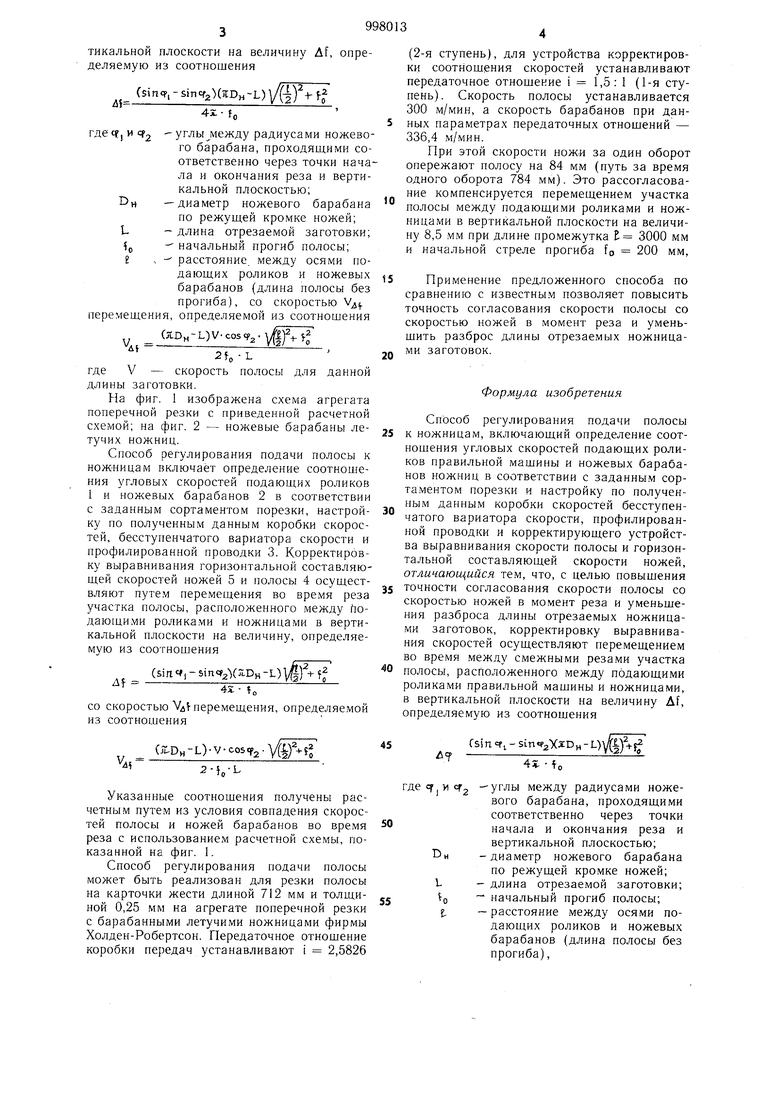
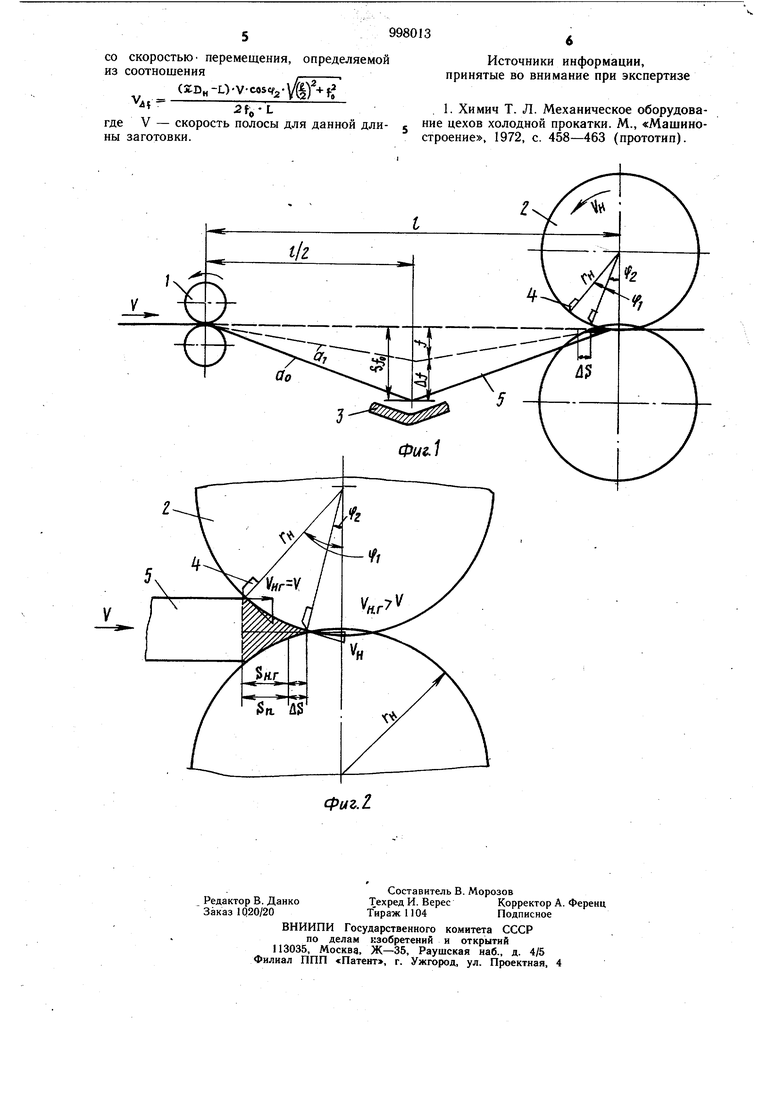
тикальной плоскости на величину Af, определяемую из соотношения (sincp,-sincf)(д:Dн-L)/(-|) где ч, и су - углы между радиусами ножевого барабана, проходящими соответственно через точки начала и окончания реза и вертикальной плоскостью; DK -диаметр ножевого барабана по режущей кромке ножей; L - длина отрезаемой заготовки; Р начальный прогиб полосы; В , - расстояние между осями подающих роликов и ножевых барабанов {длина полосы без прогиба), со скоростью v перемещения, определяемой из соотнощения (-tDH-L)V-cosc.-J|), Hf-i где V - скорость ПОЛОСЕ для данной длины заготовки. На фиг. 1 изображена схема агрегата поперечной резки с приведенной расчетной схемой; на фиг. 2 - ножевые барабаны летучих ножниц. Способ регулирования подачи полосы к ноЖНицам включает определение соотношения угловых скоростей подающих роликов 1 и ножевых барабанов 2 в соответствии с заданным сортаментом порезки, настройку по полученным данным коробки скоростей, бесступенчатого вариатора скорости и профилированной проводки 3. Корректировку выравнивания горизонтальной составляющей скоростей ножей 5 и полосы 4 осуществляют путем перемещения во время реза участка полосы, расположенного между Подающими роликами и ножницами в вертикальной плоскости на величину, определяемую из соотношения (sin tfi - 5in:f yruDH -L) f 4X- fo CO скоростью Ys перемещения, определяемой из соотнощения
(.itDH-L)-V-coscf2
V.
&
2-fo-b
Указанные соотнощения получены расчетным путем из условия совпадения скоростей полосы и ножей барабанов во время реза с использованием расчетной схемы, показанной на фиг. 1.
Способ регулирования подачи полосы может быть реализован для резки полосы на карточки жести длиной 712 мм и толщиной 0,25 мм на агрегате поперечной резки с барабанными летучими ножницами фирмы Холден-Робертсон. Передаточное отнощение коробки устанавливают i 2,5826
fsin f - sin«C XSID„-L)i)
Л7
4 -fo
между радиусами ножевого барабана, проходящими соответственно через точки начала и окончания реза и вертикальной плоскостью; DH -диаметр ножевого барабана
по режущей кромке ножей; 1-- длина отрезаемой заготовки;
