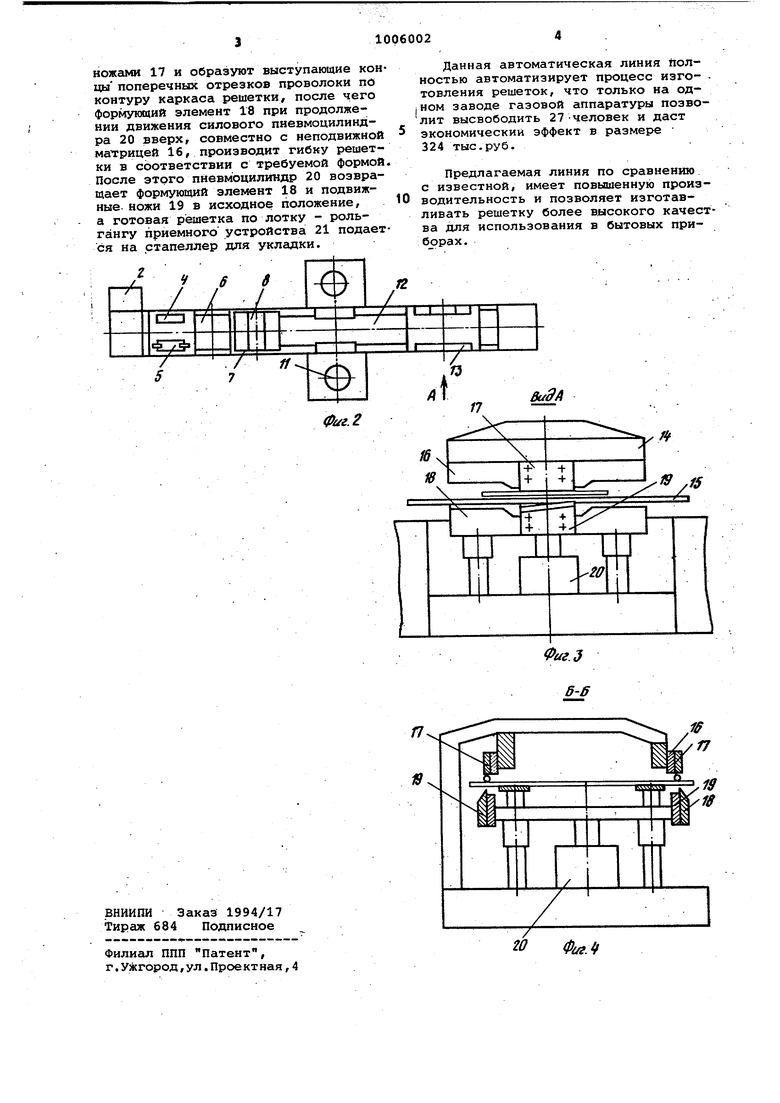
. о о к Изобретение относится к обработке материалов давлением, в частности к оборудованию для изготовления из пруткового материала решеток неплос кой формы. Известна автоматическая линия для изготовления решеток, содержащая смонтированные на станине установку для размотки и резки проволоки, сварочное устройство, устройство для установки продольных элементов в заданное положение и подачи их в сварочное устройство Е1. Недостатком известного технического решения является то, что производительность его ограничена. Наиболее близкой к-изобретению по технической сущности является автоматическая линия для изготовления решеток, содержащая смонтированные на станине средства для подачи проволоки и каркаса решеток в сварочное устройство, устройство для раскладки поперечных проволок/ отрезной механизм, гибочное устройство и лоток для Готовых решеток 2. рднако решетки, изготовленные на .такой линии, имеют низкое качество боковых поверхностей- из-за выступающих концов проволоки, что не позволяет использовать такие решетки в бытовых приборах, преимущественно в духовках газовых плит.. : « Целью изобретения являетсй повышение производительности и качества решеток. Указанная цель достигается тем, что автоматическая линия для изгЬтов ления решеток, содержащая смонтированные на станине средства для пода чи проволоки и каркаса решеток в сва рочное устройство, устройстводля раскладки поперечных проволок, отрез ной механизм, гибочное устройство и лоток для готовых решеток, имеет размещенные на станине между средством для подачи проволоки и сварочным устройством устройство для изготовле ния каркаса решетки, состоящее из ме ханизма для гибки проволоки по конту ту, и средства для сварки ее встык, а гибочное устройство состоит из раз мещенных на станине между сварочным устройством и лотком для готовых решеток неподвижной матрицы и подвижного формугацего элемента, при этом неподвижные ножи отрезного механизма закреплены на боковых сторонах матрицы, а подвижные ножи - на формующей элементе;. На фиг. .1 показана автоматическая линия для изготовления решеток, общий вид; на фиг. 2 - то же, вид .в плане; на фиг. 3 - вид А на фиг,2 на фиг 4 - разрез Б-Б на фиг. 1. Автоматическая линия для изготов ления решеток содержит смонтированные на станине 1 средства 2 для подачи проволоки, устройство 3 для изготовления каркаса решеток, имеющее механизм 4 для гибки проволоки, средство .5 для сварки ее встык, средство 6 для подачи каркаса решеток, устройство 7 для раскладки поперечных проволок 7, содержащее бункер 8, механизм 9 поштучной выдачи поперечных проволок и механизм 10 подачи каркаса решетки с