Предметом изобретения является станок для набора в обойму цилиндрических изделий, имеющих выточки у одного из торцов, отличающийся от известных тем, что в нем для подачи очередной обоймы применен нагруженный пружиной ползун, связанный с заталкивателем изделий посредством углового рычага, промежуточного ползуна и одноплечего рычага и взаимодействующий с рычажным фиксатором, связанным через рычажную систему с крайним изделием полностью укомплектованной обоймы, что позволяет производить выброс обоймы только при полном ее укомплектовании и устраняет потерю циклового времени на замену обоймы.
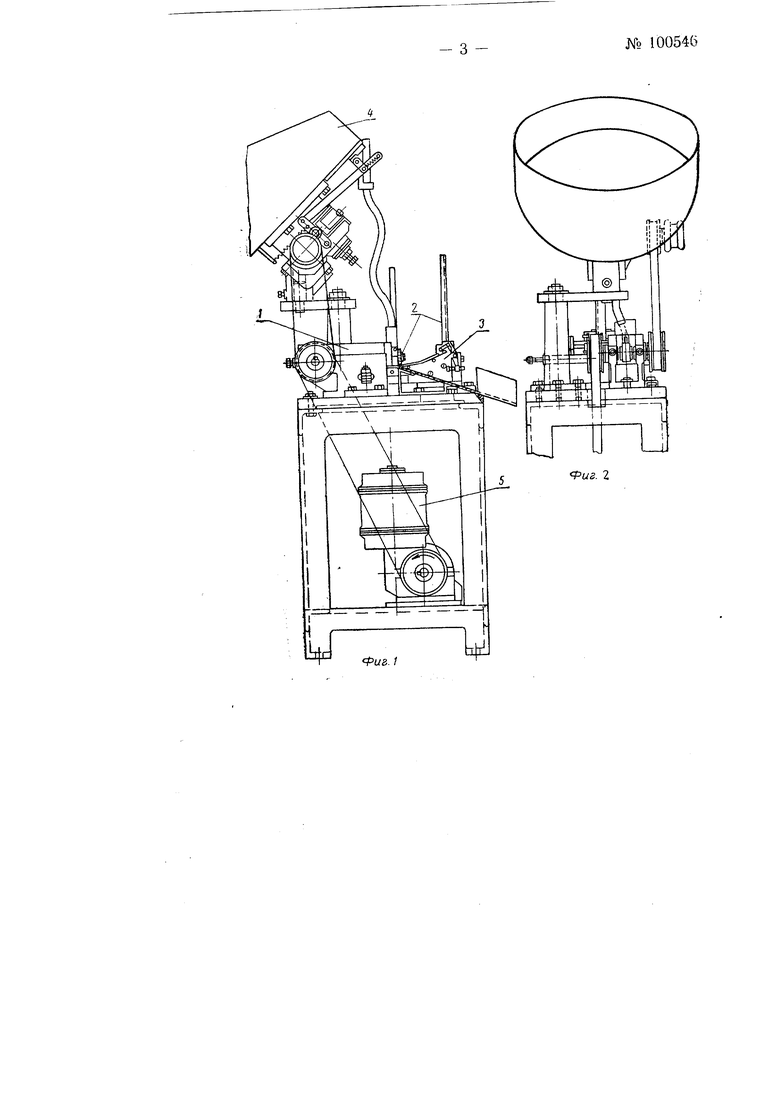
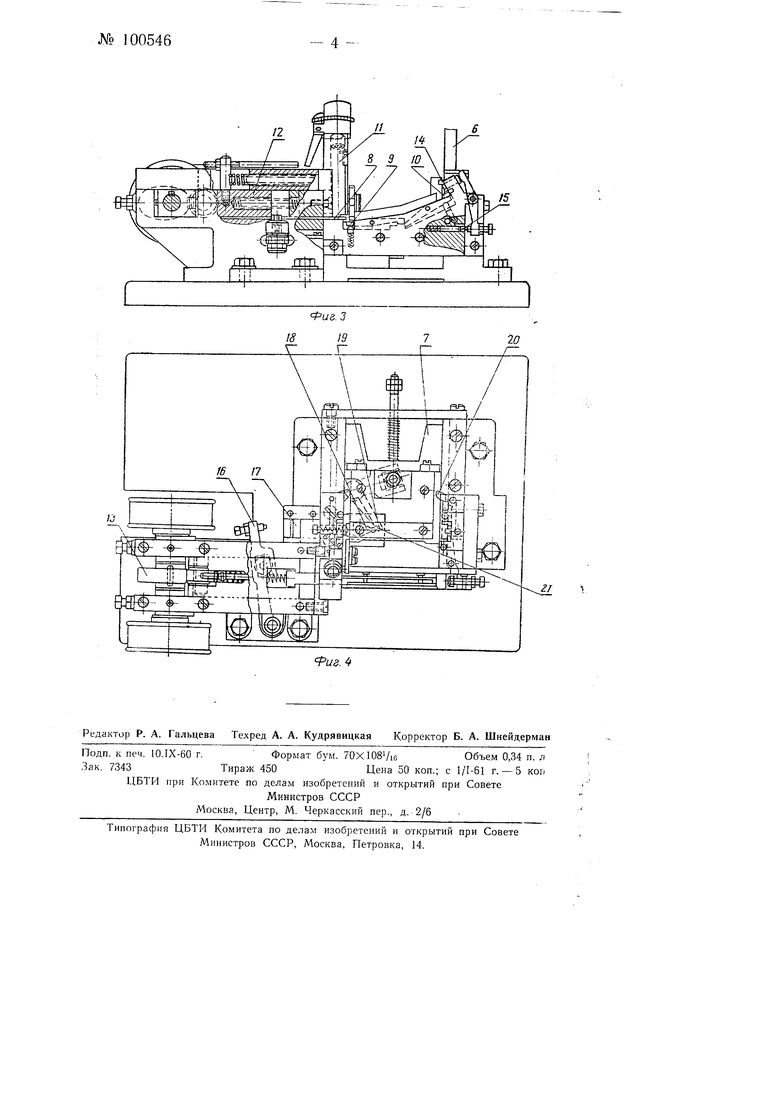
. На фиг. 1 показан станок, вид спереди; на фиг. 2 - то же, вид. сбоку; на фиг. 3 - механизм набора изделий в обойму в разрезе; па фиг. 4 - то же, в плане.
