Изобретение относится к механосборочному производству, в частности к оборудованию для сборки приводных цепей.
Известно устройство для сборки деталей, содержащее загрузочное устройство и технологический ротор с горизонтальной осью вращения, рабочие органы которого выполнены в виде подпружиненных щтоков, контактирующих с кулачковым валом 1.
Известно устройство для сборки, содержащее загрузочные механизмы для собираемых деталей, приводные кинематически связанные между собой технологические роторы с ложементами для деталей, расположенными равномерно по окружности роторов, а также рабочий ротор 2.
Однако известные устройства не обеспечивают требуемого качества сборки и надежной работы устройства.
Целью изобретения является повышение качества сборки и надежности устройства в работе.
Указанная цель достигается тем, что в устройстве для сборки, преимущественно, вилки соединительного звена цепи, состоящего из валиков и пластины, содержащем загрузочные механизмы для пластин и валиков, приводные кинематически связанные между собой технологические роторы с ложементами соответственно для пластин и валиков, расположенными равномерно по окружности роторов, а также рабочий ротор, каждый ложемент для пластин установлен на боковой Поверхности ротора с возможностью поворота относительно оси, при этом все оси ложементов для пластин расположены от боковой поверхности ротора на расстоянии, равном половине длины запрессовываемой части валиков.
Кроме того, устройство снабжено расклепывающими механизмами, установленными на рабочем роторе равномерно по окружности.
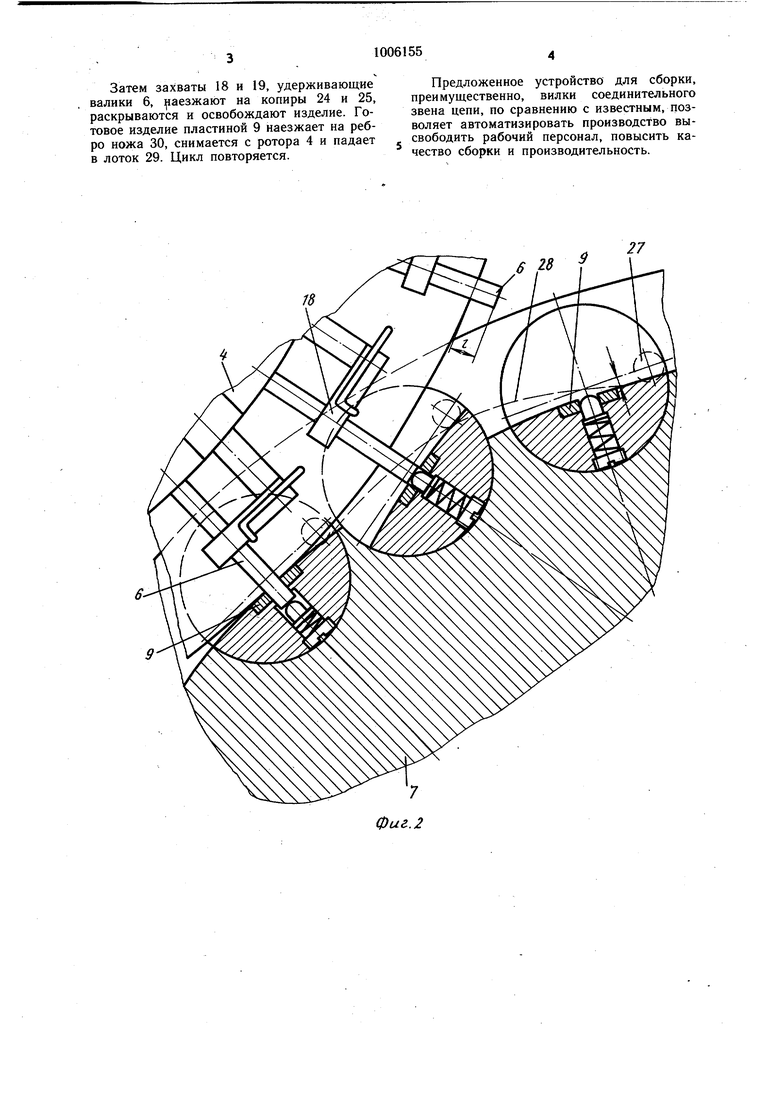
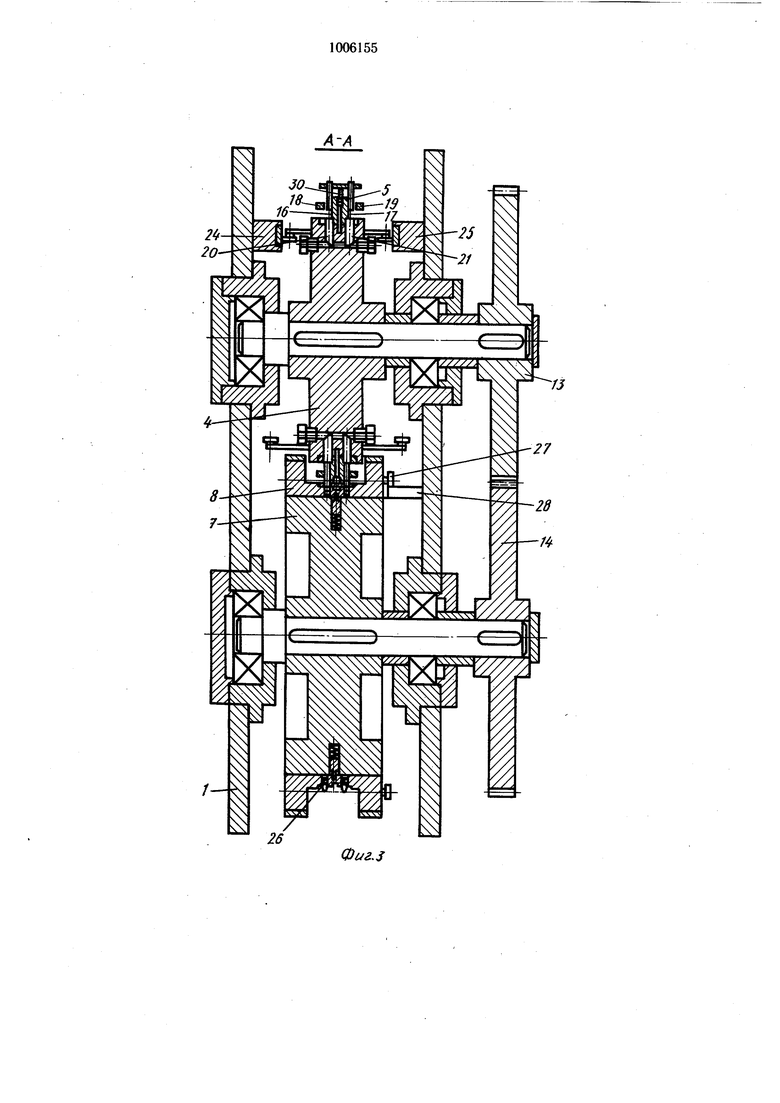
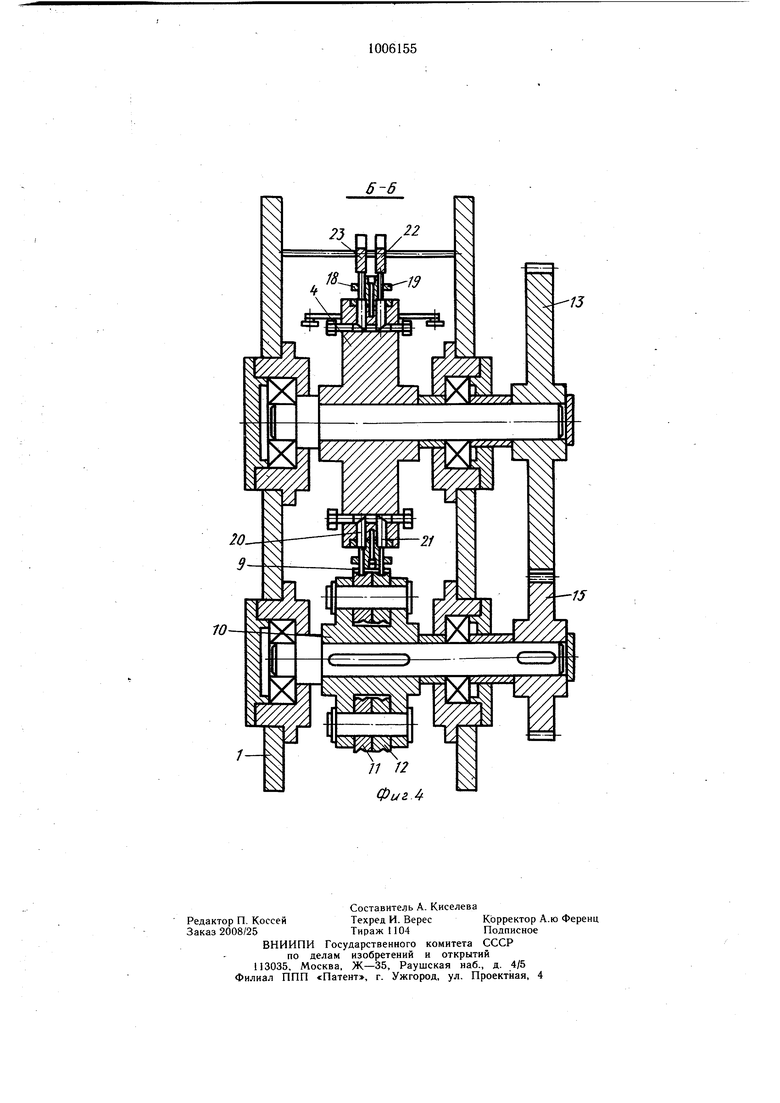
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - схема запрессовки валиков в пластину; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на .фиг. I.
Устройство содержит смонтированные на станине 1 загрузочные механизмы 2 и 3 для пластин и валиков соответственно, технологический ротор 4 с ложементами 5 для валиков 6, технологический ротор 7 с ложементами 8 для пластин 9, а также рабочий ротор 10 с установленными равномерно по окружности расклепывающими механизмами, выполненными в виде роликов 11 и 12. Роторы 4, 7 и 10 