«1
Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйства для получения высококачественного сварного нахлесточного соединения.
Цель изобретения - повьшение качества соединения, улучшение технологичности процессов, снижение трудоемкости изготовления отверстия путем уменьшения количества .наплавленного металла, глубины отверстия и самоцентрирования электродного стержня относительно оси отверстия.
Поставленная цель достигается тем, что согласно предлагаемому способу автоматической дуговой точечной сварки нахлесточных соединений в верхнем элементе выполняют глухое отверстие в виде цилиндра с коническим окончанием.
На чертеже показана подготовка поверхности верхнего элемента.
В верхнем элементе 1 толщиной сЛ выполняют глухое отверстие диаметром dfljg с коническим окончанием и углом между образующими oi . Геометрические параметры отверстия (do-re Q, л) выбирают исходя из возможностей ис132
точника питания (силы тока) и определяются из соотношений
- се. - 1570
Q,785d
эл
doTB md, где m ,и - 7,Uj ct- 11U - 155°. Нижний элемент 2 выполняют без отверстия.
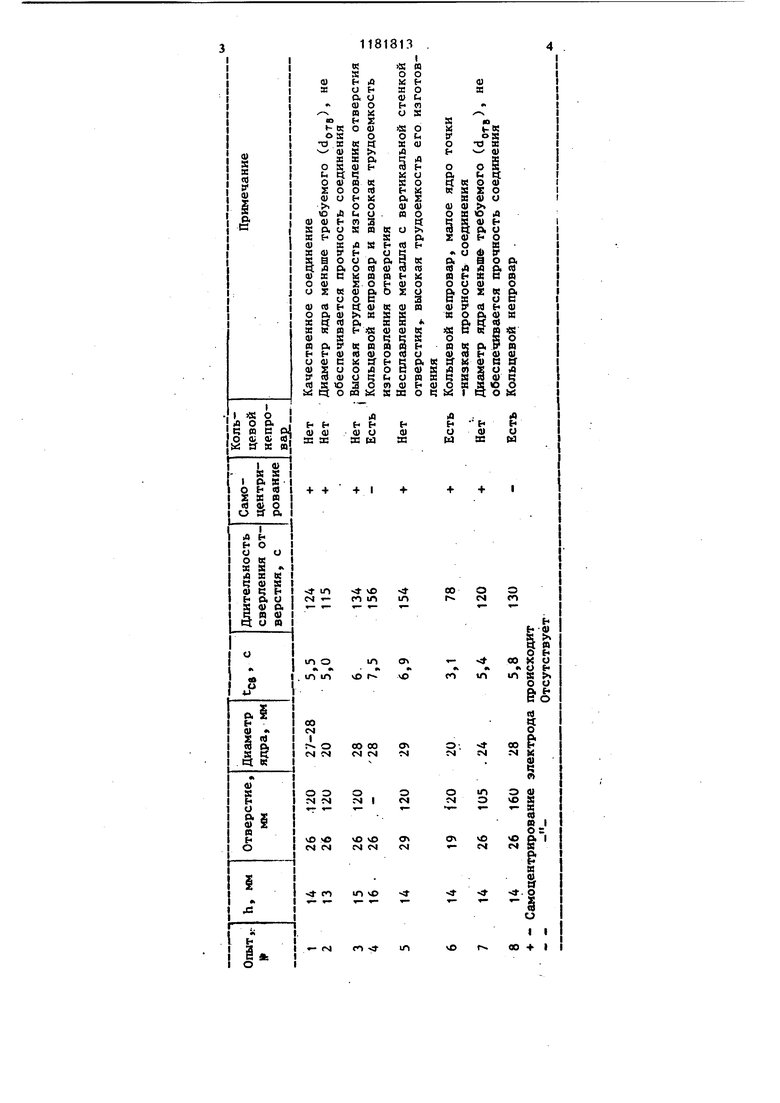
П и мер. Производилась автоматическая дуговая точечная сварка на установке ОБ-19 70 соединений из двухлистов на стали марки 09Г2Д через глухое отверстие в верхнем элементе электродным стержнем диаметром 14 мм под флюсом АН - 60; d отв 6 мм; о6 120°; мм; мм;1е/ 1880А; IU 34-36В время сварки 4,5 с. Диаметр ядра точки 28 мм d jTg.
Результаты экспериментов сведены в таблицу.
