Изобретение относится к обработке металлов давлением и может быть использовано для накатывания резьб.
Целью изобретения является упрощение конструкции за счет использования детали в качестве привода барабана, а также расширение технологических возможностей за счет накатывания резьб на полых деталях.
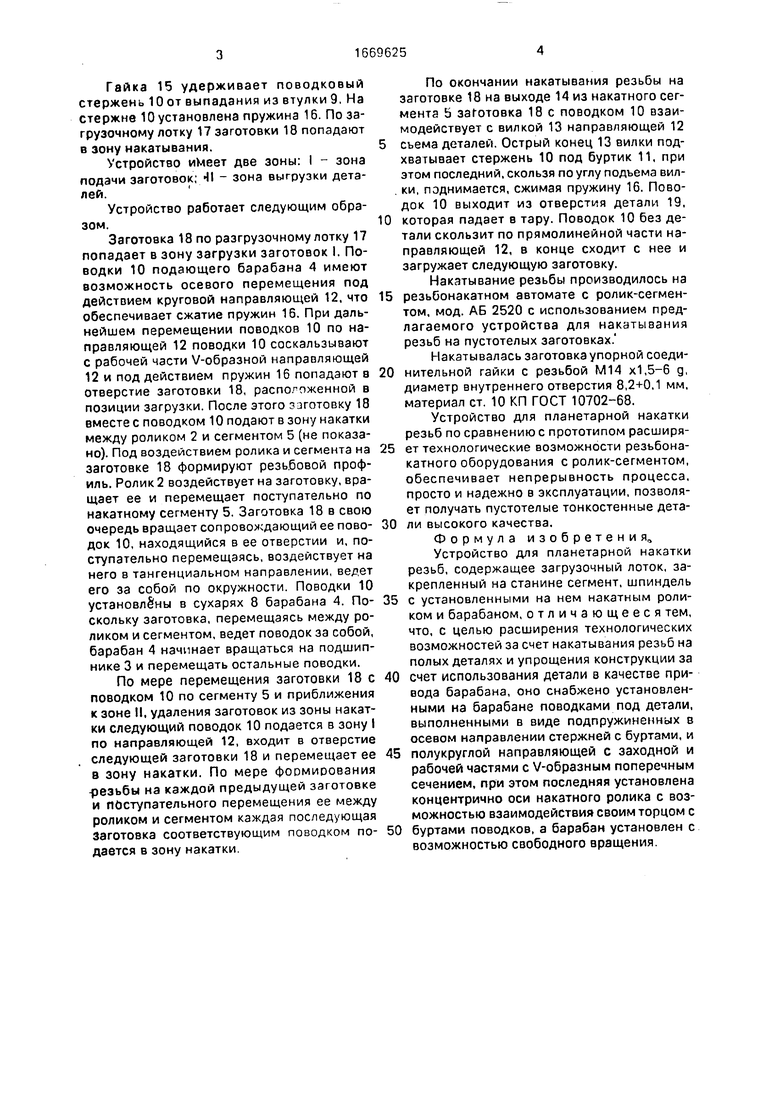
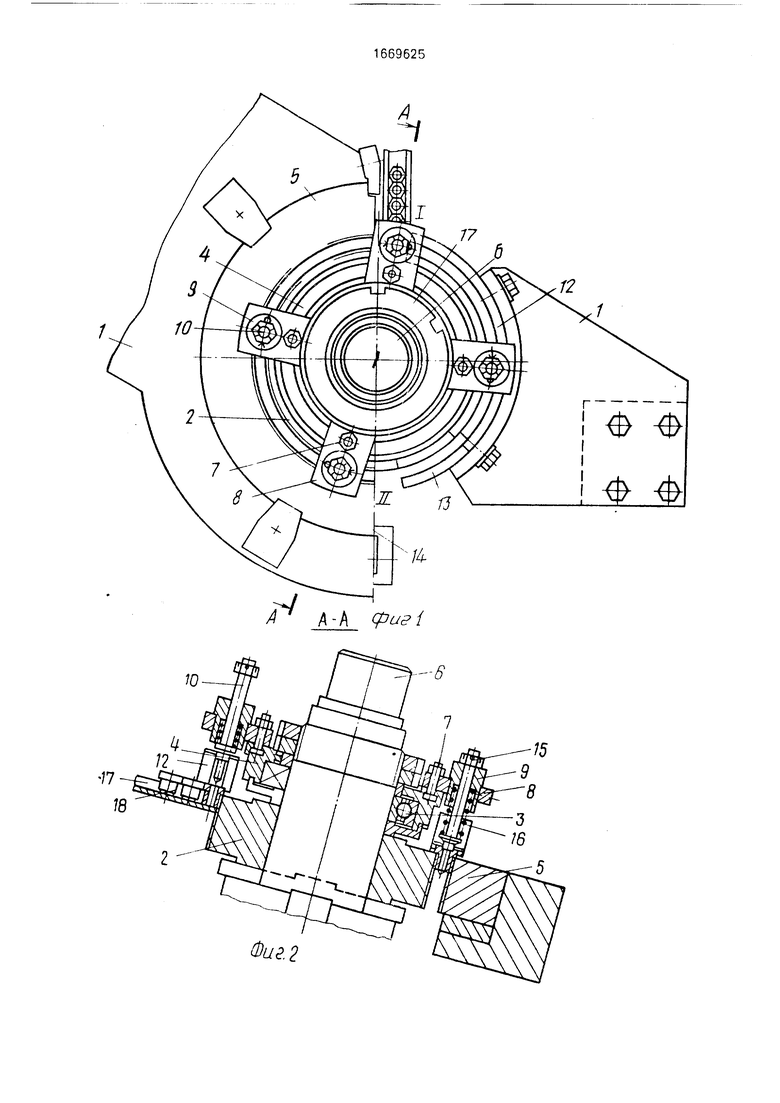
На фиг. 1 показано устройство для планетарной накатки резьб; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - механизм съема деталей.
Устройство для планетарной накатки резьб содержит станину 1, накатной ролик 2, подшипник 3, барабан 4, накатной сегмент 5. Накатной ролик 2 установлен на
приводном шпинделе 6. Барабан 4 установлен на наружном кольце подшипника 3 с возможностью свободного вращения. На барабане 4 посредством болтов и гаек 7 закреплены сухари 8 с направляющими втулками 9, в которых установлены поводки 10, выполненные в виде подпружиненных стержней с буртами 11. Поводки 10 установлены с возможностью вращения и перемещения в осевом направлении.
На станине 1 со стороны, противоположной накатному сегменту 5, установлена V-образная полукруглая направляющая 12, один конец 13 которой выполнен с наклонной заходной частью, начинающейся на выходе 14 накатного сегмента 5.
О
о ю о ю ел
