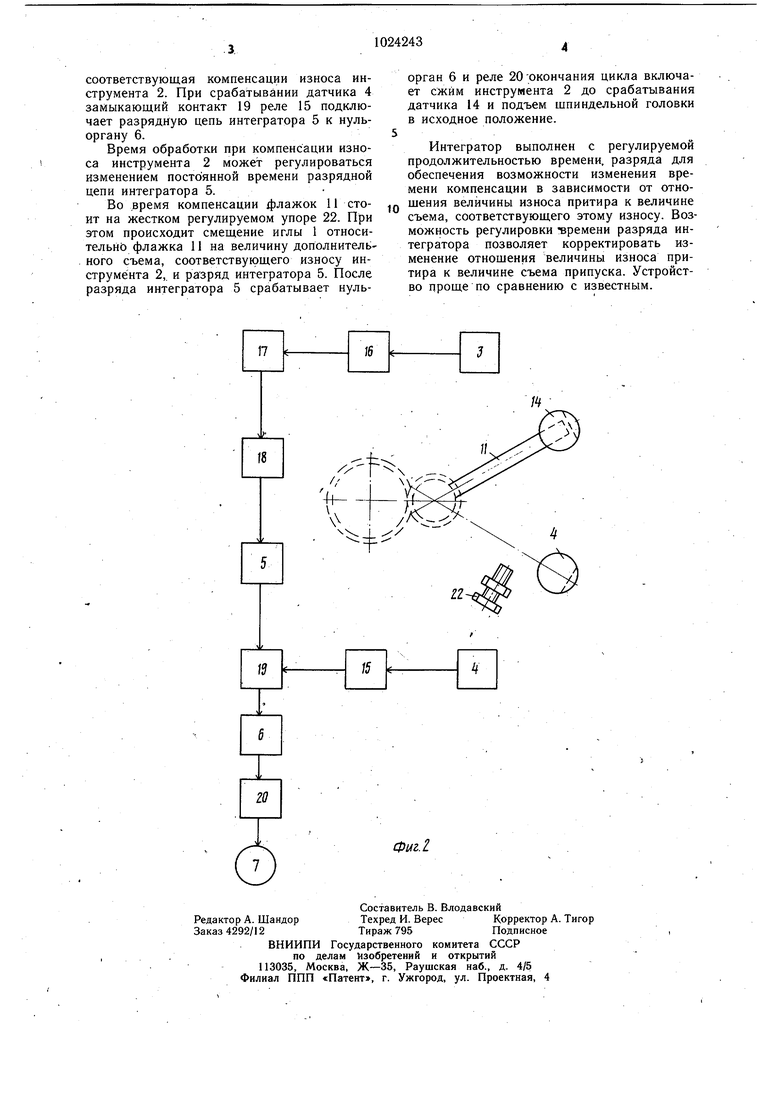
На фиг. 1 изображена схема устройства разжима притира; на фиг. 2 - блок-схема
О устройства управления. . .
Устройство содержит механизм разжима инструмента, включающий иглу 1 разжима, разжимающую инструмент 2, датчик 3 касания, датчик 4 достижения размера и узел для компенсации износа инструмента. Узел
5 для компенсации износа выполнен в виде интегратора 5 с регулируемой продолжительностью времени разряда и нуль-органа, 6. Игла 1 соединена с приводом 7 механизма разжима через винтовую передачу 8 и щестерни 9 и 10, а с командным флажком
0 И через фрикционную передачу 12 и шестерню 13 с возможностью периодического . взаимодействия флажка 11 с датчиком 14 сжима инструмента 2 и датчиком 4 достижения размера. На выходе датчика 4 ус5 тановлено реле 15, а на выходе датчика 3 -
реле 16. Замыкающий контакт 17 реле 16
датчика 3 и размыкающий контакт 18 реле
, 15 датчика 4 последовательно включены
в зарядную цепь интегратора 5.
В разрядной цепи интегратора 5 установлен замыкающий контакт 19 реле 15, соединяющий интегратор 5 с нуль-органом 6. Выход нуль-органа 6 через реле 20 окончания цикла соединен с входом привода 7 механизма разжима инструмента 2.
Устройство работает следующим обра5 зом.
После подачи команды «Цикл шпиндельная головка (не показана) опускается вниз и инструмент 2 вводится в деталь 21. После ввода инструмента 2 , начинается его возвратно-поступательное перемещение, а за тем вращение (привод вращения не показан) и разжим от привода 7 через шестерни 9, 10 и винтовую передачу 8. Одновременно с перемещением иглы 1 через щестерню 13 и фрикционную передачу 12 начинается
г поворот флажка П.