Станок состоит из установленного на тумбе механизма для набора изделий в обойму, включающего в себя механизм 1 подачи издели51 (фиг. 1), механизм 2 подачи обойм, блокирующий механизм 3, автомат подачи 4 и привод 5 станка (электродвигатель с редуктором).
Станок работает по принципу осуществления кинематической связи между отдельными узлами самим полуфабрикатом.
Обойма закладывается в кассету (лоток) 6 (фиг. 3 и 4) и при помощи ползуна 7 подается под свободно вращающуюся на горизонтальной оси зубчатую звездочку, отжимающую пружинный язычок обоймы под нож 8, являющийся продолжением дна питателя изделия. Затем обойма подается на блокирующий механизм, где фиксируется рычагами .9 и 10; в этом положении она находится против окна питателя 11, через которое изделия при помощи заталкивателя 12, движущегося от кулачка 13, но одному заталкиваются в обойму. Десятое затолкнутое изделие воздействует на кнопку 14 и через угловой рычаг - на собачку 15, которая освобождает ползун 7, подающий следующую обойму и тем самым сбрасывающий наполненную обойму в лоток.
№ 100546- 2 Смена обойм происходит при движении заталкивателя 12 в заднее положение. При движении его вперед при помощи связанного с ним рычага 16, ползуна 17, собачки 18 и рычага 19 ползун 7 отводится в заднее положение и фиксируется собачкой 15. При отходе в заднее положение отсекатели 20 отделяют одну обойму, которая ложится в пазы и затем подается под звездочку.
Для того чтобы избежать ударов установочного винта рычага 16 по ползуну П, служит собачка 18, которая при помощи пружины и плунжера удерживается в осевом направлении. При начале взвода ползуна 7 выступ собачки входит в радиусное углубление 21 и взводит рычаг. При снятии давления на ползун (отходе рычага 16) собачка соскальзывает и становится против углубления 22; при дальнейшем подходе рычага 16 ползун проталкивается вперед и оказывается в выключенном положении. Включение происходит аналогично при движении ползуна 7 вперед.
Предмет изобретения
1.Станок для набора в обойму изделий цилиндрической формы с выточкой у одного из торцов, содержащий вертикальный поштучный питатель для подачи изделий выточкой вниз, подпружиненный заталкиватель изделий в обойму, получающий движение от эксцентрикового валика, вертикальную кассету для укладки вручную обойм в горизонтальном положении - открытой стороной вверх - и механизм отвода пружинного язычка обоймы перед вставкой в нее изделий, отличающийся, тем, что для удаления обоймы и подачи на наборку повой только при поступлении в обойму всего комплекта набираемых изделий и для устранения потери циклового времени на замену обойм путем удаления и подачи очередной обоймы за время обратного хода заталкивателя, в нем для подачи обойм применен горизонтальный, Harjjyженный пружиной, ползун, взаимодействующий с заталкивателем через угловой рычаг, промежуточный ползун и одноплечий толкающий рычаг и сопряженный в крайнем заднем положении с рычажным фиксатором, взаимодействующим через двухплечий рычаг и упорный щтырь с крайним изделием полностью укомплектованной обоймы.
2.Форма выполнения станка по п. 1, отличающаяся тем, что для обеспечения надежного отвода пружинного язычка обоймы перед подачей в нее изделия применены расположенная перед питателем со стороны поступления обоймы из кассеты свободно вращающаяся на горизонтальной оси зубчатая звездочка и неподвижный горизонтальный нож, являющийся продолжением дна питателя изделиями.
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| АВТОМАТИЧЕСКИЙ ПИТАТЕЛЬ | 1968 |
|
SU217905A1 |
| Устройство для сборки винтов с шайбами | 1982 |
|
SU1021553A1 |
| Станок-автомат для накатывания резьбы | 1980 |
|
SU889244A1 |
| Устройство для автоматического питания уточно-шпульных машин пустыми шпулями | 1960 |
|
SU145167A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Автомат для нарезания гаек | 1961 |
|
SU149660A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |