На плите 19 установлен упор-лепесток 21 бесконтактного путевого переключателя 22.
Резьбонарезной станок работает следующим образом.
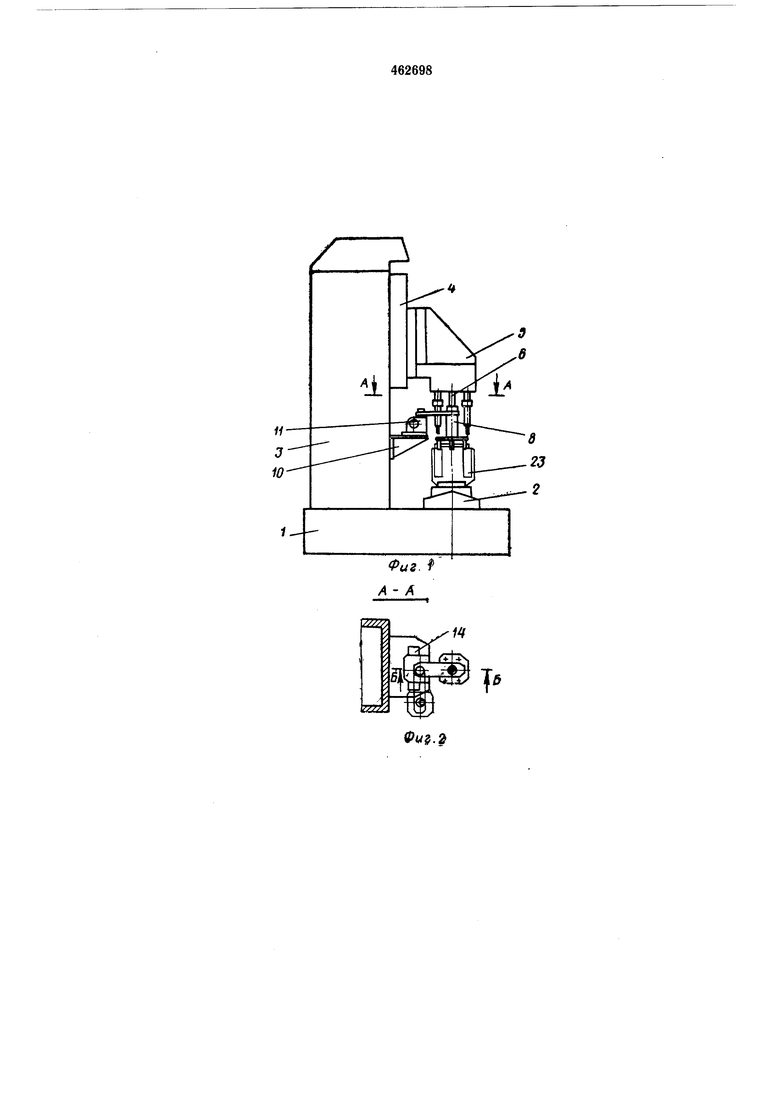
В исходном положении подкатный стол 4с резьбонарезной головкой 5 находятся в крайнем верхнем положении, а контрольное устройство 8 - вне зоны резания.
