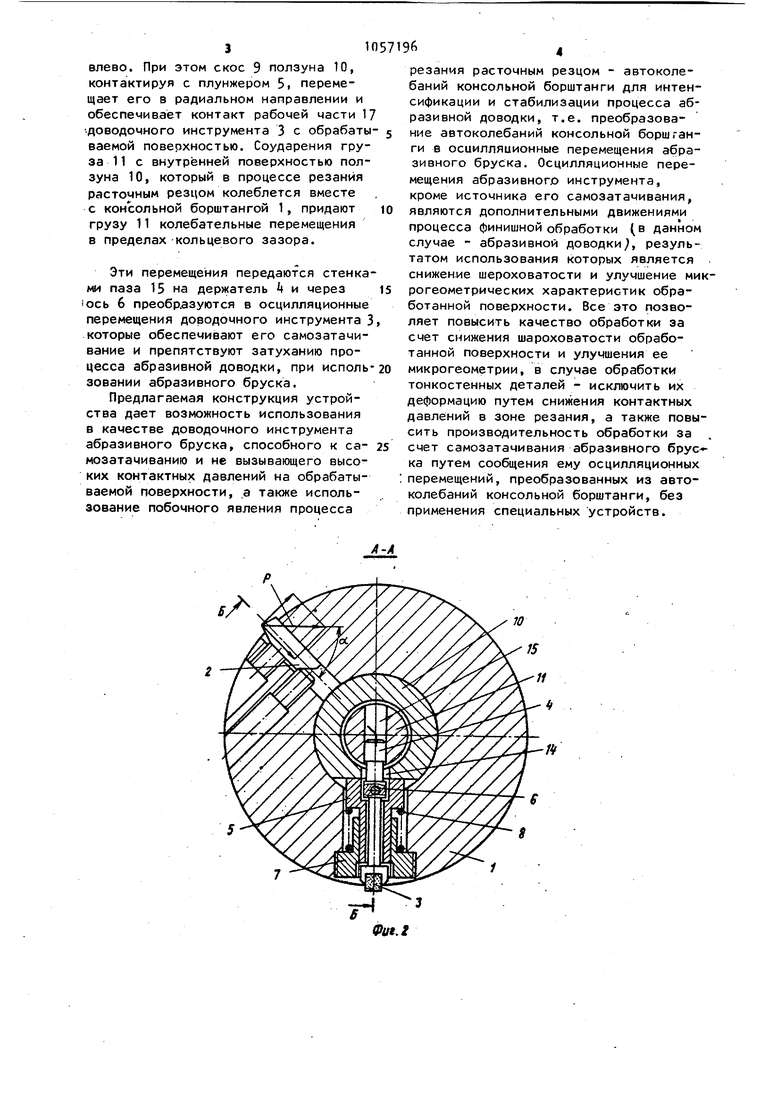
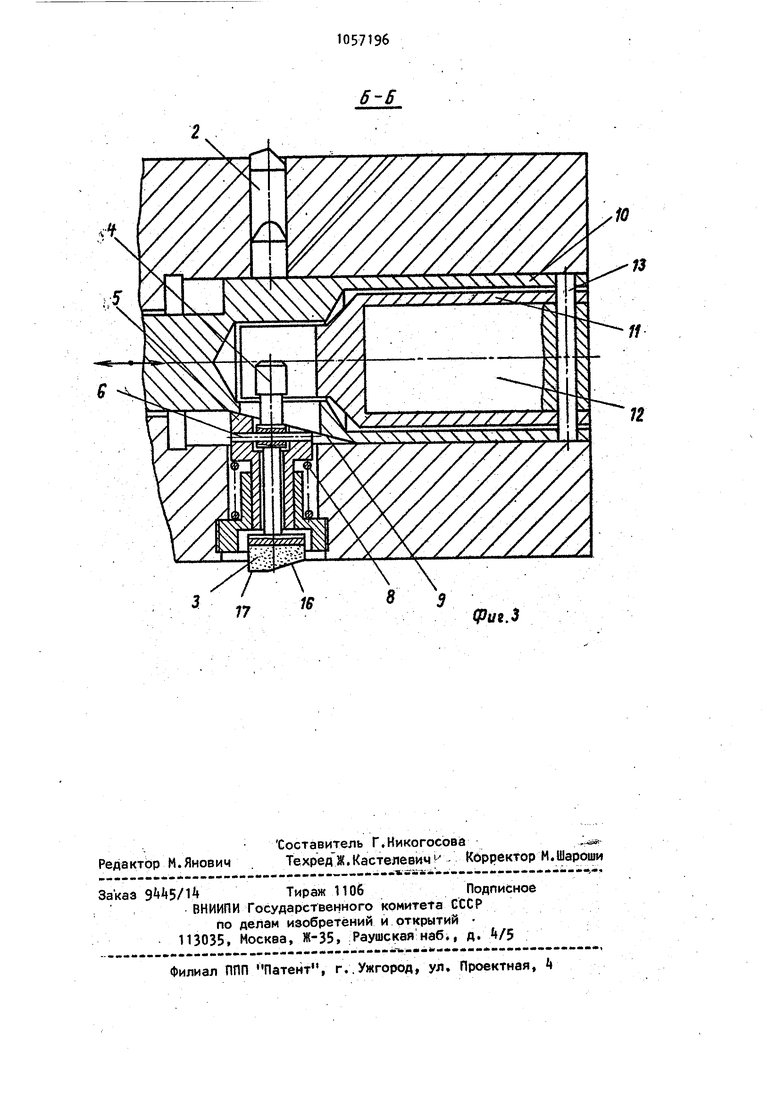
Изобретение относится к машиностроению и металлообработке и может быть использовано при чистовой и финишной обработке, преимущественно на отделочно-расточных станках, различных деталей, имеющих внутренние поверхности вращения. Известен комбинированный инстру-. мент для совмещенной обработки резанием и выглаживанием внутренних цилиндрических поверхностей, который предсУавляет собой консольную борштангу, оснащенную расточным резцом и доводочным инструментом ( алмазным выглаживателем), установленным в подвижном в радиальном направлении плунжере. 8 процессе обработки алмазный выглаживатель прижимается к обрабатываемой поверхности регулируемым усилием пружины через двуг1лечий рычаг Г1 3 о Недостатками известного устройства являются снижение точности и качества .обрабатываемой поверхности вследствие наложения колебаний доводочного инструмента на режущий, которые имеют воз можность передаваться из-за оппозитного расположения режущего и доводочного инструмента и их жесткой связи через корпус борштанги, интенсивный износ рабочей площадки доводочного инструмента, возникающий вследствие малых контактных площадей взаимодействия инструмента с изделием и рез ко снижающий качество обрабатываемой поверхности, это приводит к необходимости применения специального затбмного устройства для восстановления режущих.свойств доводочного инструмен та, что приводитк снижению производительности обработки. Цель изобретения -повышение качеотва и производительности обработки Указанная цель достигается тем. что устройство для комбинированной об работки отверстий, содержащее борштак гу с расточным резцом и доводочным инструментом, держатель которого размещен в плунжере, установленном с Boa мои ностью осевого перемещения, снабжено грузом, размещенным с возможностью качания в центральном отверстии борштанги, причем один конец груза выполнен с пазом, взаимодействующим с держателем доводочного инструмента, установленным в плунжере с возможное тью качания. Оси качания груза и держателя доводочно го йнст румента расположены в плоскости, перпендикулярной равнодействующей сил резания, возникающих при работе расточного резца. На фиг.1 изображено устройство, общий вид; на фиг,2 - разрез А-А на фиг.1; на фиг.