Изобретение относится к автоматизации сборочных процессов в машиностроении и предназначено для сборки узлов изделий.
Известен автомат для сборки узлов, например болтов с шайбами, содержащий технологический ротор, рабочие органы которого, выполнены в виде подпружиненных штоков, контактирующих с кулачковым валом, загрузочные устройства под собираемые детали и лотки для подачи деталей на сборочные позиции po topa. Лотки для деталей снабжены специальными устройствами, обеспечивающими быструю переналадку автомата на подачу шайб различных типоразмеров l.
Недостаток указанного автомата заключается в том, что подача деталей , из загрузочных устройств осуществляется поштучно по лоткам, оснащенным целым рядом дополнительных механизмов для досьшки деталей и переналадки лотков для подачи деталей различных типоразмеров.
Цель изобретения -повьпцяние произеодительности за счет одновременной сборки нескольких комплектов деталей.
Это достигается тем, что в предлагаемом устройстве загрузочное устройство выполнено в виде кассеты с гнездами под собираемые детали, шаг которых соответствует угловому шагу рабочих органов. Штоки распопож ны в несколько рядов вдоль оси ротора, а для взаимодействия с гнездами кассеты на поверхности ротора соосно штоком установлены втулки.
Такое выполнение устройства обеспечивае при вращении р-отора одновременное соединение нескольких KONmjieKTOB деталей и тем самым повышение производительности.
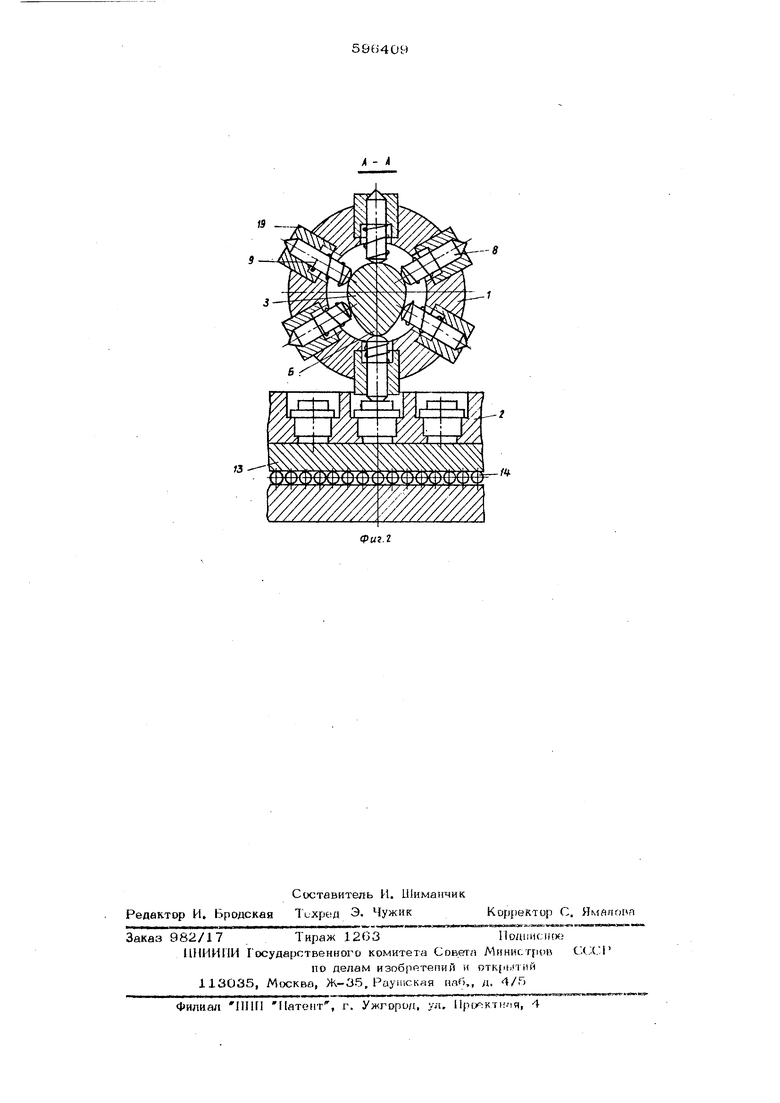
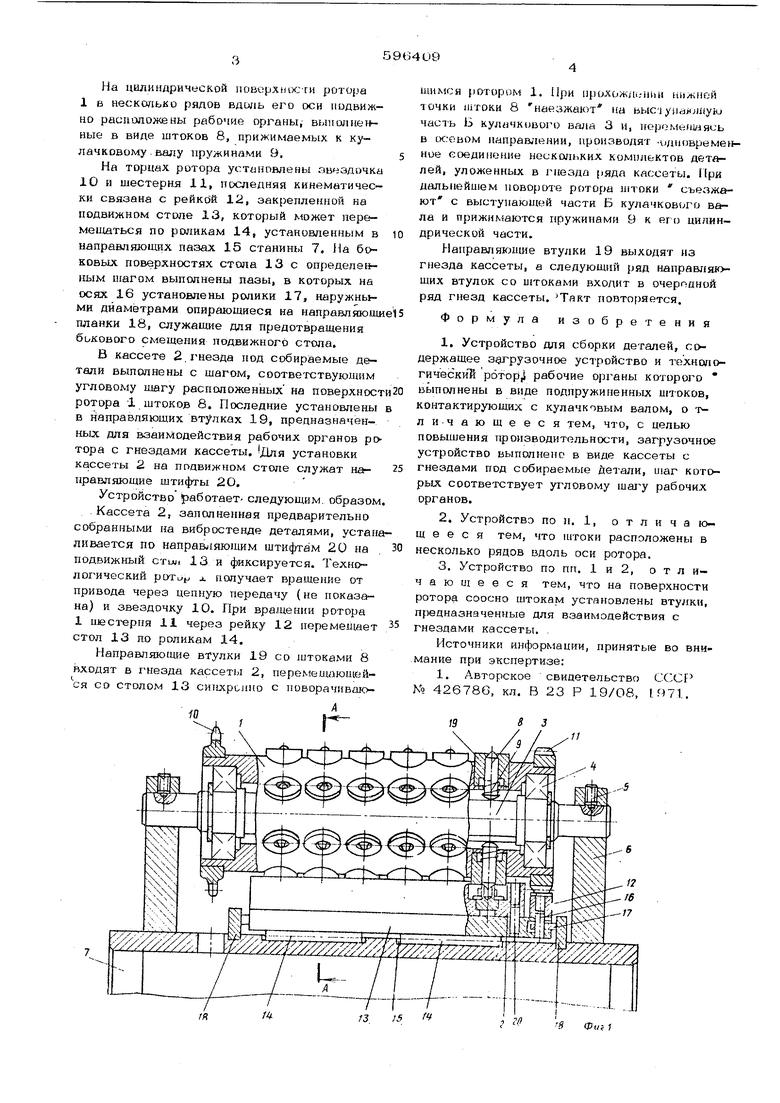
На фиг. 1 изображено предлагаемое устройство для сборки деталей, общий иид: на фиг. 2 - разрез А-А фиг. 1.
Устройство содержит технологический ротор 1 и загрузочное устройство, :вьтолненное в виде кассеты 2 с гнездами под собираемые детали.
Ротор 1 установлен на кулачковом валу 3 в подшипниках качения 4. Концы Кулачкового вала 3 закреплены стопорными винта .ми 5в стойках 6 станины 7. На цилиндрической iioBcpXHiXJ-ги ротора 1 в HecKwibKo рядов вдоль его оси подвижно расположены рабочие органы, выполненные в виде штоков 8, прижимаемых к кулачковому. валу пружинами 9, На торцах ротора установлены авездочка 10 и шестерня 11, последняя кинематически связана с рейкой 12, закрепленной на подвижном стопе 13, который может перемешаться по роликам 14, установленным в направляющих пазах 15 станины 7. На 6t ковых поверхностях стола 13с определенным шагом выполнены пазы, в которых на осях 16 установлены ролики 17, наружнььми диаметрами опирающиеся на направляющ планки 18, служашие для предотвращения бокового смещения подвижного стола. В кассете 