Изобретение относится к станкостроению, а именно к агрегатным станкам с устрЬйствами контроля отверстий.
Известен агрегатный станок, содержащий силовые головки, размещенные на станине, делительный стол с зажимными приспособлениями и устройство контроля отверстий, включающее контролирующий и сигнализирующий узлы IJ.
Однако в известном станке отвод и подвод контролирующего узла производится после обработки, что увеличивает время цикла станка и снижает его производительность вследствие дополнительных ходов, соверщаемых контролирующим узлом. Необходимость в дополиительных ходах вызвана тем, что щупы смонтированы в плите
контрольного устройства и во время обработки они совместно с контрольной плитой должны быть выведены из зоны обработки для возможности прохода режущих инструментов.
Целью изобретения является повышение производительности станка.
Поставленная цель достигается тем, что в агрегатный станок, содержащий силовые головки, размещенные на станине, делительный стол с зажимными приспособлениями и устройство контроля отверстий, включающее контролирующие и сигнализирующие узлы, введены толкатель и копир, установленный на станине, а контролирующие узлы расположены на делительном столе в каждом зажимном приспособлении и кинематически связаны с толкателем, установленным с возможностью взаимодействия с копиром, при этом сигнализирующие узлы размещены на станине между силовыми головками.
На фиг. 1 изображен предлагаемый станок, вид спереди; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Агрегатный станок содержит станину 1, силовой стол 2, щпиндельную коробку 3 с режущими инструментами 4, делительный стол 5, зажимное приспособление 6 с прихватами 7 и 8 для зажима обрабатываемой детали 9. В приспособлении 6 на делительном столе 6 смонтированы щупы Ш контролирующего узла для контроля наличия отверстий в обрабатываемой детали, которые объединены плитой 11, скалка 12, рычаг 13 на оси 14, толкатель 15 с роликом 16, пружина 17. Ролик 16 контактирует с копиром 18, закрепленным неподвижно вне приспособления на тружкосборнике 19 станины 1. Для контроля наличия отверстий в обрабатываемой детали на станке между силовыми головками предусмотрены торцовые бесконтактные конечные выключатели 20, являющиеся сигнализирующим узлом контрольного устройства, смонтированные на кронштейнах 21.
Агрегатный станок применительно к обработке дисков сцепления работает следующим образом.
Обрабатываемая деталь 9 устанавливается на загрузочной позиции I (фиг. 2) в приспособление 6 и зажимается прихватами 7 и 8. Делительный стол 5 переносит деталь 9 совместно с приспособлением 6
0 на позицию II, где производится сверление отверстий. При переносе детали 9 на позицию III ролик 16 скользит по копиру 18, так как пружина 17 все время поджимает толкатель 15 к копиру. При перемещении толкателя 15 влево рычаг 13 поворачивается на оси 14 по часовой стрелке и перемещает скалку 12 и плиту 11 со щупами 10 вверх, вводя щупы 10 в просверленные на позиции II отверстия в обрабатываемой детали 9. При наличии отверстий в детали 9
0 щупы 10 проходят сквозь деталь, при этом включается конечный выключатель 20, сигнализирующий о наличии отверстий. При поломке сверла в детали 9 будет отсутствовать обрабатываемое отверстие и щуп 10 не сможет пройти сквозь деталь и будет
5 упираться в последнюю, при этом толкатель 15 с роликом 16 теряет контакт с копиром 18 и конечный выключатель 20 не срабатывает, что соответствует поломке сверла. Таким образом, будет подана команда о браке и станок отключается.
0 Контроль наличия отверстий между позициями III-IV и IV-I производится аналогично. Профиль копира 18 выполняется таким, что толкатель 15 имеет максимальный ход в середине между рабочими позициями, при этом обеспечивается ввод щупов 10 на всю длину просверленных отверстий. На рабочих позициях форма копира 18 обеспечивает вывод щупов 10 из обрабатываемой детали так, что щупы не мешают последующей обработке проконтролирован0 ных отверстий.
В результате использования изобретения по сравнению с известным станком увеличивается производительность станка, так как контроль наличия просверленных отверстий осуществляется во время перемещения обрабатываемой детали, следовательно, из цикла станка исключается время на контроль; расширяются технологические возможности, так как не требуется отдельной позиции или места для установки контрольного устройства, ибо оно смонтировано в приспособлении станка; упрощается конструкция станка, так как для перемещения контрольных щупов не требуется отдельный привод, например гидроцилиндр. Роль привода выполняет пружина и неподвижный
копир.
