(Л
ел
о со to
со Од
Изобретение относится к области абразивной обработки, в частности доводки, и может применяться для обработки отверстий высокоточных деталей в крупносерийном и массовом производстве.
Целью изобретения является повышение точности доводки больших партий заготовок одним притиром.
На чертеже изображена заготовка в момент доводки отверстия с одновременной об- работкой рубашки притира.
Притир содержит рубашку 1, выполненную в виде разрезной втулки с внутренним конусным отверстием и продольными лыска- ми а. Во внутренней полости притира расположена коническая разжимная игла 2, за- крепленная в шпинделе 3 станка. Игла 2 может быть целиком выполнена из шлифовального материала либо из стали с покрытием из шлифовального материала. Между коническими поверхностями рубашки 1 прити- ра и разжимной иглы 2 внесен слой b доводочной пасты. Слой с доводочной пасты расположен между цилиндрической поверхностью рубашки I притира и стенками доводимого отверстия заготовки 4. Стрелками показано вращательное и возвратно-поступательное движение заготовки 4 и возвратно- поступательное движение иглы 2 относительно рубашки 1 притира.
При таком осуществлении способа на всем протяжении срока службы притира постоянно сохраняется первоначальное состояние внутренней и наружной поверхностей рубашки притира, поэтому от первой до последней детали обеспечиваются равные условия доводки отверстий обрабатываемых деталей. Доводка производится при нанесении пасты на наружную поверхность рубашки притира. При этом при движении разжимной иглы относительно внутренней поверхности разжимающейся рубашки зерна шлифовального материала иглы производят обработку внутренней поверхности рубашки.
0
5
Однако вследствие малых скоростей перемещение иглы съема металла оказывается недостаточным, и с-целью интенсификации процесса обработки внутренней поверхности рубащки притира подают пасту также между рубашкой притира и разжимной иглой. Материал связки шлифовального материала должен обладать высокой твердостью (от 1,5 МПа), что позволяет повысить износостойкость иглы.
После окончания цикла доводки игла перемещается в обратном направлении, производя обработку внутренней поверхности сжимающейся рубащки и притир с разжимной иглой выводят из обработанного отверстия детали. На рабочую поверхность притира наносят новую порцию пасты и притир с разжимной иглой снова вводят в отверстие следующей предназначенной для обработки детали. Процесс доводки отверстия детали и внутренней поверхности рубашки притира повторяется. Таким образом, за счет постоянного съема металла с внутренней поверхности рубащки Притира обеспечивается в каждом сечении по длине контакта исправление искажений формы конической поверхности рубащки и, следовательно, обеспечивается равномерный разжим наружной цилиндрической поверхности рубашки, которая и определяет точность доводки.
Формула изобретения
0
Способ доводки отверстий, при котором берут притир в виде конусной разжимной иглы и разрезной рубашки, на наружную поверхность которой наносят абразивную пас- 5 ту, вводят его в обрабатываемое отверстие и сообщают осевое перемещение конусной игле, отличающийся тем, что, с целью повыще- ния точности обработки, берут иглу с рабочей поверхностью из абразивного материала и между ней и внутренней поверхностью разрезной рубашки дополнительно вводят абразивную пасту.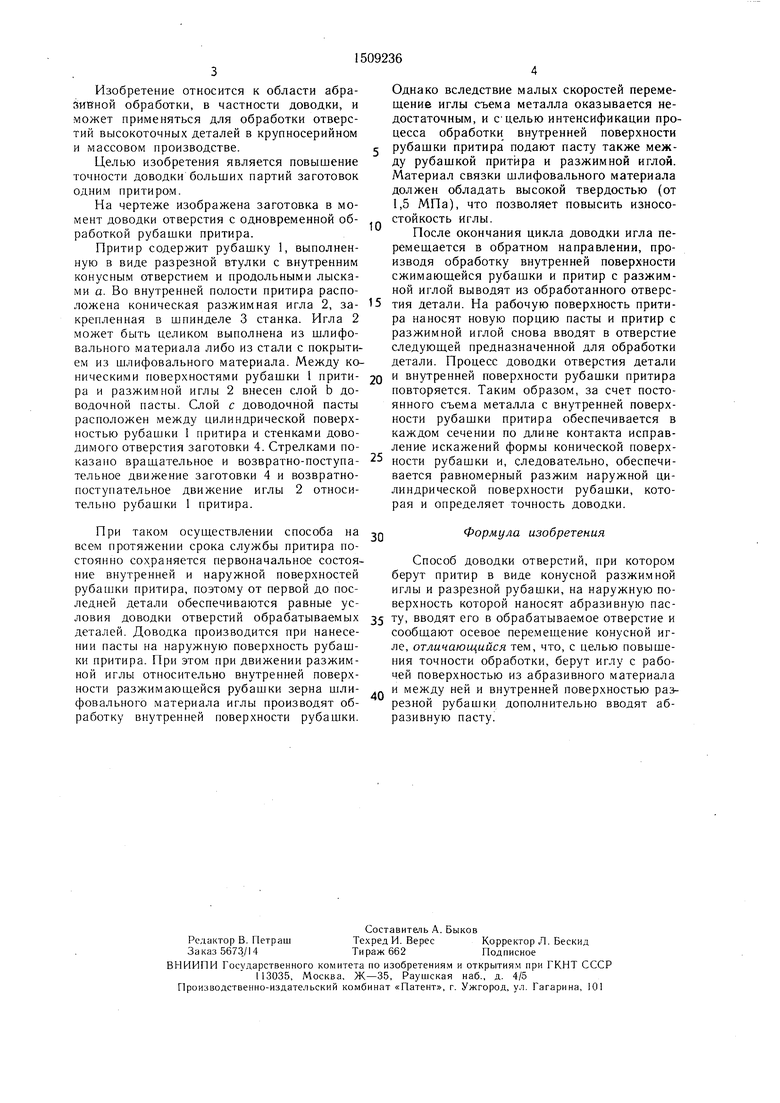
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для обработки отверстий | 1976 |
|
SU589110A1 |
| Притир для доводки цилиндрических отверстий | 1983 |
|
SU1119830A1 |
| ПРИТИР для доводки ОТВЕРСТИЙ | 1973 |
|
SU384661A1 |
| Притир для обработки отверстий | 1980 |
|
SU944892A1 |
| Притир для доводки отверстий | 1984 |
|
SU1248774A1 |
| Притир для доводки отверстий | 1976 |
|
SU656818A1 |
| Притир для обработки отверстий | 1973 |
|
SU457585A1 |
| Инструмент для доводки отверстий | 1988 |
|
SU1602707A1 |
| Притир для обработки отверстий | 1977 |
|
SU632556A2 |
| Инструмент для абразивной обработки поверхностей вращения | 1983 |
|
SU1138299A1 |
Изобретение может применяться для абразивной обработки отверстий высокоточных деталей в крупносерийном и массовом производстве и позволяет повысить точность обработки. Абразивную обработку отверстий производят притиром с рубашкой 1 разжимаемой конической иглой 2 путем нанесения абразивной пасты на наружную поверхность притира и на наружную поверхность разжимаемой иглы, которая выполнена из абразивного материала. В период доводки отверстий происходит перемещение разжимной иглы, которая в сочетании с абразивной пастой осуществляет обработку внутренней поверхности рубашки притира, устраняя погрешности формы рубашки вследствии деформации притира. 1 ил.
| Способ изготовления пластмассовых оболочек | 1975 |
|
SU539779A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
