(54) ЗАЖИМНОЕ УСТРОЙСТВО ВАКУУМФОРМОВОЧНОЙ МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2263030C1 |
| УСТРОЙСТВО ДЛЯ КОПИРОВАНИЯ КРИВЫХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2145923C1 |
| КИНЕМАТИЧЕСКАЯ СИСТЕМА ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК С ПОМОЩЬЮ ПРИЖИМА В СТАНКАХ ДЛЯ ЗАГИБА И ФОРМОВАНИЯ ЛИСТОВОГО МЕТАЛЛА | 2006 |
|
RU2422228C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЛЮЛОЗНОГО ПРОДУКТА, УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЦЕЛЛЮЛОЗНОГО ПРОДУКТА И ЦЕЛЛЮЛОЗНЫЙ ПРОДУКТ | 2017 |
|
RU2735554C2 |
| Устройство для формования изделий из термопластических материалов | 1981 |
|
SU1006250A1 |
| Устройство для изготовления покрышек велоседел из листовых термопластов | 1985 |
|
SU1353642A1 |
| Вакуум-формовочная машина дляТЕРМОплАСТОВ | 1979 |
|
SU818883A1 |
| Способ изготовления гофрированных изделий из листовых заготовок и устройство для его осуществления | 1987 |
|
SU1588461A1 |
| ВАКУУМФОРМОВОЧНАЯ МАШИНА | 1966 |
|
SU177604A1 |
| Устройство для формования полых изделий из листовых термопластичных материалов | 1981 |
|
SU1047710A1 |
Изобретение относится к оборудованию для переработки листовых термопластов, в частности к зажимным устройствам для производства изделий из термопластов методом вакуумного формования.
. Известно зажимное устройство вакуумформовочиой машины, содержащее корпус и соединенный с ним регулируемый по форме зажим в виде рам с прямолинейиыми участками 1.