уложенными поперечными проволоками, сварочное устройство 11, имеющее подключенные к трансформаторам электроды, передающее устройство 12, гибочное устройство 13, состоящее из корпуса 14, направляющей 15 для решеток, неподвижной матрицы 16, выполненной по форме верхней части решетки, неподвижных ножей 17, установленных на боковых сторонах матрицы 16, приводного подвижного формукядего элемента 18, выполненного по форме нижней части решетки, и размещённых на нем подвижных ножей 19, режущие кромки которых расположены выше рабочей плоскости формующего элемента 18. Имеется силовой цилиндр 20 и лоток 21 для готовых решеток со стапеллером для укладки их и рольгангом (не показан). Автоматическая линия работает следующим образом. .На средство 2 для подачи и в бун - кер 8 поступают Отрезки проволок, разматываемые с рулонов, выпрямляемые и отрезаемые соответствующими устройствами. Отрезки проволоки подаются средством для подачи в устроит ство 3 для изготовления каркаса решетки, где происходит их гибка по контуру в механизме 4 и сварка концов отрезков встык в средстве 5. Полученные каркасы решеток поочередно подаются средством б на устройство 7 для раскладки, где механизмом 9 поштучной выдачи на каркасы раскладываются поперечные отрезки приволоки, , поступающие из бункера 8. Затем карткасы решеток вместе с разложенными на них отрезками поперечной, проволоки механизмом 10 подаются на сворочное устройство 11, где производятся прижим электродов к каркасу решетки и приварка поперечных отрезков проволоки к этому каркасу. Полученная заготовка решетки, имеющая плоскую форму и замкнутую боковую поверхность, передающим устройством 12 подается на гибочное устройство 13, где ориентируется направляющей 15 для решеток и прижимается к неподвижной матрице 16. Затем силовым пневмоцилиндром 20 подвижные ножи 19 с формующим элементом 18 поднимаются к решетке. При дальнейшем ходе пневмоцилиндра 20 вверх подвижные ножи 19 совмещаются о неподвижными
ножами 17 и образуют выступающие концы поперечных отрезков проволоки по контуру каркаса решетки, после чего формующий элемент 18 при продолже НИИ движения силового пневмоцилиндра 20 вверх, совместно с неподвижной маггрицей 16, производит гибку решетки в соответствии с требуемой формой. После этого пневмоцилиндр 20 возвращает формующий элемент 18 и подвижные ножи 19 в исходное положение, а готовая решетка по лотку - рольгангу приемного устройства 21 подается на стапеллер для укладки.
Данная автоматическая линия йолностью автоматизирует процесс изго- товления решеток, что только на одjном заводе газовой аппаратуры позволит высвободить 27Человек и даст экономический эффект в размере 324 тыс.руб.
