(54) УСТРОЙСТВО К МНОГШтиНДЕЛЬНОМУ РЕЗЬБОНАРЕЗНОМУ СТАНКУ
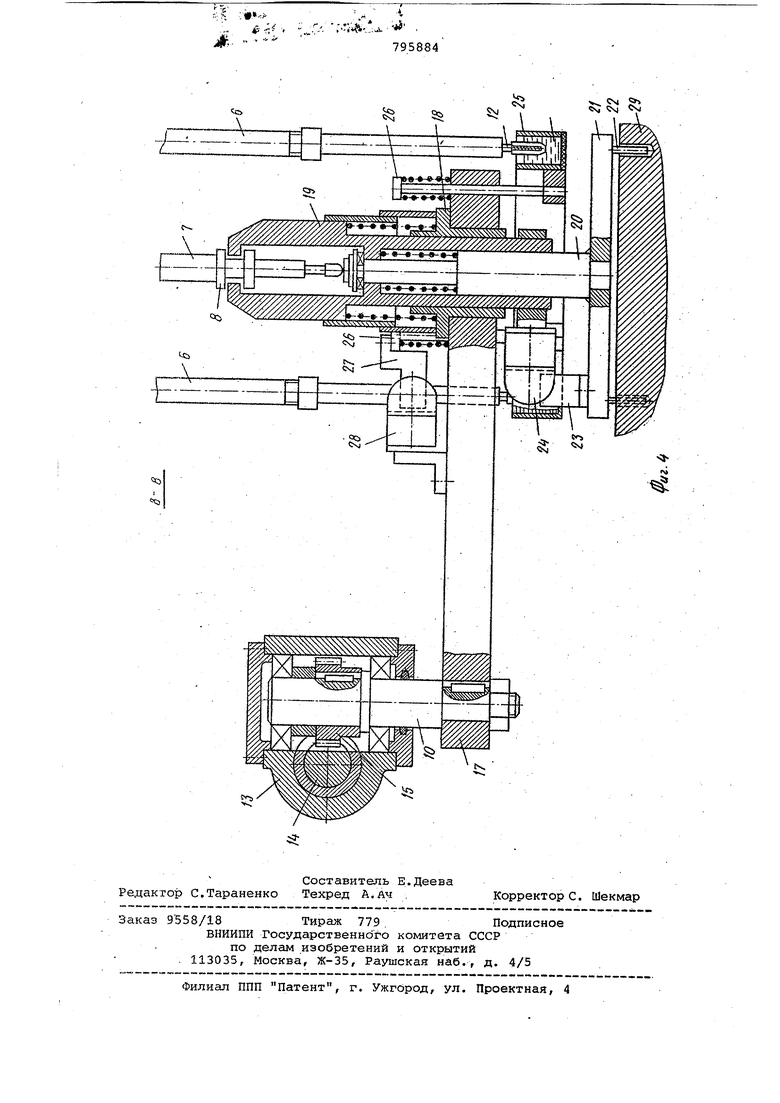
закреплен в кронштейне 11, расположенном на стойке 3 параллельно оси резьбонарезных шпинделей б, в которых закреплены инструменты 12.
Контрольный механизм 9 состоит из корпуса 1-3, в котором смонтиро- . вана рейка 14, находящаяся в постоянном зацеплении с зубчатым колесом 15, жестко сидящим на валу 10. Для переещения рейки 14 на стойке 3 имеется илиндр 16. На валу 10 также закреп- .« ен кронштейн 17, в расточке которого находится втулка.18. Во втулке расположен захват 19 с размещенной в нем подпружиненной скалкой 20, на конце которой жестко зак зеплена плита 21 со щупами 22, число которых соот- IS ветствует числу контролируемых отверстий.
На плите 21 установлен упор-лепесток 23 бесконтактного путевого переключателя 24.20
Между ПЛИТОЙ 21 и кронштейном 17 установлен резервуар 25, который взаимодействует с кронштейном 17 с помсидью подпружиненных толкателей 26. Резервуар наполнен смазочно-охлаждающей е жидкостью.
На одном из нескольких толкателей закреплен упор-лепесток 27 бесконтактного путевого переключателя 28, которые предназначены для автоматического ,. определения наличия требуемого уровня ® поверхности смазочно-озшаждающей жидкости в резеруаре 25. ,
Отверстия в детали 29 контролируются щупами 22 и обрабатываются инструментами 12,
Резьбонарезной станок работает следующим образом.