Недостатком известного устройства является большой отход листовых материалов при формовании.
Наиболее близкое к предлагаемому из известиых зажимное устройство вакуумформовочной машины, содержащее корпус и соединенный с ним регулируемый по форме зажим, выполненный в виде подвижной рамы с перегородками, разделяющими раму на участки прямоугольной формы 2J.
Существенным недостатком известного зажимного устройства является большие отходы листового материала при формовании, так как рама имеет всегда прямоугольиую форму, а формуемая деталь может быть различной формы.
Цель изобретения - снижсни отходов листовых материалов при изготовлении деталей.
Для достижения указанной цели в зажимном устройстве зажим выполнен в виде гибкой ленты и установлениых в корпусе с возможностью продольного перемещения рычагов с 5 шарнирно закрепленными на нх концах захватами, взаимодействующими с лентой. Такое выполнение устройства обеспечивает зажим листа термопласта точио по профилкэ изделия и тем самым уменьшает количество отходов листовых материалов.
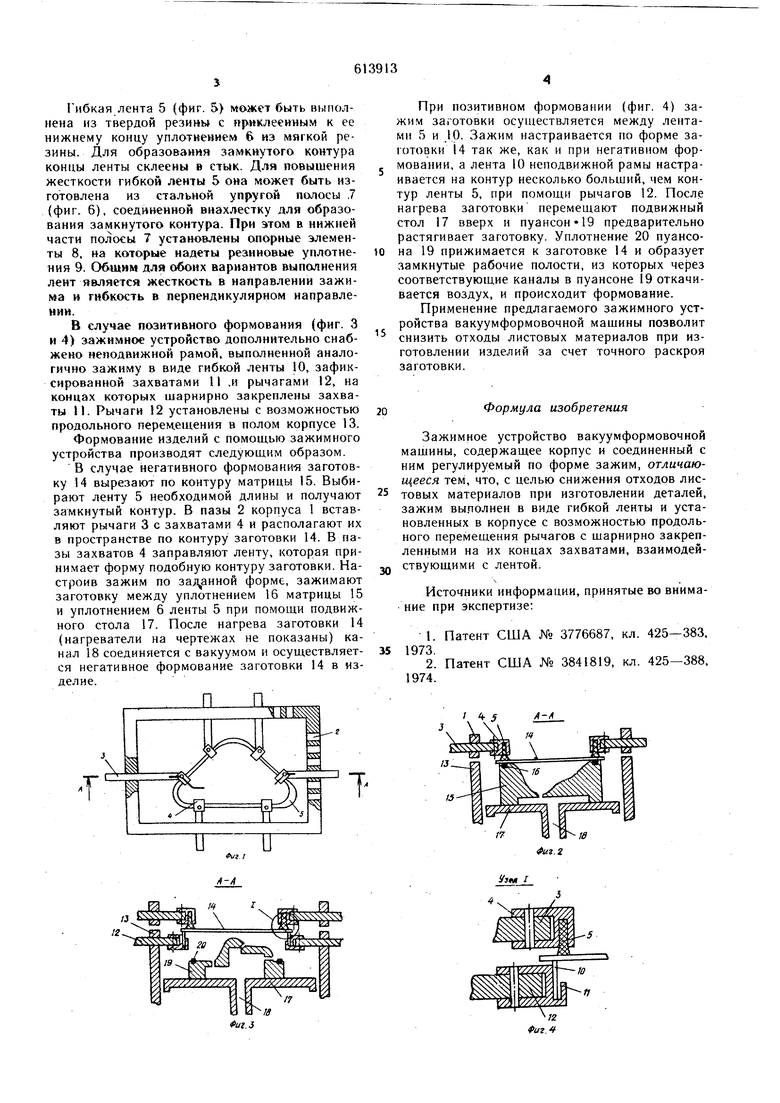
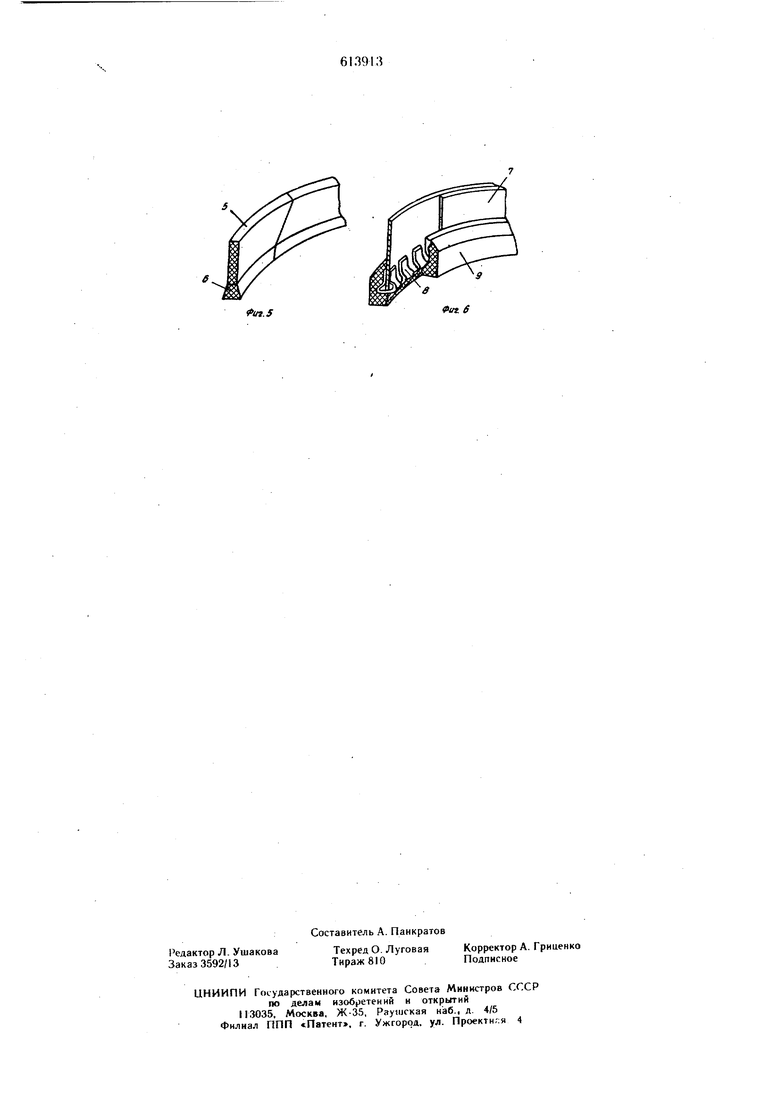
На фиг. 1 изображено предлагаемое зажимное устройство вакуумформовочной машины, . вид в плаие; на фиг. 2 - разре.ч А-А фиг. I для случая негативного формования; на фиг. 3 - то же, для случая позитивного фор5 мования; на фиг. 4 - узел 1 фиг. 3; на фиг. 5 - часть замкнутой ленты из твердой резины; на фиг. 6 - лента, выполненная из тонкой металлической полосы.