Гайка 15 удерживает поводковый стержень 10 от выпадания из втулки 9. На стержне 10 установлена пружина 16. По загрузочному лотку 17 заготовки 18 попадают в зону накатывания.
Устройство имеет две зоны: I - зона подачи заготовок; HI - зона выгрузки деталей.
Устройство работает следующим образом.
Заготовка 18 по разгрузочному лотку 17 попадает в зону загрузки заготовок I. Поводки 10 подающего барабана 4 имеют возможность осевого перемещения под действием круговой направляющей 12. что обеспечивает сжатие пружин 16. При дальнейшем перемещении поводков 10 по направляющей 12 поводки 10 соскальзывают с рабочей части V-образной направляющей 12 и под действием пружин 16 попадают в отверстие заготовки 18, расположенной в позиции загрузки. После этого заготовку 18 вместе с поводком 10 подают в зону накатки между роликом 2 и сегментом 5 (не показано). Под воздействием ролика и сегмента на заготовке 18 формируют резьбовой профиль. Ролик 2 воздействует на заготовку, вращает ее и перемещает поступательно по накатному сегменту 5. Заготовка 18 в свою очередь вращает сопровождающий ее поводок 10, находящийся в ее отверстии и, поступательно перемещаясь, воздействует на него в тангенциальном направлении, ведет его за собой по окружности. Поводки 10 установлены в сухарях 8 барабана 4. Поскольку заготовка, перемещаясь между роликом и сегментом, ведет поводок за собой, барабан 4 начинает вращаться на подшипнике 3 и перемещать остальные поводки.