В момент касания инструментом 2 по. верхности обрабатываемой детали 21 начинается съем припуска и включается реле 16 датчика 3. Через замыкающий кон. такт 17 реле 16 и размыкающий контакт 18
0 реле 15 происходит заряд интегратора 5. В момент входа флажка 11 в прорезь датчика 4 размыкающий контакт 18 реле 15 разрывает цепь заряда интегратора 5. Уровень заряда интегратора 5 пропорционален времени обработки от момента касания инструментом 2 детали 21 до момента срабатывания датчика 4.
После срабатывания датчика 4 происходит дополнительная обработка детали.
соответствующая компенсации износа инструмента 2. При срабатывании датчика 4 замыкающий контакт 19 реле 15 подключает разрядную цепь интегратора 5 к нульоргану 6.
Время обработки при компенсации износа инструмента 2 может регулироваться изменением постоянной времени разрядной цепи интегратора 5.
Во время компенсации флажок 11 стоит на жестком регулируемом упоре 22. При этом происходит смещение иглы 1 относительно флажка 11 на величину дополнительного съема, соответствующего износу инструмента 2,. и разряд интегратора 5. После разряда интегратора 5 срабатывает нульорган 6 и реле 20окончания цикла включает сжим инструмента 2 до срабатывания датчика 14 и подъем шпиндельной головки в исходное положение.
Интегратор выполнен с регулируемой продолжительностью времени, разряда для обеспечения возможности изменения времени компенсации в зависимости от отнощения величины износа притира к величине съема, соответствующего этому износу. Возможность регулировки -времени разряда интегратора позволяет корректировать изменение отнощения величины износа притира к величине съема припуска. Устройство проще по сравнению с известным.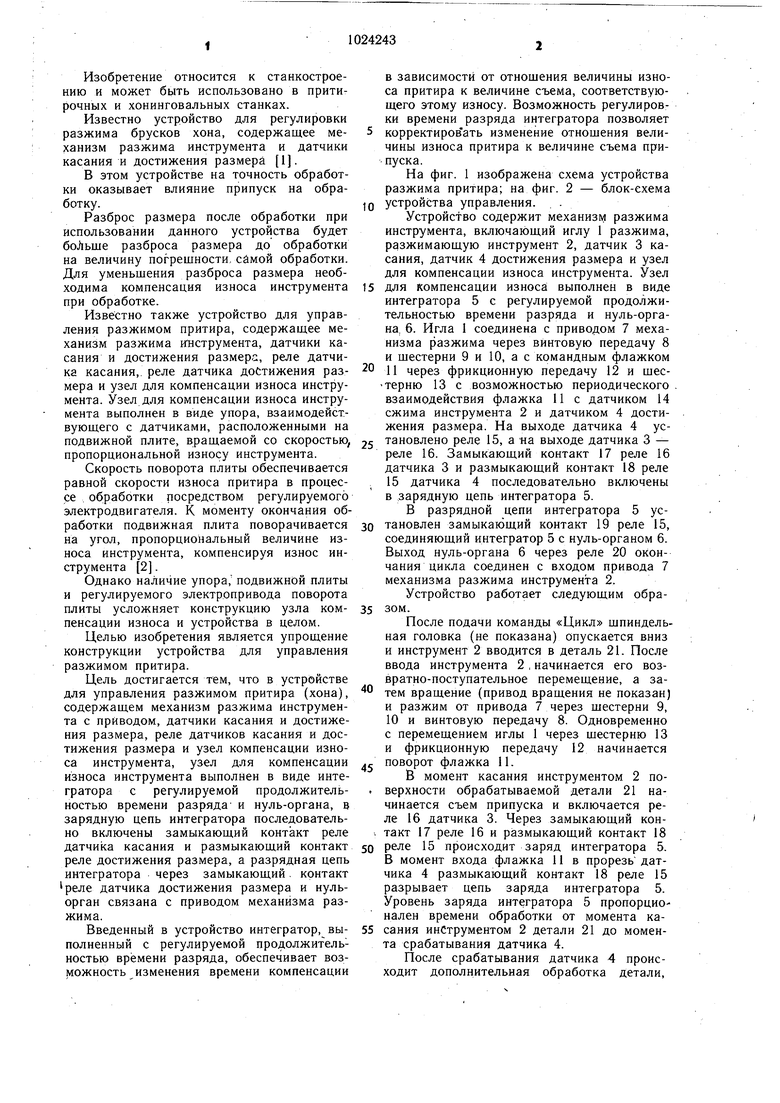