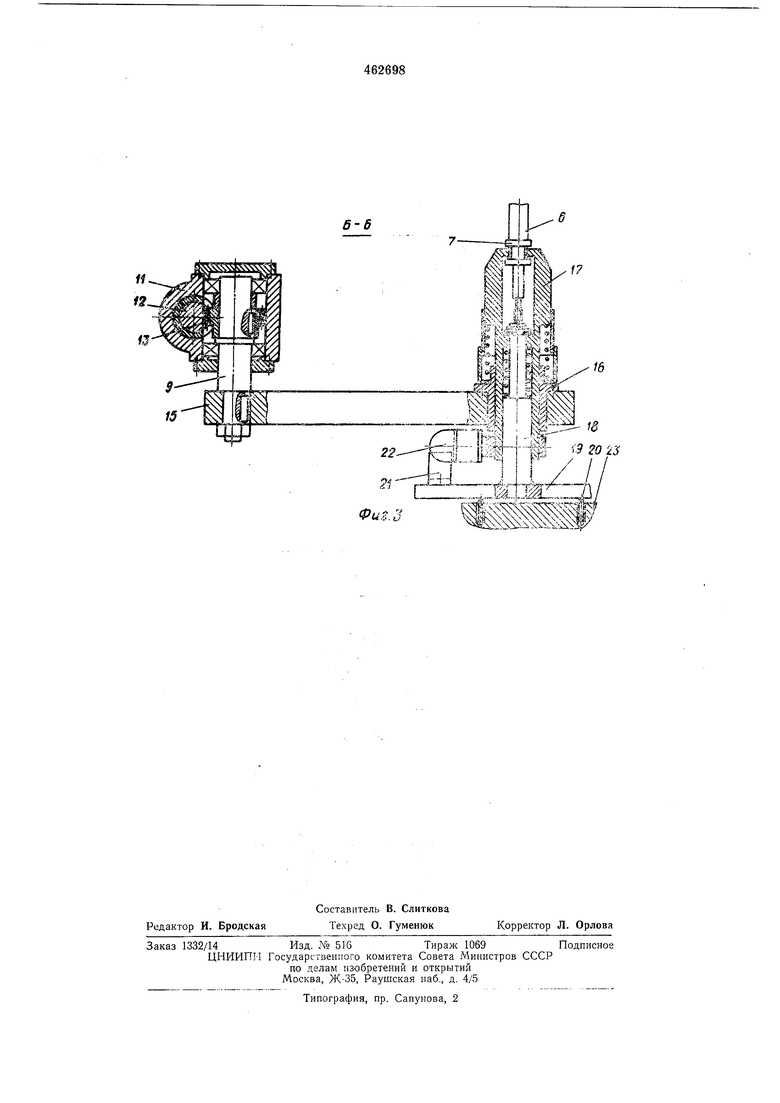
От цилиндра 14 через реечную передачу кронштейн 15 поворачивается, и захват
17входит в зацепление с муфтой 7. Включается вращение резьбонарезных шпинделей-копиров, которые начинают поступательно перемещаться в направлении обрабатываемой детали. При этом шпиндель-копир 6, связанный муфтой 7 с захватом 17, перемещает скалку
18и плиту 19 со щупами 20, которые входяг в просверленные отверстия. После чего дается команда на реверс шпинделей-копиров, и щупы 20 выводятся из контролируемых отверстий.
При отсутствии или недостаточной глубине одного из контролируемых отверстий щуп 20 упирается в обрабатываемую деталь 23, а так как захват 17 со шпинделем 6 продолжает двигаться вперед, происходит замыкание путевого переключателя 22 и дается сигнал на выключение станка.
После контроля наличия и глубины отверстия цилиндр 14 через реечную передачу 12- 13 отводи ктонтрольное устройство в исходное положение.
В случае, если все отверстия просверлены на требуемую глубину, осуществляется второй
рабочий ход шпинделя, при котором платформа подкатного стола 4 подводит резьбонарезную головку 5 к обрабатываемой детали 23 - происходит процесс резьбонарезания, по окончании которого подкатный стол 4 отводит резьбонарезную головку 5 в исходное положение.
При третьем рабочем ходе производится контроль наличия резьбы в отверстиях (поломка метчиков). Это процесс происходит аналогично контролю наличия отверстий после сверления.
Предмет изобретения
Устройство к многошпиндельному резьбонарезному станку для контроля наличия и глубины отверстий в обрабатываемой детали до и после резьбонарезания посредством щуповкалибров, отличающееся тем, что, с целью использования шпинделя станка в качестве привода устройства, последнее соединено посредством муфты с одним из шпинделей станка и выполнено в виде корпуса с рейкой, находящейся в постоянном зацеплении с зубчатым колесом, жестко сидящим на валу, закрепленном в установленном на станине станка параллельно оси резьбонарезных шпинделей кронштейне и снабженном планкой, в расточке которой помещена втулка с расположенным в ней захватом, связанным через подпружиненную скалку с плитой, несущей щупыкалибры.