кинематически связаны между собой шестернями 13, 14 и 15. В ложементах 5 выполнены гнезда 16 и 17, в которых при помощи подпружиненных захватов 18 и 19 фиксируются валики 6, при этом их торцы упираются в регулируемые по высоте штифты 20 и 21. .Контроль валиков 6 по высоте и досылка их до упора торцами
в щтифты 20 и 21 обеспечивается досылателями 22 и 23. Управление работой подпружиненных захватов 18 и 19 осуществляется посредством копиров 24 и 25. Каждый 5 ложемент 8 установлен на боковой поверхности ротора 7 с возможностью поворота вокруг оси, при этом все оси ложементов 8 расположены от боковой поверхности ротора 7 на расстоянии, равном половине длины запрессовываемой части валиков 6. В ложементах 8 выполнены гнезда 26 для пластин 9, угловой шаг гнезд 26 равен угловому щагу гнезд 16 и 17, ложементов 5 ротора 4. Ложементы 8 поворачиваются вокруг своих осей посредством роликов 27,
5 контактирующих с копиром 28. Угловой щаг роликов 11 и 12 рабочего ротора 10 кратен угловому шагу гнезд 16 и 17. Для съема готовых изделий в лоток 29 служит нож 30. Устройство для сборки работает следующим образом.