Использование предлагаемого способа дуговой точечной сварки обеспечивает по сравнению с существующими способами снижение трудоемкости изготовления отверстия, улучшение качества соединения, повышение технологичности процесса, что позволяет получить экономический эффект от внедрения предлагаемого способа сварки соединительных балок 120 тогных цистерн только на ПО Ждановтяжмаш 20,6 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической электродуговой точечной сварки | 1981 |
|
SU1006125A1 |
| Способ автоматической дуговой точечной сварки | 1984 |
|
SU1232416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| СПОСОБ ПРОКЛАДКИ РУКАВНОЙ ЛИНИИ ПО ВЫСОТЕ ЛЕСТНИЦЫ ЗДАНИЯ | 2011 |
|
RU2460862C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2196270C2 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| Способ дуговой сварки проволоки с листом | 1980 |
|
SU944837A1 |
| Машина для контактной шовной сварки | 1976 |
|
SU596397A1 |
| Способ автоматической электродуговой точечной сварки | 1985 |
|
SU1321540A1 |
СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ нахлесточных соединений двух и более элементов, при котором в верхнем элементе выполняют отверстие, а затем .производят сварку, отличающийся тем, что, с целью повьтения качества путем исключения кольцевого непровара, улучшения технологичности процесса путем уменьшения количества направленного металла, отверстие вьтолняют глухим с коническим окончанием, а геометрические размеры отверстия выбирают из условия ь л. Jc6 - 1570 . onг 0,7855|д dore id ЗА , где сЛ - толщина верхнего элемента, ММ J оптимальная глубина отверопг стия, мм; S диаметр электродного стерж9А ня у мм f 7ев - сварочный ток, Aj doTB диаметр отверстия, мм; m е 5,0; , при этом угол между образующими конуса берут равным от 110 до 155.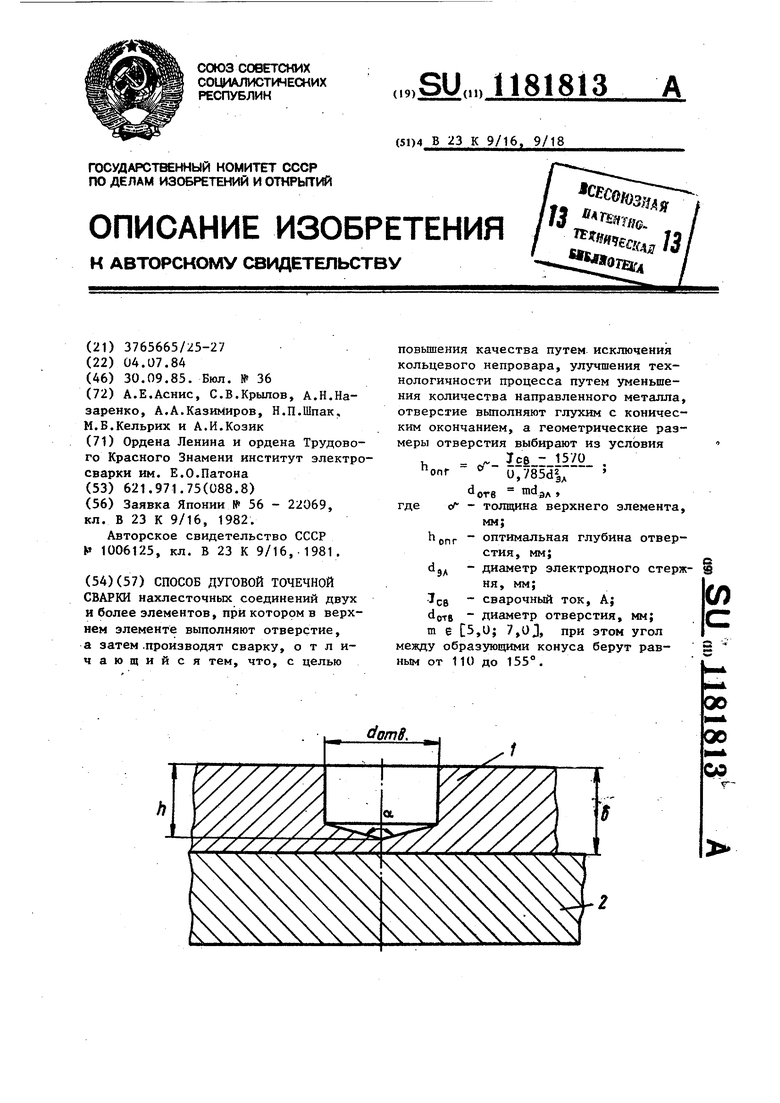
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ автоматической электродуговой точечной сварки | 1981 |
|
SU1006125A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