З разрез Б-Б на фиг.2. Устройство состоит из консольной борштанги 1, которая оснащена расточным резцом 2 и ДОВОДОЧНЫМинструментом 3, выполненным, например, в виде абразивного бруска. Рабочая поверхность доводочного инструмента расположена в плоскости, параллельно рав нодействующей сил резания Р. Угол d между радиусом, проведенным к вершине резца 2, и равнодействующей сил резания Р определяют по формуле ci 90° + arctg -р ) Д величины составляющих сил Ру и R., определяют экспериментальным или расчетным путем. Доводочный инструмент 3 закреплен на держателе 4, смонтированном в плунжере 5 и связанном с последующим осью 6. Плунжер 5 с держателем k установлен с возможностью радиального перемещения в стакане 7, смонтированном в корпусе консольной, борштанги 1,. и поджат упругим элементом 6 к скосу 9ползуна 10, размещённого в осевой расточке борштанги и подвижного вдоль оси под воздействием привода, размещенного на хвостовике шпинделя (не показан). Во внутренней полости ползуна 10 смонтирован с кольцевым зазоррм груз 11, оснащенный тяжелвм 12 и соединенный осью 13с ползуном 10, причем ось 13 расположена в одной осевой плоскости с пазом 1 ползуна 10и пазом 15 груза lU Ползун 10 расположен таким образом, что конец держателя , противоположный концу, несущему доводочный инструмент 3 в виде абразивного бруска, проходит с зазором через паз И ползуна 10 и взаимодействует с пазом 15 груза 11, Доводочный инструмент 3 выполнен с заходным скосрм 16, обеспечивающим в направлении, противоположном рабочей подаче, постоянное смещение рабочей 17 доводочного инструмента Зот вершины расточного резца 2, Устройство работает следующим образом. После обработки отверстия резцом 2 на некоторой длине ползуну 10 сооб- . щают осевое перемещение, например, 31 влево. При этом скос 9 ползуна 10, контактируя с плунжером 5i перемещает его в радиальном направлении и обеспечивает контакт рабочей части 1 доводочного инструмента 3 с обрабаты ваемой поверхностью. Соударения груза 1 1 с внутренней поверхностью ползуна 10, который в процессе резания расточным резцом колеблется вместе с консольной борштангой 1, придают грузу 11 колебательные перемещения в пределах кольцевого зазора. Эти перемещения передаются стенка ми паза 15 на держатель k и через iocb 6 преобразуются в осцилляционные перемещения доводочного инструмента которые обеспечивают его самозатачивание и препятствуют затуханию процесса абразивной доводки, при исполь зовании абразивного бруска. Предлагаемая конструкция устройства дает возможность использования в качестве доводочного инструмента абразивного бруска, способного к самозатачиванию и не вызывающего высоких контактных давлений на обрабатываемой поверхности, а также использование побочного явления процесса 6 резания расточным резцом - автоколебаний консольной борштанги для интенсификации и стабилизации процесса абразивной доводки, т.е. преобразование автоколебаний консольной боршганги в осиилляционные перемещения абразивного бруска. Осцилляционные перемещения абразивного инструмента, кроме источника его самозатачивания, являются дополнительными движениями процесса финишной обработки (в данном случае - абразивной доводки, результатом использования которых является снижение шероховатости и улучшение микрогеометрических характеристик обработанной поверхности. Все это позволяет повысить качество обработки за счет снижения шароховатости обработанной поверхности и улучшения ее микрогеометрии, в случае обработки тонкостенных деталей - исключить их деформацию путем снижения контактных давлений в зоне резания, а также повысить производительность обработки за счет самозатачивания абразивного бруска путем сообщения ему осцилляционных перемещений, преобразованных из автоколебаний консольной борштанги, без применения специальных устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Инструмент для финишной обработки цилиндрических поверхностей | 1980 |
|
SU908576A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2041050C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНЫХ СМЕННЫХ ПЛАСТИН | 2024 |
|
RU2835264C1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |

10
15
| Ь Комбинированные инструменты для совмещения процессов резания и поверхносгрного пластического деформирования, Обзор, М, НИИМАШ, 1975, С | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