Зажимное устройство вакуумформовочной машины содержит корпус , имеющий по периметру множество с.чвозных пазов 2 и рычаги 3, установленные в пазах 2 с возможностью продольного перемещения. На концах рычагов 3 шарнирно закреплены захваты 4. Зажим устройства выполнен в виде гибкой .чеиты 5, соединенной с захватами 4.
Гибкая лента 5 (фиг. 5) может быть выполнена из твердой резины с приклеенным к ее нижнему концу уплотнением 6 из мягкой резины. Для образования замкнутого контура концы ленты склеены в стык. Для повышения жесткости гибкой ленты 5 она может быть изготовлена из стальной упругой полосы .7 (фиг. 6), соединенной внахлестку для образования замкнутого контура. При этом в нижней части полосы 7 установлены опорные элементы 8, на которые надеты резнновые уплотнения 9. Общим для обонх вариантов выполнения лент является жесткость в направлении зажима н гибкость в перпендикулярном направлении.
В случае позитивного формования (фиг. 3 и 4) зажимное устройство дополнительно снабжено неподвижной рамой, выполненной аналогично зажиму в виде гибкой ленты 10, зафиксированной захватами II ,и рычагами 12, на концах которых шарнирно закреплены захваты И. Рычаги 12 установлены с возможностью продольного перемещения в полом корпусе 13. Формование изделий с помощью зажимного устройства производят следующим образом.
В случае негативного формованиЯ заготовку 14 вырезают по контуру матрицы 15. Выбирают ленту 5 необходимой длины и получают замкнутый контур. В пазы 2 корпуса 1 вставляют рычаги 3 с захватами 4 и располагают их в пространстве по контуру заготовки 14. В пазы захватов 4 заправляют ленту, которая принимает форму подобную контуру заготовки. Настроив зажим по задранной форме, зажимают заготовку между уплотнением 16 матрицы 15 и уплотнением 6 ленты 5 при помощи подвижного стола 17. После нагрева заготовки 14 (нагреватели на чертежах не показаны) канал 18 соединяется с вакуумом и осуществляется негативное формование заготовки 14 в изделие.
Л
При позитивном формовании (фиг. 4) зажим заготовки осуществляется между лентами 5 и 10. Зажим настраивается по форме заготовки И так же, как и при негативном формовании, а лента 10 неподвижной рамы настраивается на контур несколько больщий, чем контур ленты 5, при помощи рычагов 12. После нагрева заготовки перемещают подвижный стол 17 вверх и пуансон-19 предварительно растягивает заготовку. Уплотнение 20 пуансона 19 прижимается к заготовке 14 и образует замкнутые рабочие полости, из которых через соответствующие каналы в пуансоне 19 откачивается воздух, и происходит формование.
Применение предлагаемого зажимного устройства вакуумформовочной мащины позволит снизить отходы листовых материалов при изготовлении изделий за счет точного раскроя заготовки.
Формула изобретения
Зажимное устройство вакуумформовочной мащины, содержащее корпус и соединенный с ним регулируемый по форме зажим, отличающееся тем, что, с целью снижения отходов листовых материалов при изготовлении деталей, зажим вы.полнен в виде гибкой ленты и установленных в корпусе с возможностью продольного перемещения рычагов с шарнирно закрепленными на их концах захватами, взаимодействующими с лентой.
Источники информации, принятые во внимание при экспертизе:
,5
А-Л
IS
Фиг.г
13
г - ....
иг.з
ФигЛ
in.5
fin.6
