Изобретение относится к технологии обработки высокоточных отверстий в точном машино- и приборостроении, в частности к технологии обработки прецизионных деталей топливной аппаратуры.
Известен притир для доводки цилиндрических отверстий, содержащий установленную на разжимной конической игле разрезную втулку с криволинейными канавками на рабочей поверхности, предназначенными для перемещения по ним абразив.ной суспензии 1.
Однако ввиду того, что в процессе доводки глухого отверстия не вся поверхность отверстия находится в постоянном контакте с притиром, а именно, в зоне обрабатываемого отверстия на длине а контакт между отверстием и притиром осуществляется периодично и съем металла здесь меньше, чем в остальной зоне обработки, то нанесение системы криволинейных канавок с постоянной относительной площадью канавок FK на притир для доводки глухих отверстий не обеспечивает жестких требований по конусности обрабатываемого отверстия.
Целью изобретения является повыщение точности обработки глухих отверстий.
Поставленная цель достигается тем, что притир, содержащий установленную на разжимной конической игле разрезную втулку с криволинейными канавками на рабочей поверхности, выполненными с переменной относительной площадью, причем на участке длиной, равной длине постоянного контакта с обрабатываемой деталью, относительная площадь канавок в 1,2-1,8 раза меньше, чем на остальной рабочей поверхности.
Таким образом, интенсивность съема металла с обрабатываемой поверхности находится в обратной зависимости от величины относительной площади канавок. Такое распределение микрорельефа по поверхности притира позволяет увеличить съем
металла в зоне переменного контакта отверстия с притиром по отношению к съему в остальной зоне отверстия и тем самым обеспечивает равномерный съем металла со всей обрабатываемой поверхности.
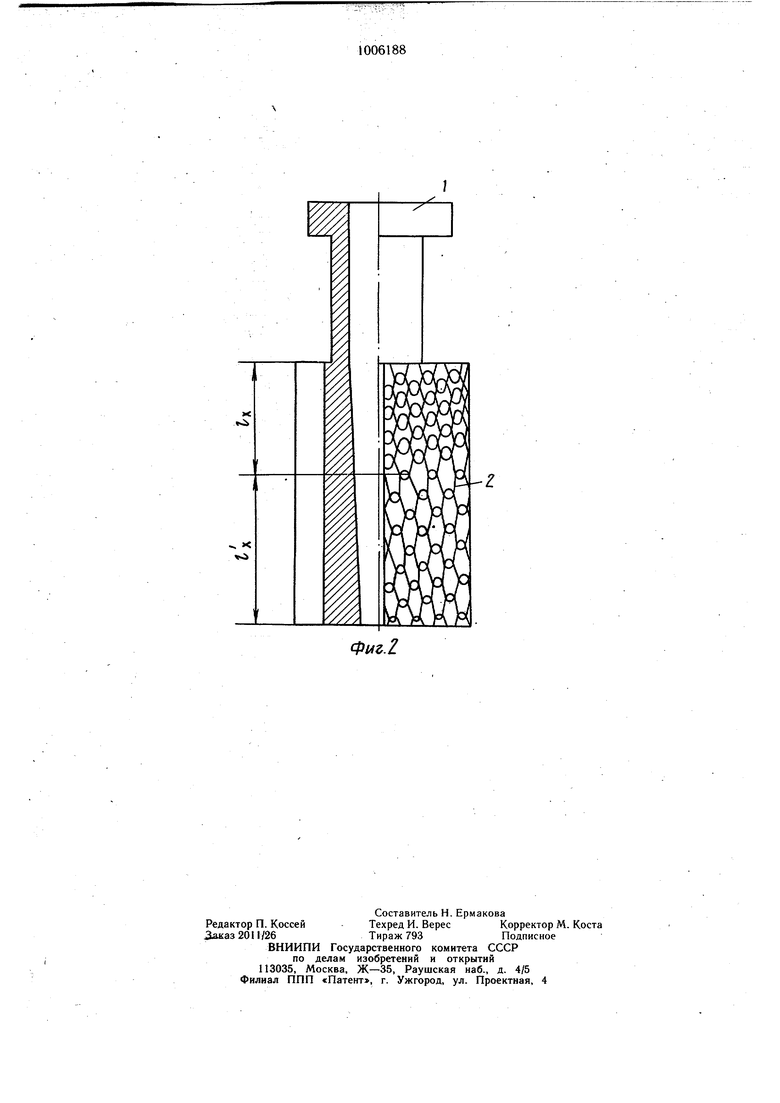
На фиг. 1 показан притир в разрезе; на фиг. 2 - микрорельеф на рабочей поверхности втулки.
Притир содержит разрезную втулку 1, полый цилиндрический хвостовик 2 с буртиком 3 для присоединения к шпинделю станка. Разжим этого притира производится конической иглой 4, контактирующей по поверхности внутреннего конического (или ступенчатого цилиндрического) отверстия притира.
На рабочей поверхности притира нанесен микрорельеф в виде синусоидальных канавок с переменной относительной площадью микроканавок, причем на участке х относительная площадь канавок в 1,2-1,8 раQ за меньше, чем на остальной рабочей поверхности (х)- Участок притира на длине ( - это рабочая зона притира, которая во время доводки обрабатывает зону отверстия наименьшего контакта с притиром. После нанесения пасты и введения притира
5 в обрабатываемое отверстие притиру придается вращательное и возвратно-поступательное перемещение. При осевом перемещении притира зона притира ЕХ обрабатывает преимущественно зону переменного контакта отверстия, а остальная рабочая
0 зона притира (т. е. Ед) обрабатывает зону отверстия с постоянным контактом. Вследствие разности относительных площадей канавок в обеих зонах притира производительность съема металла по всей поверхности отверстия выравнивается, что положительно сказывается на геометрических параметрах доводимого отверстия.
Использование предлагаемого притира позволяет управлять геометрической формой обрабатываемого глухого отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для доводки цилиндрических отверстий | 1983 |
|
SU1119830A1 |
| Притир для доводки отверстий | 1976 |
|
SU656818A1 |
| Способ доводки отверстий | 1987 |
|
SU1509236A1 |
| Пртир для доводки отверстий | 1976 |
|
SU617250A1 |
| Инструмент для абразивной обработки поверхностей вращения | 1983 |
|
SU1138299A1 |
| Притир | 1982 |
|
SU1100794A1 |
| Притир для доводки отверстий | 1984 |
|
SU1248774A1 |
| ПРИТИР для доводки ОТВЕРСТИЙ | 1973 |
|
SU384661A1 |
| Притир для обработки отверстий | 1977 |
|
SU632556A2 |
| Притир для доводки отверстий | 1988 |
|
SU1627385A1 |
ПРИТИР ДЛЯ ДОВОДКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ, содержащий установленную на разжимной конической игле разрезную втулку с криволинейными канавками на рабочей поверхности, отличающийся тем, что, с целью повышения точности обработки глухих отверстий, канавки на рабочей поверхности выполнены с переменной относительной площадью, причем на участке длиной, равной длине постоянного контакта с обрабатываемой деталью, относительная площадь канавок в 1,2-1,8 раза меньще, чем на остальной рабочей поверхности. (Л 05 00 сх Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НЕРАЗРЕЗНОЙ ПРИТИР|^1ШиТЕЯД | 0 |
|
SU338354A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
