в .
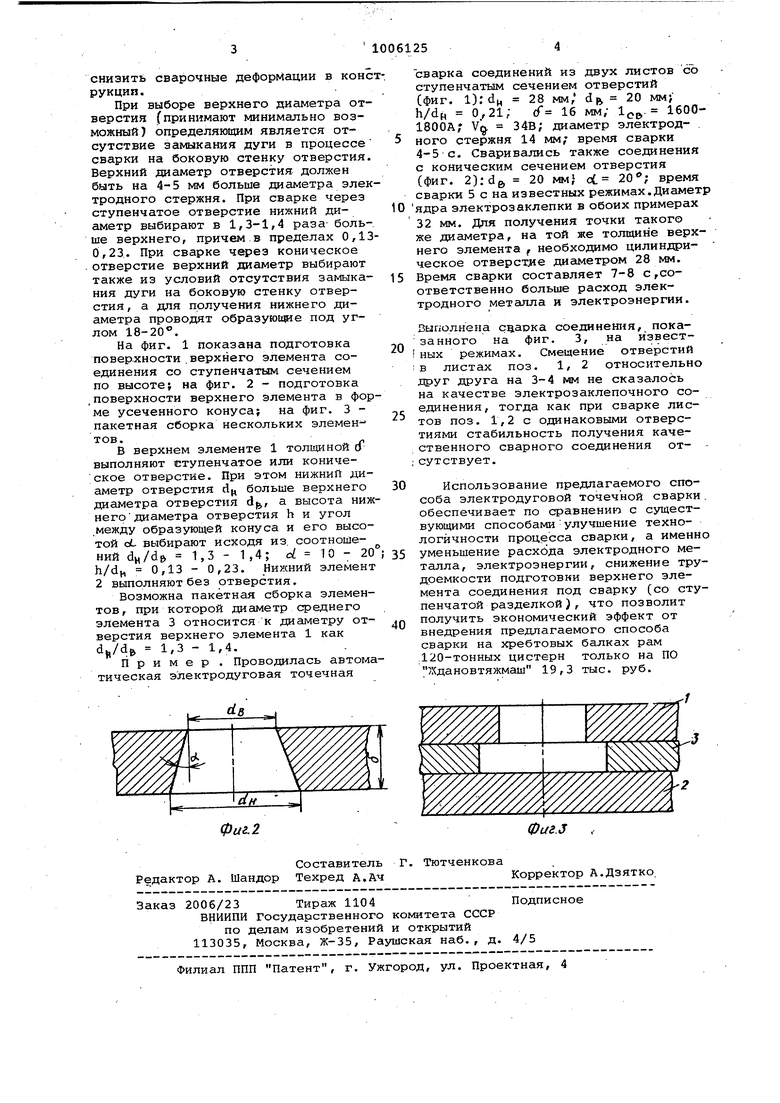
фuг.f Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйств для получения высококачественного сварного нахлесточного соединения. Известен способ электродуговой т сварки соединений двух деталей, заключающийся в сварке соединений несколькими электродами tl3« Однако данный способ не позволя.ет з начительно повысить технологические возможности процесса, то ест уменьшить расход электродного метал ла, электроэнергии и снизить свароч ные деформации в соединении. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ автоматической электродуговой точечной сварки соединений двух деталей, заключающийся в сварке под флюсом через цилиндрическое или коническое (обратный усеченный конус) отверстие верхнего элемента соединения| 2 Однако существующий способ не по зволяет повысить технологические возможности процесса - уменьшение расхода электродного материала, эле троэнергии, а также снижение свароч ных деформаций в соединении Известные способы сварки создают также трудности при пакетной сбо ке и сварке элементов с отверстиями, так как в случае несоосности от верстий в верхних элементах происходит замыкание дуги на стенку отверстия. При этом не гарантируется стабильное сплавление метгшла по пе риметру отверстия. Целью изобретения является повышение технологичности процесса путем уменьшения расхода электродного материала, электроэнергии и снижени сварочных деформаций в соединении. Поставленная цель достигается тем, что в данном способе автоматической электродуговой точечной свар ки нахлесточных соединений двух и более элементов, при котором в верх нем элементе соединения выполняют отверстие переменного сечения, расширяющимся к н.жнему соединяемому элементу, при этом отверстие переменного сечения в виде усеченного конуса выполняют с отношением разности диаметров оснований конуса к .удвоенной его .