2, гнезда под собираемые детали выполнены с шагом, соответствующим угловому шагу расположенных на поверхнос ротора 1 штоков 8. Последние установлены в направляющих втулках 19, предназначенкых. для взаимодействия рабочих органов ро тора с гнездами кассеты. Для установки кассеты 2 на подвижном столе служат напраыиаощие штифты 2О, Устройство |работаеТ следующим, образом Кассета 2, заполненная предварительно собранными на вибростенде деталями, ycTa ливается по нaпpaвJIЯЮШИм штифтам 20 на подвижный стил 13 и фиксируется. Технологический роти J. получает вращение от привода через цепную передачу (не показана) и звездочку 10. При вращении ротора 1 11 через рейку 12 перемещае стол 13 по роликам 14. Направляющие втулки 19 со штоками 8 входят в гнезда кассет Л 2, перемещающейЪя со столом 13 синхронно с поворачиваю 1 нмся JOTOpoM 1. При ирохож/и.Иии нижной очки штоки 8 наезжают на ьысчупйюи(ую часть Б кулйчкивого вала 3 и, иеромелиясь в (юевом направлении, производят .идиовременное соединение нескольких комплектов деталей, уложенных в гнезда ряда кассеты. Мри дальнейшем повороте ротора лпоки съезжают с выступающей части Б кулачкового вала и прижимаются г ружинами 9 к его цилиндрической части. Направляющие втулки 19 выходят из гнезда кассеты, а следующий ряд направляющих втулок со штоками входит в очерпдной ряд гнезд кассеты. Такт повторяется. Формула изобретения 1.Устройство для сборки деталей, содержащее з рузочное устройство и техналогический ротору рабочие органы которого выполнены Б виде подпружиненных штоков, контактирующих с кулачковым валом, о тл и-чающееся тем, что, с целью повышения производительности, загрузочное устройство выполнено в виде кассеты с гнездами под собираемрле детали, шаг которых соответствует утловому рабочих органов. 2.Устройства по п. 1, о т л и ч а ю- щ е е с я тем, что штоки расположены в несколько рядов вдоль оси ротора. 3.Устройство по пп. 1 и 2, отличающееся тем, что на поверхности ротора соосно штокам установлены втулки, предназначенные для взаимодействия с гнездами кассеты. . Источники информации, принятые во вни,мание при экспертизе; 1. Авторское свидетельство CCCF № 426786, кл. В 23 Р 19/08, 1П71.. S фиг Г
19
-8
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1977 |
|
SU737188A1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сборки фильтров | 1978 |
|
SU772792A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| АВТОМАТ ДЛЯ СБОРКИ БОЛТОВ С ШАЙБАМИ | 1971 |
|
SU426786A1 |
| Автомат для сборки деталей | 1979 |
|
SU831490A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |