СО
:о
4ii
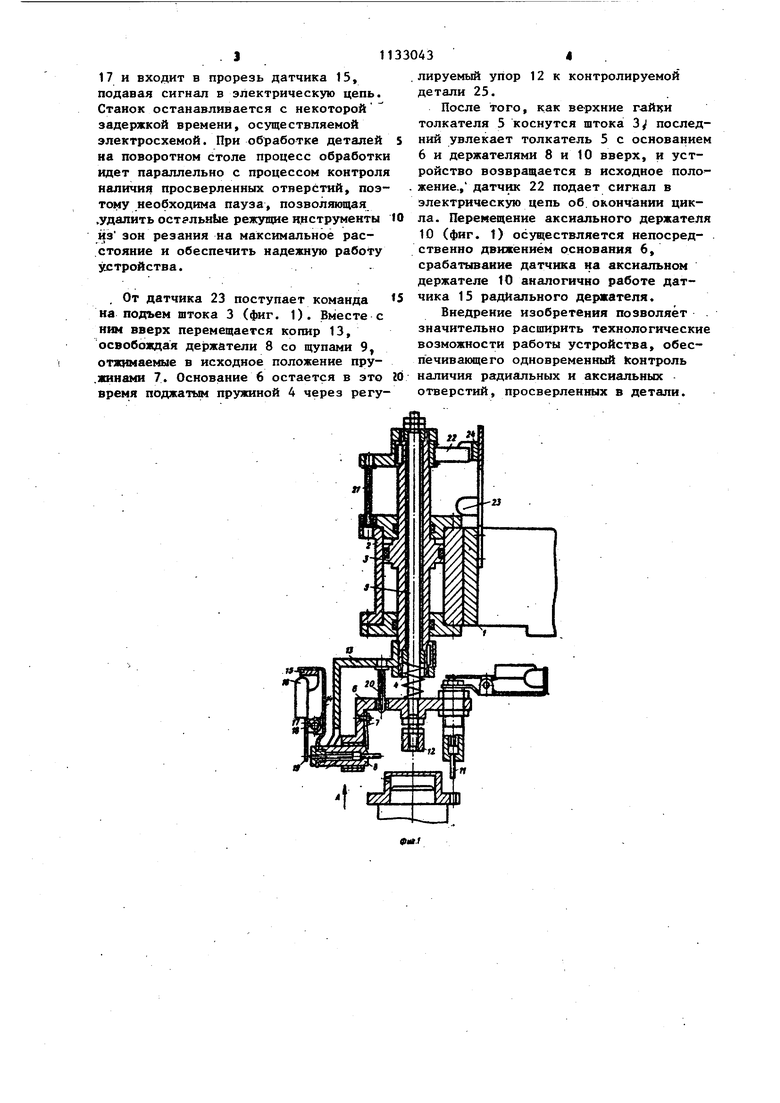
САЭ Изобретение относится к станкостроению и может использоваться при обработке отверстий на агрегатных станках. Известны устройства контроля нали чия просверленных отверстий в деталях, представляющие собой щуп или группу параллельных щупов, перемещаемых от привода и установленных на подпружиненном несущем элементе. Устройство содержит щупы, установ ленные на плите подпружиненной пинол с возможностью поступательного перемещения от гидроцилиндра flj. Однако известное устройство не rtoзвoляeт производить одновременный контроль наличия просверленных радиальных и аксиальных отверстий. Целью изобретения является расширение технологических возможностей устройства, а именно осуществление контроля наличия просверленных радиальных и аксиальных отверстий. Эта цель достигается тем, что в устройстве, содержащем датчики и связанные с приводной от гидроцилинд ра двустороннего действия плитой контрольные щупы, во внутренней полости штока гидроцилиндра установлен с возможностью осевого перемещения подпружиненный с одной стороны толк тель, на конце которого установлено основание с подвижными подпружикенными радиальными держателями щупов и неподвижными аксиальными держателя ми щупов и регулируемый упор, ограничивающий осевое перемещение тольк теля при своем контакте с контролируемой деталью, причем на конце двустороннего штока смортированы копиры, взаимодействующие с радиальными держателями щупов при контакте упор толкателя с контролируемой деталью, при этом установлены с возможностью перемещения относительно держателей и взаимодействия с датчиками. На фиг. 1 представлено устройство для контроля наличия просверленных отверстий, вертикальный разрезу на фиг. 2 - вид А на фиг. 1; на фиг. 3 ;вид Б на фиг. 2, ЩУп показан в конт ролируемом отверстии на фиг. 4 то же, устройство в момент подачи сигнала в электрическую печь. Устройство контроля наличия просверленных отверстий содержит (фиг. кронштейн 1 с закрепленным на нем 432 гидроцилиндром 2, внутри которого перемещается двусторонний шток 3 с установлейным в 1утри штока и подпружиненным с одной стороны пружиной 4, толкателем 5, несущим основание 6, на котором смонтированы подвижные| подпружиненные пружинами 7 радиальные держатели 8, со щупами 9 и неподвижные аксиальные держатели 10 со щупами 11, а также взаимодействующий с контролируемой деталью регулируемый упор 12. Копир 13, закрепленный на штоке, всходит вертикальными пазами на радиальные держатели 8, с которыми связаны скобы 14 с датчиками 15 и взаимодействующие с последними лепестки 16, установленные на подпружиненных пружинами 17 осях 18 . рычагах 19. Со штоком 3 жестко связаны направляющие скалки 20 и 21, а на кронштейне 1 закреплены датчики 22 и 23, взаимодействующие с лепестком 24. Контролируемая деталь 25 Установлена в зажимное устройство поворотного стола. Устройство работает следующим образом. . При подаче масла в верхнюю полость цилиндра 2 двусторонний шток 3 начинает пе ремещаться вниз вместе с копиром 13 (фиг. 1), скалками 20 и 21 и лепестком 24. Одновременно перемещается вниз подпружиненный пру жиной 4 толкатель 5 с установленным на нем основанием 6, держателями 8 и 10, щупами 9 и 11, регулируемым упором 12, скобами 14, датчиками 15, лепестками 16, пружинами 17, осями 18 и рычагами 19. При достижении упором 12 контролируемой детали 25 толкатель 5 с основанием 6 останавливается, шток 3, продолжая движение, сжимает пружину 4,/одновременно на выступы радиальных держателей надвигаются вертикальные пазы копира 13, наклонные поверхности которого толкают радиальные держатели 8 со щупами 9 к центру детали 25. В конце хода штока 3 все радиальные и аксиальные щупы входят в контролируемые отверстия (фиг. 3). В случае отсутствия отверстия или поломки инструмента (.фиг. 4) держатель 8 копиром 13 перемещается вправо, в то время как шуп9 неподвижен, т.е. держатель 8 перемещается относительно щупа, и лепесток 16, закрепленный на рычаге 19, поворачивается на оси 18, сжимает пружину 17 и входит в прорезь датчика 15, подавая сигнал в электрическую цепь. Станок останавливается с некоторой задержкой времени, осуществляемой электросхемой. При обработке деталей на поворотном столе процесс обработки идет параллельно с процессом контроля наличия просверленных отверстий, поэтому необходима пауза, позволяющая .удалить остальные режущие инструменты из зон резания на максимальное расстояние и обеспечить надежную работу улстройства.. От датчика 23 поступает команда на подъем штока 3 (фиг. 1). Вместе с ним вверх перемещается копир 13, освобождая держатели 8 со щупами 9 отжимаемые в исходное положение пру.жинами 7. Основание 6 остается в это время поджать1м пружиной 4 через регу1434 лируемый упор 12 к контролируемой детали 25. После того, как верхние гайки толкателя 5 коснутся штока 3 последний увлекает толкатель 5 с основанием 6 и держателями 8 и 10 вверх, и устройство возвращается в исходное положение., датчик 22 подает сигнал в электрическую цепь об. окончании цикла. Перемещение аксиального держателя 10 (фиг. 1) осуществляется непосред- . ственно движением основания 6, сраба-люание датчика на аксиальном держателе 10 аналогично работе датчика 15 радиального дв1 жатепя. Внедрение изобретения позволяет значительно расширить технологические возможности работы устройства, обеспечивающего одновременный Контроль наличия радиальных и аксиальных отверстий, просверленных в детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля обрабатываемых отверстий | 1984 |
|
SU1192910A1 |
| Устройство для контроля обрабатываемых отверстий | 1982 |
|
SU1065108A1 |
| Агрегатный станок | 1982 |
|
SU1006167A1 |
| Устройство к многошпиндельномуРЕзьбОНАРЕзНОМу СТАНКу | 1977 |
|
SU795884A2 |
| Устройство для сверления отверстий | 1987 |
|
SU1504011A1 |
| Устройство для установки упругих колец | 1991 |
|
SU1797553A3 |
| Устройство для установки упругих колец | 1983 |
|
SU1117179A1 |
| Агрегатный станок | 1990 |
|
SU1754420A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Ориентирующее устройство | 1989 |
|
SU1761437A1 |

УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАЛИЧИЯ ПРОСВЕРЛЕННЫХ,ОТВЕРСТИЙ, содержащее датчики и связанные с при- , водной от гидроцилиндра двустороннего действия плитой контрольные щупь1, о-тличающееся тем, что, с целью расширения технологических возможностей путем обеспечения возможности одновременного контроля радиальных и аксиальных отверстий. (,: 6В§Л;НЬ:;.Л в штоке гидроцилиндра в полости, выполненной в штоке гидроцшшндра, установлен с возможностью осевого перемещения подпружиненный с одной стороны толкатель, на конце которого установлено основание с подвижными подпружиненными радиальными держа.телями щупов и неподвижными аксиальными держателями щупов и регулируемый упор, ограничивающий осевое перемещение толкателя при своем контакте с контролируемой деталью, причем на конце двустороннего штока смонтированы копиры, взаимодействую1цие с радиальными держателями щупов при контакте упора толкателя с контролируемой (Л деталью, при этом щупы установлены с возможностью перемещения относительно .держателей и взаимодействия с датчиками. 2
ВидВ
15
Видб
13
фигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контроль состояния режущих инструментов на металлорежущих станках | |||
| Обзор НИИМАШ, сер | |||
| C-II, М., 1971, -с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