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима инструмента хонинговального или доводочного станка | 1982 |
|
SU1002138A2 |
| Устройство для разжима притира | 1982 |
|
SU1052373A1 |
| Устройство для управления хонингованием отверстий | 1982 |
|
SU1057256A1 |
| Устройство управления приводом разжима притира | 1980 |
|
SU894680A1 |
| Система управления металлорежущим станком | 1985 |
|
SU1315237A1 |
| Устройство для разжима притира | 1981 |
|
SU973322A1 |
| Устройство для управления приводом разжима притира | 1980 |
|
SU942962A1 |
| Устройство для управления грузоподъемным электромагнитом | 1989 |
|
SU1654885A1 |
| Способ активного управления станком и устройство для его осуществления | 1985 |
|
SU1278181A1 |
| Устройство для регулировки разжима брусков хона (притира) | 1975 |
|
SU529064A2 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РАЗЖИМОМ ПРИТИРА, содержащее механизм разжима инструмента с приводом, датчики касания и достижения размера, реле датчиков касания и достижения размера и узел компенсации износа инструмента, отличающееся тем, что, с целью упрощения устройства, узел компенсации износа инструмента выполнен в виде интегратора с регулируемой продолжительностью времени разряда и нуль-органа, в зарядную цепь интегратора последовательно включены замыкающий контакт реле датчика касания и размыкающий контакт реле достижения размера, а разрядная цепь интегратора через замыкающий контакт реле датчика достижения размера и нульорган связана с приводом механизма разжима. pq оо (Л L Ю U 00 Фиг.1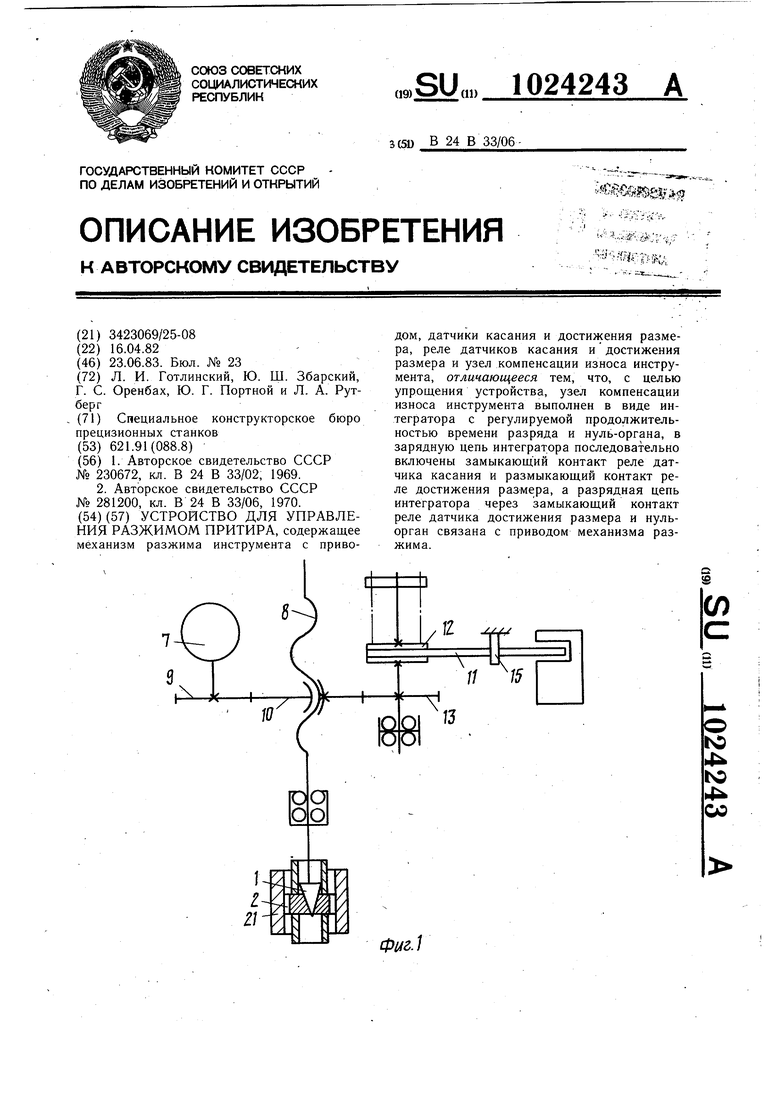
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 230672, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU281200A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