0 Вращение от привода (не показан) передается на шестерню 15 ротора 10, связанную с шестерней 14 ротора 7 через щестерню 13 ротора 4.
При вращении ротора 4 подпружиненные захваты 18 и 19 наезжают на копиры 24 и 25, раскрываются и, съезжая с копиров, в момент, когда гнезда 16 и 17 ложементов 5 находятся под загрузочным механизмом 3, захватывают два валика 6 и фиксируют их в гнездах 16 и 17. Если валики 6, зафиксированные захватами 18 и 19, своими торцами не упираются в штифты 20 и 21, то досылатели 22 и 23 досылают их до упора.
Пластины 9, поступающие из загрузочного механизма 2 к ротору 7, западают в гнезда 26 ложементов 8.. При вращении роггора 7 ложементы 8 с пластиной 9 в гнезде 26 под действием роликов 27, контактирующих с копиром 28, поворачиваются вокруг своих осей в положение, при котором в момент касания валиками 6 пластины 9 отверстия пластины 9 соосны с валиками 6. Соосность валиков 6 с отверстиями пластины 9 достигается за счет того, что оси вращения ложементов 8 расположены выще
5 наружной поверхности пластины на расстоянии, равном половине длины запрессовываемой части валика.
При дальнейщем вращении роторов происходит полная запрессовка валиков 6 в пластину 9, при сохранении соосности отверстий пластины с валиками 6 за счет поворота ложемента 8 под действием роликов 27, контактирующих с копиром 28.
Пластина 9, запрессованная на валики 6, удерживаемые захватами 18 и 19, вращаясь вместе с ротором 4, выходит из гнезда 26 и изделие транспортируется ротором 4 к ротору 10, где торцы валиков, запрессованные в пластину, расклепываются роликами 11 и 12 ротора 10.
Затем захваты 18 и 19, удерживающие валики 6, раезжают на копиры 24 и 25, раскрываются и освобождают изделие. Готовое изделие пластиной 9 наезжает на ребро ножа 30, снимается с ротора 4 и падает в лоток 29. Цикл повторяется.
Предложенное устройство для сборки, преимущественно, вилки соединительного звена цепи, по сравнению с известным, позволяет автоматизировать производство высвободить рабочий персонал, повысить качество сборки и производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина | 1981 |
|
SU1038182A1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Автоматическая роторно-конвейерная машина для сборки пильных цепей | 1986 |
|
SU1409403A1 |
| МАШИНА ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТАРЫ | 1969 |
|
SU244677A1 |
| Загрузочное устройство | 1980 |
|
SU931367A1 |
| Устройство автоматической смены инструментальных блоков | 1986 |
|
SU1425030A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| Автомат для сборки болтов с шайбами | 1985 |
|
SU1349953A1 |
| Устройство для наполнения и сборки капсул | 1976 |
|
SU565667A1 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ преимущественно, вилки соединительного звена цепи, состоящего из. валиков и пластины, содержащее Загрузочные механизмы для пластин и валиков, приводные кинематически связанные между собой технологические роторы с ложементами соответственно для пластин и валиков, расположенными равномерно по окружности роторов, а также рабочий ротор, отличающееся тем, что, с целью повышения качества сборки и надежности устройства в работе, каждый ложемент для пластин установлен на боковой поверхности ротора с возможностью поворота относительно оси, при этом все оси ложементов для пластин расположены от боковой поверхности ротора на расстоянии, равном половине длины запрессовываемой части валиков. 2. Устройство по п. 1, отличающееся тем,, что оно снабжено расклепывающими механизмами, установленными на рабочем роторе равномерно-по окружности. (Л О5 ел сд
А-А
.J
6-6
13
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сборки деталей | 1976 |
|
SU596409A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРЕОБРАЗОВАТЕЛЬ «УГОЛ—КОД» | 0 |
|
SU389539A1 |
