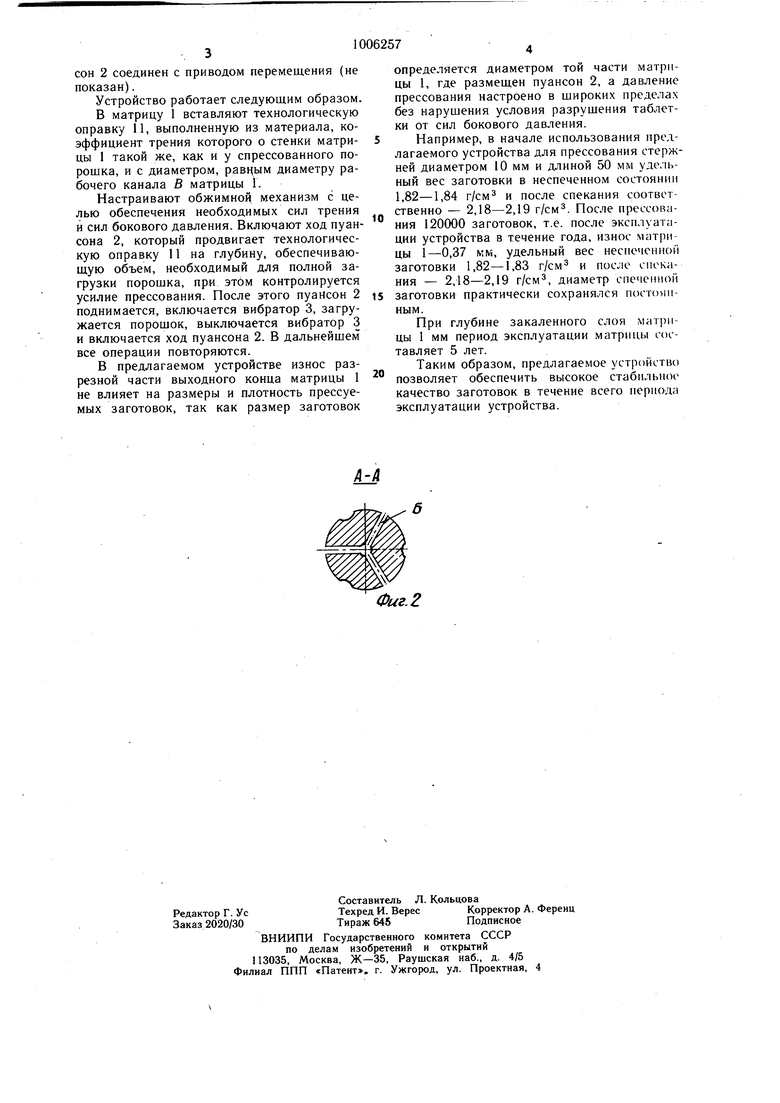
Изобретение относится к переработке пластмасс, а более конкретно к установкам для непрерывного производства заготовок из порошковых полимерных материалов. Известно устройство для непрерывного прессования стержней из фторопласта-4, содержащее матрицу со сквозным отверстием, пуансон, загрузочное устройство и привод пуансона 1. Недостатком данного устройства является низкое и нестабильное качество заготовок в течение всего периода эксплуатации устройства. Это вызвано тем, что в процессе эксплуатации устройства силы трения, возникающие на поверхности контакта изделия и матрицы, приводят к износу последней и, соответственно, к увеличению диаметра матрицы, особенно в той части, которая расположена ниже зоны работы пуансона. Увеличениедиаметра матрицы при сохранении диаметра заготовки приводит к уменьщению натяга на поверхности контакта заготовки и матрицы и, соответственно, к уменьщению сил трения. Следствием этого является возникновение перемещения заготовки при давлении прессования меньшем, чем это необходимо для получения требуемой плотности. В итоге после спекания заготовки получаются недостаточно плотными, а увеличение усадки, связанное со спеканием, недостаточно плотной заготовки, приводит к более значительному искажению ее размера. Например, в начале использования устройства для прессования стержней диаметром 10 мм и длиной 50 мм удельный вес заготовок в неспеченном состоянии 1,83 г/см и после спекания - 2,19 г/см. После прессования 10000 заготовок при износе матрицы 0,03 мм удельный вес несцеченой заготовки 1,75 г/см, спеченой - 2,05 г/см, а диаметр заготовки уменьшается на 5% по сравнению с первыми партиями заготовок, т. е. после прессования партии 10000 издеЛИЙ требуется замена матрицы, так как изделия оказываются некондиционными. При производительности устройства около 60 заготовок в час и односменной работе 10000 изделий изготовляется за 1 мес.. следовательно, срок службы матрицы устройства составляет всего лишь 1 мес. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для непрерывного формования заготовок из порошковых полимерных материалов, содержащее раму, вибратор, матрицу со сквозным рабочим каналом, пуансон, соединенный с приводом перемещения и загрузочный бункер. В известием устройстве матрица выполнена составной вдоль оси и содержит недеформируемую часть, сопрягающуюся с пуансоном, и деформируемую в радиальном направлении часть, внутренний диаметр которой в свободном состоянии меньше внутреннего диаметра недеформируемой части матрицы 2. Однако при износе деформируемой части матрицы и увеличении ее диаметра уменьшается натяг на поверхности контакта заготовки и матрицы, боковое давление и силы трения, это приводит к снижению давления прессования в процессе производства заготовок и, соответственно, к снижению плотности таблетки, что вызывает искажение раз меров после спекания заготовки. Например, при прессовании 30000 заготовок того же размера, что и при использовании устройства 1, при износе деформируемой части матрицы 0,08 мм натяг уменьшается и удельный вес неспеченой заготовки 1,77 г/см, спеченой 2,06 г/см, диаметр заготовки уменьшается на 5% по сравнению с первыми партиями заготовок. Срок службы матрицы устройства 3 мес., т.е. только в течение 3 мес. был обеспечен выпуск кондиционных заготовок. Цель изобретения - повышение качества заготовок за счет обеспечения стабильности давления прессования. Поставленная цель достигается тем, что в устройстве для непрерывного формования заготовок из порошковых полимерных материалов, содержащем раму, вибратор, матрицу со сквозным рабочим каналом, пуансон, соединенный с приводом перемешения, и загрузочный бункер, матрица снабжена обжимным механизмом, размещенным на ее выходном конце, который выполнен с продольными прорезями. Такое выполнение устройства позволяет создать гарантированное регулируемое обжатие поверхности контакта заготовки и разрезной части матрицы, а следовательно, и требуемой значение сил трения, что обеспечивает