0 начальный прогиб полосы; 1 -расстояние между осями подающих роликов и ножевых барабанов (длина полосы без прогиба). (2-я ступень), для устройства корректировки соотнощения скоростей устанавливают передаточное отнощение i 1,5: 1 (1-я ступень). Скорость полосы устанавливается 300 м/мин, а скорость барабанов при данных параметрах передаточных отношений - 336,4 м/мин. При этой скорости ножи за один оборот опережают полосу на 84 мм (путь за время одного оборота 784 мм). Это рассогласование компенсируется перемещением участка полосы между подающими роликами и ножницами в вертикальной плоскости на величину 8,5 мм при длине промежутка Е 3000 мм и начальной стреле прогиба fo 200 мм, Применение предложенного способа по сравнению с известны.м позволяет повысить точность согласования скорости полосы со скоростью ножей в момент реза и уменьшить разброс длины отрезаемых ножницами заготовок. Формула изобретения Способ регулирования подачи полосы к ножницам, включающий определение соотнощения угловых скоростей подающих роликов правильной машины и ножевых барабанов ножниц в соответствии с заданным сортаментом порезки и настройку по полученным данным коробки скоростей бесступенчатого вариатора скорости, профилированной проводки и корректирующего устройства выравнивания скорости полосы и горизонтальной составляющей скорости ножей, отличающийся тем, что, с целью повыщения точности согласования скорости полосы со скоростью ножей в момент реза и уменьшения разброса длины отрезаемых ножницами заготовок, корректировку выравнивания скоростей осуществляют перемещением во время между смежными резами участка полосы, расположенного между подающими роликами правильной машины и ножницами, в вертикальной плоскости на величину Af, определяемую из соотнощения со скоростью перемещения, определяемой из соотношения (a:BH-L)-v.co5cf.,Y(|pf где V - скорость полосы для данной дли- с ны заготовки. Источники информации, принятые во внимание при экспертизе 1. Химич Т. Л. Механическое оборудование цехов холодной прокатки. М., «Машиностроение, 1972, с. 458-463 (прототип).
Фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки полосового проката | 1981 |
|
SU1006105A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712079A2 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| Устройство для управления летучими ножницами с механизмом выравнивая скоростей | 1990 |
|
SU1712077A1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2003 |
|
RU2238826C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2006 |
|
RU2314898C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1996 |
|
RU2103117C1 |
| Способ резки полосового проката | 1982 |
|
SU1159732A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