высоте, равным tg(18 - 20° и ступенчатым, причем его геометрические параметры выбирают из условияdj,/dg 1,3 - 1,4 ; h/d 0,1-3-0,23, где dH - нижний диаметр отверстия dp - верхний диаметр отверстия h высота нияшего диаметра отверстия верхнего элемента точечного соединения; и - толщина верхнего элемента. Указанные соотношения выведены исходя из возможности получения качественного сварного соединения, применительно к автоматической электродуговой точечной сварки электродным стержнем или пучком элек.тродных проволок. При отклонении dц/d(з, h/d, cL в большую сторону нарушается стабильность сплавления верхнего элемента соединения с нижним, возникают шлаковые включения по периметру электрозаклепки. При отклонении в меньшую сторону расход электродного металла, электроэнергии увеличивается. Данный способ сварки позволяет уменьшить тепловложение и, следовательно, снизить сварочные деформации. При сварке нескольких элементов в верхних элементах выполняются отверстия разных диаметров, соединение таких элементов имеет ступенчатое сечение, что позволяет существенно упростить технологию сборки и повысить качество электрозаклепочного соединения. Смещение одного отверстия относительно другого на 0,10,2 диаметра верхнего отверстия не приводит к за иканию дуги на боковую стенку отверстия и обеспечивает горение дуги между электродом и верхней плоскостью нижней детали. Уменьшение соотношений ниже указанных пределов, например, d,.,/dg 1,25; L -17,5 допустимо, однако нецелесообразно, так как в этом случае отверстие будет все в большей мере приближаться к цил1Гндрическому, а для получения такого же критического сечения ядра электрозаклепки необходимо увеличить диаметр отверстия, что приведет к ухуДяению технологических возможностей процесса, так как возрастет время сварки, увеличится расход электроэнергии. Уменьшение данного соотношения h/dj( 0,13 - 0,23, например, до 0,12 приведет к уменьшению размера h и к увеличению размера d, что также не позволит получить качественного