Предлагаемая линия по сравнению с известной, имеет повышенную производительность и позволяет изготавливать решетку более высокого качества для использования в бытовых приборах .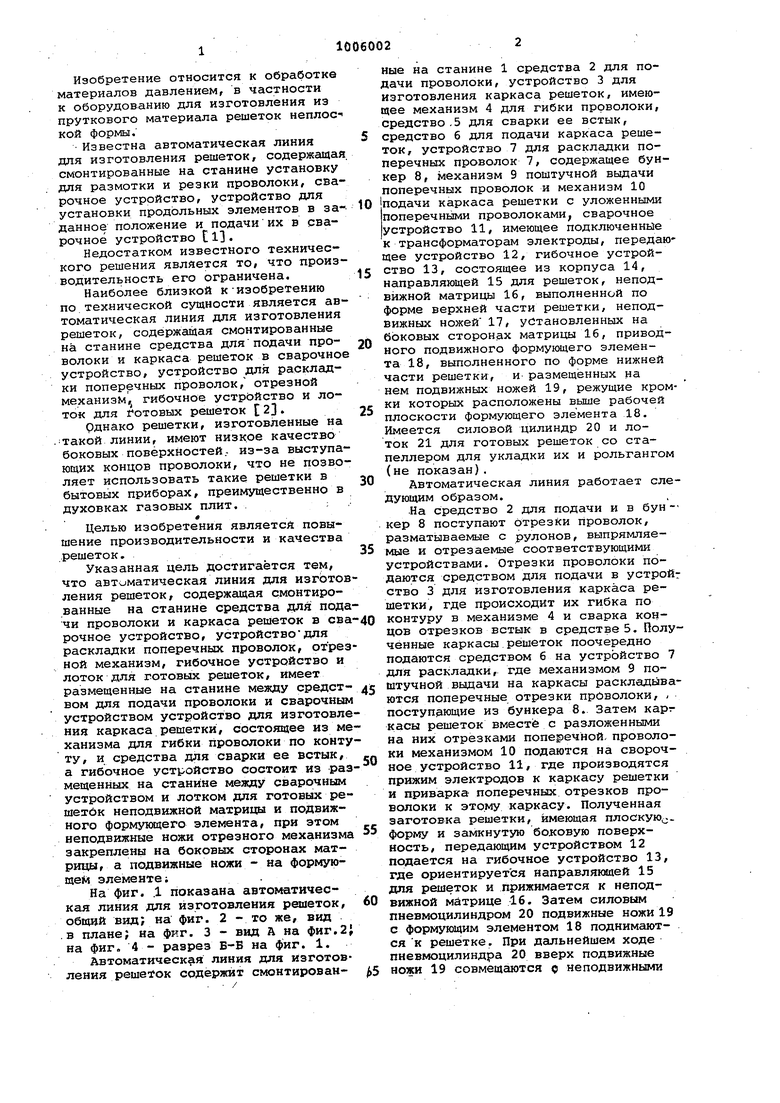
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТОК | 1992 |
|
RU2062676C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| Способ изготовления двухслойных, изогнутых в форме дуги сварных решетчатых каркасов и установка для его осуществления | 1990 |
|
SU1804363A3 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009817C1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
АВТОМАТИЧЕСКАЯ линия для ИЗГОТОВЛЕНИЯ РЕШЕТОК, содержащая смонтированные на станине средства для подачи провлоки и каркаса решеток в сварочное устройство, устройство для раскладки поперечных проволок, отрезной механизм, гибочное устрой ство и лоток для готовых решеток отличающаяся тем, что, :с целью повьпиения производительности и качества решеток, она имеет размещенные на станине между средством для подачи проволоки и сварочным уст.ройством устройство для изготовления каркаса решетки,, состоящее нз механизма для гибки проволоки по контуру, и средства для сварки ее встык, а гибочное устройство состоит из размещенных на станине между сварочным устройством и лотком для готовых решеток неподвижной матрицы и подвижно го формующего элемента,, при этом неподвижные ножи отрезного механиз- с ма закреплены на боковых сторонах матрицы, а подвижные ножи - на .форСО мующем элементе.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия для сварки решеток | 1978 |
|
SU732059A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| , | |||
