Изобретение относится к способам накатывания резьб, в частности, внутренних, посредством накатного инструмента, вынолненного в виде резьбового стержня или ролика.
Существующие снособы накатывания внутренней резьбы основаны на обкатывании поверхности вращаюИ1.ейся заготовки роликом, вращаюнщмся вокруг собственной оси.
Описываемый способ позволяет осуществлять накатывание внутренних резьб небольших диаметров в корпусных деталях из легких сплавов без вращения детали посредством накатного инструмента, вынолненного в виде резьбового стержня или ролика, шаг и профиль резьбы которого соответствует размерам и геометрии нарезае.мой резьбы. Для обеспечения образования резьбы без вращения накатного инструмента вокруг собственной оси и оси инструмента, введенного в отверстие на его полнуро д/шну, сообщают кр}говое движение относительно оси отверстия без вращения вокруг собственной оси с одновременным осуществ.чением равномерной радиальной подачи инструмента.
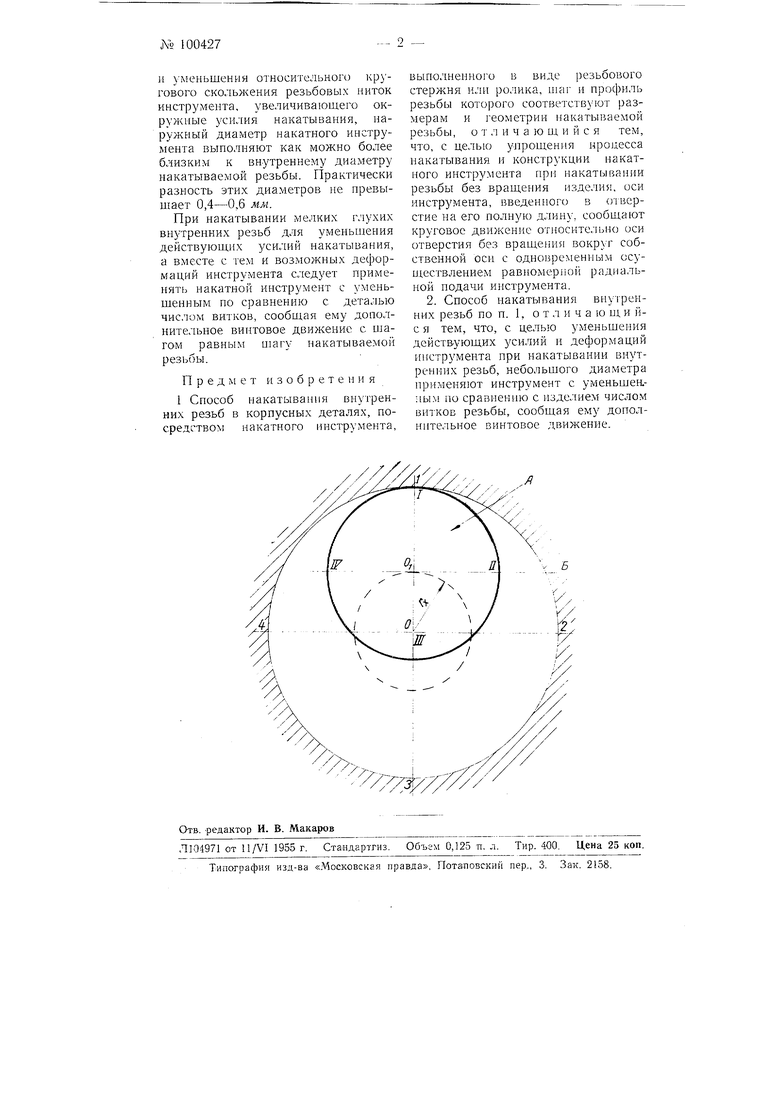
На чертеже изображена схема работы инструмента при накатывании внутренней резьбы согласно предлагаемого способа.
Накатной инструмент А, нарзл-:иый диаметр которого выполняется несколько меньшим диаметра отверстия под резьбу в детали Б |(внутреннего диаметра резьбы), вводят в отверстие на его полную длину. Затем оси Oi инструмента сообщают круговое движение относительно оси О отверстия. При этом точки /, //, /// и IV, лежащие на наружной окружности инструмента последовательно, в результате единовременной обкатки и относительного кругового скольжения вступают в контакт с соответствующими точками /, 2, 3 и 4, лежаи1ими на поверхностн отверстий.
Одновременно с круговым движением оси инструмента ему сообщается равномерная радиальная нодача, в резу.чьтате которой резьбовые нитки инструмента постепенно внедряются в материал детали, образуя на поверхностн отверстия резьбу. Вследствие наличия равномерной радиальной подачи инструмента кр товое движение его оси О; осуществляется по окружности переменного радиуса гх или вернее по архимедовой спирали.
Для уменьшения искажения профиля накатываемой резьбы за счет несовпадения углов подъема резьбовых ниток у изделия и инструмента
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| Способ накатывания резьбовых профилей двумя роликами | 1989 |
|
SU1726100A1 |
| ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 2005 |
|
RU2280526C1 |
| Устройство для накатывания резьб на пустотелых заготовках | 1988 |
|
SU1655638A1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Устройство для планетарной накатки резьб | 1988 |
|
SU1669625A1 |