сварного соединения из-за отсутствия сплавления между верхним и нижним элементами. Увеличение ,23 возможно, однако в этом случае также ухудшаются технологические возможности процесса. Соотношения db/d 1,3 - 1,4; d. 18 - h/d 0,13 - 0,23 являются оптимальными с точки зрения и получения качественного сварного соединения и дают максимально возможную экономию электродных материалов, электроэнергии и позволяют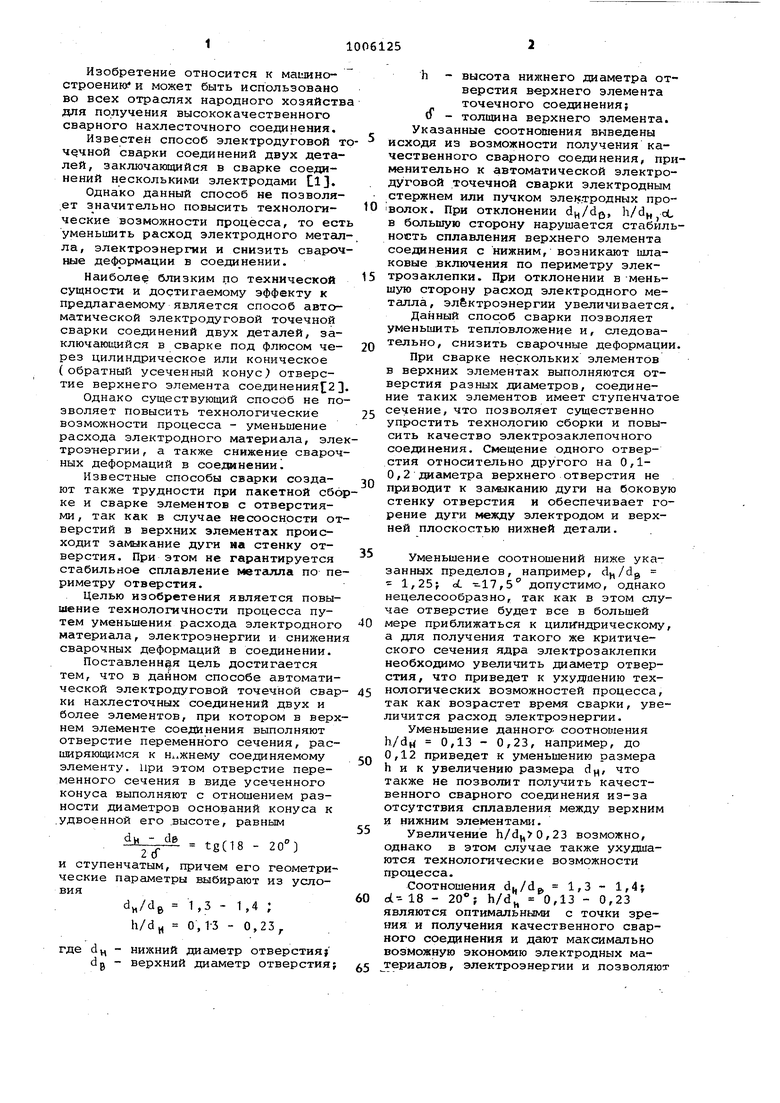
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической электродуговой точечной сварки | 1985 |
|
SU1321540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308361C1 |
| Способ автоматической дуговой точечной сварки | 1984 |
|
SU1232416A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308360C1 |
| Способ дуговой точечной сварки | 1984 |
|
SU1181813A1 |
| Способ сварки плавящимся электродом и устройство для его осуществления | 1976 |
|
SU727360A2 |
1. СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОда ГОВОЙ ТОЧЕЧНОЙ СВАРКИ нахлесточных соединений двух и более элементов, включающий выполнение в верхнем элементе соеданения отверстия переменного сечения, о т л и ч а ющ и и с я тем, что, с целью повышения технологичности процесса путем уменьшения расхода электродного материала, электроэнергии и снижения сварочных деформаций в соединении , отверстие переменного сечения . выполняют расширяющимся к нижнему соединяемому элементу. 2. Способ по п. 1, отличающийся тем, что отверстие переменного сечения выполняют в виде усеченного конуса, при этом отношение разности диаметров оснований конуса к удвоенной его высота выбирают равЕ&м dn - dp tg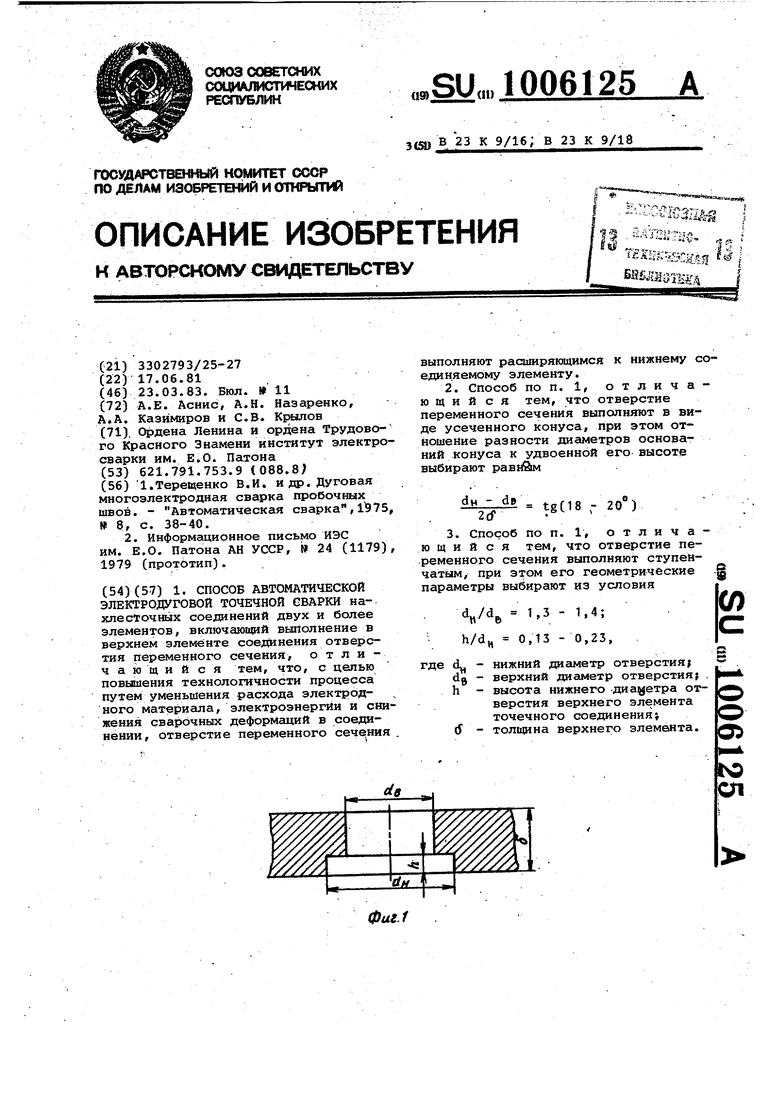
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Дуговая многоэлектродная сварка пробочных швов | |||
| - Автоматическая сварка,, 8f с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Информадионное письмо ИЭС им | |||
| Е.О | |||
| Патона АН УССР, 24 | |||