диВА
Фиг. 2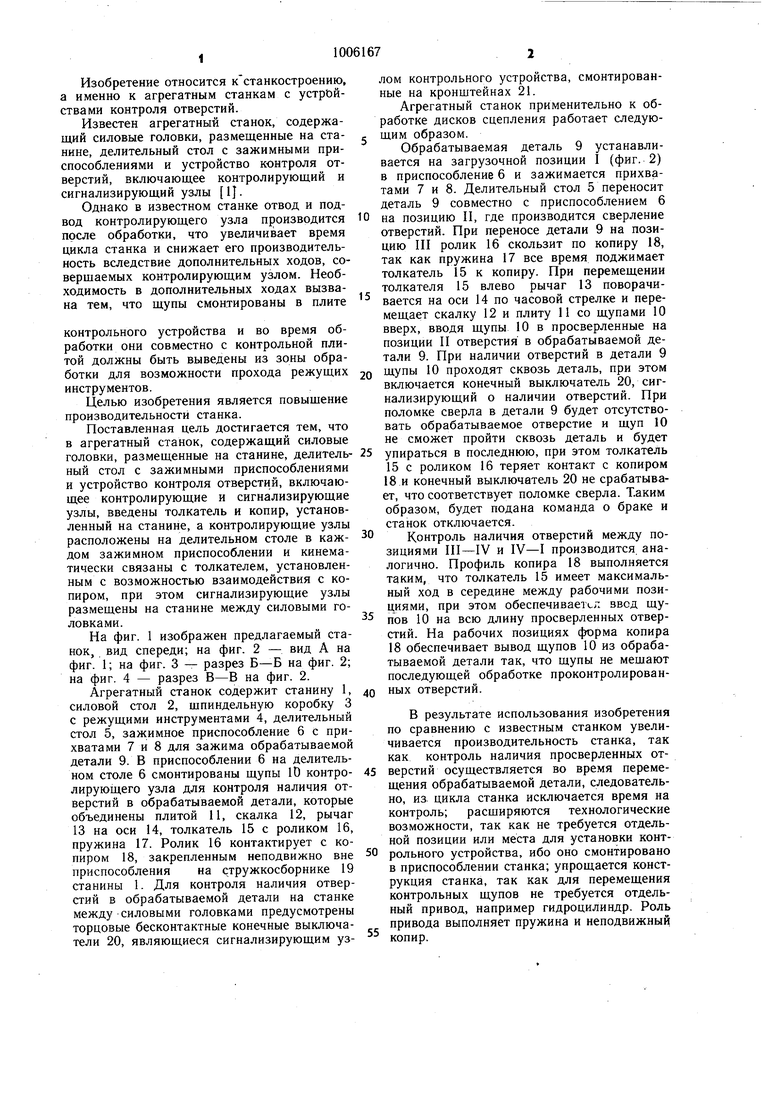
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1990 |
|
SU1754420A1 |
| Устройство к многошпиндельному резь-бОНАРЕзНОМу СТАНКу | 1978 |
|
SU795885A2 |
| Устройство для контроля наличия просверленных отверстий | 1983 |
|
SU1133043A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Устройство к многошпиндельномуРЕзьбОНАРЕзНОМу СТАНКу | 1977 |
|
SU795884A2 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Многопозиционный станок | 1985 |
|
SU1263498A1 |
| Устройство к многошпиндельному резьбонарезному станку | 1971 |
|
SU462698A1 |

АГРЕГАТНЫЙ СТАНОК, содержащий силовые головки, размещенные на станине, делительный стол с зажимными приспособлениями и устройство контроля отверстий, включающее контролирующие и сигнализирующие узлы, отличающийся тем, что, с целью повыщения производительности, станок снабжен толкателями и копиром, установленными на станине, а контролирующие узлы расположены на делительном столе в каждом зажимном приспособлении и кинематически связаны с толкателем, установленным с возможностью взаимодействия с копиром, при этом сигнализирующий узел размещен на станине между силовыми головками. (Л О5 а 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вороничев Н | |||
| М | |||
| и др | |||
| Автоматнческие линии из агрегатных станков | |||
| М., «Машиностроение, 1979, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