В исходном положении подкатной стол 4 с многошпиндельной головкой 5 находится в крайнем верХне 4 положении,4Q а контрольный механизм 9 с резервуаром 25 - вне зоны резания. Резервуар 25 заполнен смазочно-охлаждающей жидкостью до определенного уровня, а упор-лепесток 27 замыкает путевой j переключатель 28.
От цилиндра 16 через реечную передачу 14-15 кронштейн 17 поворачивается и захват 19 входит в згщепленяе с муфтой 8. Включается вращение резьбо- -л нарезных шпинделей-копиров, которые начинают перемещаться в направлении обрабатываемой детали 29, и инструмен-. ты 12 погружаются в смазочно-охлаждающу жидкость в момент контроля наличия и глубины отверстий этой обрабатывав- мой деа-али. При этом шпиндель-копир 7, связанный муфтой 8 с захватом 19, перемещает скалку 20 и плиту 21 ср щупами 22., которые входят в просверленные отверстия. После чего дается команда на реверс резьбонарезных шпинделей 6- и шпинделя-копира 7, а щупы 22 выводятся из контролируелвлх отверстий, а инструменты 12 выводятся из смазочно-охлаждающей жидкости. 5
Прн отсутствии или недостаточной глубине одного из контролируемых отверстий щуп 22 упирается в обрабатыемую деталь 29, а так как захват 19 с резьбонарезными шпинделями 6 и шпиделем-копиром 7 продолжают двигаться вперед, происходит закикание бесконтактного путевого переключателя 24 и дается сигнал на выключение станка
После контроля налиЧия и глубины отверстий в детали 29, а также смазывания и охлаждения инструментов 12, цилиндр 16 через реечную передачу 14|15 отводит сонтрольный механизм 9 с резервуаром 25 и подпружиненными толкателями : 26 в исходное положение.
В случае, если все отверстия просверлены на требуемую глубину, осуществляется второй рабочий ход резьбонарезных шпинделей 6, при котором платформа родкатного стола 4 подводи многошпиндельную головку 5 к обрабатываемой детали 29 - происходит процесс резьбонарезания, по окончании которого подкатный стол 4 отводит многсшпиндельную головку 5 в исходно положение.
При третьем рабочем ходе производится контроль наличия резьбы в отверстиях, а также смазывание и охлаждение инструментов. Этот процесс происходит аналогично контролю наличия отверстий и смазыванию и охлаждению инструментов после сверления.
Подпружиненные толкатели поднимают резервуар по мере расходования смазочно-охлаждакяцей жидкости-, что позволяет обеспечивать ее постоянный уровень,.
Одновременно с резервуаром 25 и толкателями 26 постепенно поднимается упор-лепесток 27.
После израсходования предельно допустимого объема смазочно-охлаждающей жидкости упор-лепесток поднимается в крайнее верхнее положение происходит размыкание бесконтактного путевого переключателя 28 и даетсясигчал на дозаправку резервуара 25 смазочно-охлё1ждающей жидкостью.
Формула изобретения
Устррйство к многошпиндельному резьбонарезному станку по авт.св. № 462698, отличающееся тем, что, с целью повышения производительности обработки, устройство снабжено установленным между плитой и кронштейном с возможностью перемещения резервуаром со смазочно-охлаждакяцей жидкостью и размещенными в кронштейне подпружиненными толкателями, контактирующими с резервуаром,
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 462698, кл. В 23 б 15/04, 1971,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к многошпиндельному резь-бОНАРЕзНОМу СТАНКу | 1978 |
|
SU795885A2 |
| Устройство к многошпиндельному резьбонарезному станку | 1971 |
|
SU462698A1 |
| Устройство к многошпиндельному резь-бОНАРЕзНОМу СТАНКу | 1978 |
|
SU795779A2 |
| Устройство для контроля целостности инструмента | 1979 |
|
SU774823A1 |
| Резьбонарезная головка | 1986 |
|
SU1371810A1 |
| Многошпиндельная сверлильная головка | 1982 |
|
SU1047614A1 |
| Инструментальный магазин | 1983 |
|
SU1148754A1 |
| Шпиндельный узел резьбонарезного станка | 1975 |
|
SU650742A1 |
| Устройство для контроля наличия просверленных отверстий | 1983 |
|
SU1133043A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |

№
25
6-B
fpm. 3