По мере перемещения заготовки 18 с поводком 10 по сегменту 5 и приближения к зоне II. удаления заготовок из зоны накатки следующий поводок 10 подается в зону I по направляющей 12, входит в отверстие следующей заготовки 18 и перемещает ее в зону накатки. По мере формирования -резьбы на каждой предыдущей заготовке и поступательного перемещения ее между роликом и сегментом каждая последующая заготовка соответствующим поводком подается в зону накатки.
По окончании накатывания резьбы на заготовке 18 на выходе 14 из накатного сегмента Ь заготовка 18 с поводком 10 взаимодействует с вилкой 13 направляющей 12
сьема деталей. Острый конец 13 вилки подхватывает стержень 10 под буртик 11, при этом последний, скользя по углу подъема вил- . ки, поднимается, сжимая пружину 16. Поводок 10 выходит из отверстия детали 19,
которая падает в тару. Поводок 10 без детали скользит по прямолинейной части направляющей 12, в конце сходит с нее и загружает следующую заготовку.
Накатывание резьбы производилось на
резьбонакатном автомате с ролик-сегментом, мод. АБ 2520 с использованием предлагаемого устройства для накатывания резьб на пустотелых заготовках.
Накатывалась заготовка упорной соединительной гайки с резьбой М14 х1,5-6 д, диаметр внутреннего отверстия 8,2+0,1 мм, материал ст. 10 КП ГОСТ 10702-68.
Устройство для планетарной накатки резьб по сравнению с прототипом расширяет технологические возможности резьбона- катного оборудования с ролик-сегментом, обеспечивает непрерывность процесса, просто и надежно в эксплуатации, позволяет получать пустотелые тонкостенные детали высокого качества.
Формула изобретения. Устройство для планетарной накатки резьб, содержащее загрузочный лоток, закрепленный на станине сегмент, шпиндель
с установленными на нем накатным роликом и барабаном, отличающееся тем, что, с целью расширения технологических возможностей за счет накатывания резьб на полых деталях и упрощения конструкции за
счет использования детали в качестве привода барабана, оно снабжено установленными на барабане поводками под детали, выполненными в виде подпружиненных в осевом направлении стержней с буртами, и
полукруглой направляющей с заходной и рабочей частями с V-образным поперечным сечением, при этом последняя установлена концентрично оси накатного ролика с возможностью взаимодействия своим торцом с
буртами поводков, а барабан установлен с возможностью свободного вращения.
w
Л Л-А фиг{
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНАЯ ЛИНИЯ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБ ИЛИ ПРОФИЛЕЙ | 1991 |
|
RU2019353C1 |
| Устройство для планетарного накатывания резьб | 1988 |
|
SU1532166A1 |
| Станок-автомат для накатывания резьбы | 1980 |
|
SU889244A1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Устройство для накатывания резьбы | 1988 |
|
SU1599150A1 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1976 |
|
SU727289A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1990 |
|
RU2036045C1 |
| Устройство для накатывания резьбы | 1982 |
|
SU1031606A1 |
| Устройство для накатывания резьбы | 1989 |
|
SU1694297A2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании наружных резьб. Цель изобретения - упрощение конструкции и расширение технологических возможностей за счет накатывания резьб на полых деталях. Между накатным роликом и сегментом помещают загрузочные поводки, расположенные на вращающемся барабане, установленном соосно оси вращения накатного ролика. Для упрощения кинематической связи между накатным роликом и поводками вращение барабана осуществляют посредством заготовки, находящейся в процессе накатывания между сегментом и накатным роликом. Расширение технологических возможностей обеспечивается за счет снабжения устройства полукруглой U-образной направляющей, установленной концентрично перемещению поводков барабана. Каждый поводок выполнен в виде подпружиненного в осевом направлении стержня с буртом и взаимодействует с поверхностью U-образной направляющей. 3 ил.
Ю
Фиг 2
-6
15
tikis.3
| Устройство для планетарной накатки резьб | 1974 |
|
SU523747A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