Т
Фи.Э U Ш .щ ip5 rii| -mЛ- -Ът- - г ;92023 / I I jji 5 f ;rEHJ,,.-/ / 111:....,. .. .TTJiit
Физ.З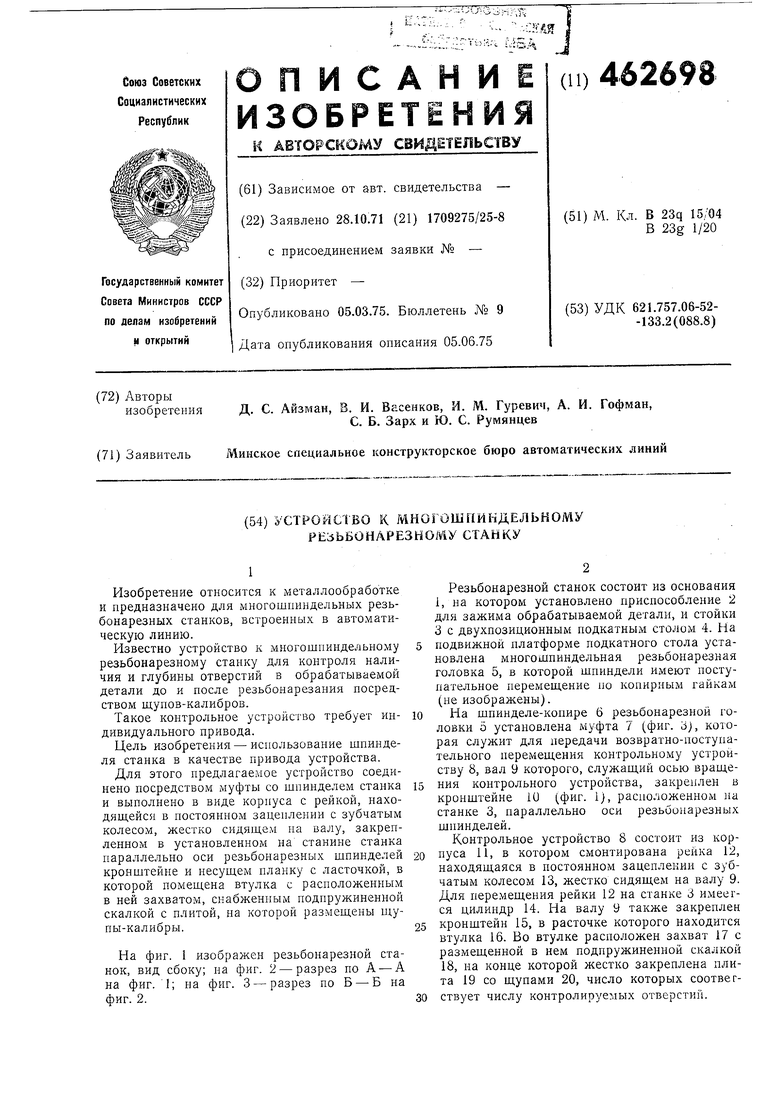
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к многошпиндельномуРЕзьбОНАРЕзНОМу СТАНКу | 1977 |
|
SU795884A2 |
| Устройство к многошпиндельному резь-бОНАРЕзНОМу СТАНКу | 1978 |
|
SU795885A2 |
| Устройство к многошпиндельному резь-бОНАРЕзНОМу СТАНКу | 1978 |
|
SU795779A2 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Многошпиндельная головка | 1977 |
|
SU727347A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Металлорежущий станок | 1981 |
|
SU1053989A1 |