перемещение заготовки только при достижении давления прессования, необходимого для получения заданной плотности заготовки. На фиг. 1 изображено устройство для непрерывного формования заготовок из порошковых полимерных материалов, общий вид; на фиг. 2 - сечение А-А на фиг. 1. Устройство состоит из матрицы 1 с продольными прорезями Б на ее выходном конце, пуансона 2, вибратора 3, смонтированного на неразрезанной части матрицы, обжимного механизма, смонтированного на матрице 1 с помощью фланца 4 и гайки 5 и выполненного в виде пружины 6 и прижима 7. Матрица 1 с обжимным механизмом и вибратором 3 крепится к раме 8 посредством пружин 9. Прижим 7 воздействует на выходной конец матрицы 1 через шарики 10 с целью уменьшения потерь на трение. В матрице 1 выполнен сквозной рабочий канал В, а для загрузки порошка предназначен загрузочный бункер, выполненный в данном случае заодно с матрицей 1. Пуансон 2 соединен с приводом перемещения (не показан).
Устройство работает следующим образом.
В матрицу 1 вставляют технологическую оправку 11, выполненную из материала, коэффициент трения которого о стенки матрицы 1 такой же, как и у спрессованного порошка, и с диаметром, равным диаметру рабочего канала В матрицы 1.
Настраивают обжимной механизм с целью обеспечения необходимых сил трения и сил бокового давления. Включают ход пуансона 2, который продвигает технологическую оправку 11 на глубину, обеспечивающую объем, необходимый для полной загрузки порошка, при этом контролируется усилие прессования. После этого пуансон 2 поднимается, включается вибратор 3, загружается порошок, выключается вибратор 3 и включается ход пуансона 2. В дальнейшем все операции повторяются.
В предлагаемом устройстве износ разрезной части выходного конца матрицы 1 не влияет на размеры и плотность прессуемых заготовок, так как размер заготовок
определяется диаметром той части матрицы 1, где размещен пуансон 2, а давление прессования настроено в широких преде.пах без нарушения условия разрушения таблетки от сил бокового давления. Например, в начале использования предлагаемого устройства для прессования стержней диаметром 10 мм и длиной 50 мм удельный вес заготовки в неспеченном состоянии 1,82-1,84 г/см и после спекания соответственно - 2,18-2,19 г/см. После прессования 120000 заготовок, т.е. после эксплуатации устройства в течение года, износ матрицы ,37 мм, удельный вес неспечснной заготовки 1,82-1,83 г/см и после спокания - 2,18-2,19 г/см, диаметр спеченной заготовки практически сохранялся постоянным.
При глубине закаленного слоя матрицы 1 мм период эксплуатации матрицы составляет 5 лет.
Таким образом, предлагаемое устройство позволяет обеспечить высокое стабильное качество заготовок в течение всего периода эксплуатации устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования заготовок из порошковых полимерных материалов | 1980 |
|
SU895700A1 |
| ЭКОНОМИЧНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ ЭЛЕМЕНТОВ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2017 |
|
RU2695586C1 |
| УЛУЧШЕННЫЙ СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ ЭЛЕМЕНТОВ ПОСРЕДСТВОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2014 |
|
RU2639615C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЛОЧНЫХ ИЗДЕЛИЙ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА И КОМПОЗИТОВ НА ЕГО ОСНОВЕ | 2018 |
|
RU2734608C2 |
| Способ непрерывного изготовления спеченных изделий и устройство для его осуществления | 1980 |
|
SU931293A1 |
| Способ терморадиационной обработки фторполимеров | 2021 |
|
RU2810570C2 |
| БУРОВОЕ ДОЛОТО С РЕЖУЩИМ ЭЛЕМЕНТОМ, СПЕЧЕННЫМ С КОРПУСОМ ШАРОШКИ | 2008 |
|
RU2456427C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ, ИМЕЮЩЕЕ КОРПУС С ЧАСТИЦАМИ КАРБИДА БОРА В МАТРИЧНЫХ МАТЕРИАЛАХ ИЗ АЛЮМИНИЯ ИЛИ СПЛАВОВ АЛЮМИНИЯ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2464403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ИЗНОСОСТОЙКИХ ИЗДЕЛИЙ | 2009 |
|
RU2405658C1 |
| Устройство для прессования крупногабаритных заготовок | 1983 |
|
SU1161243A1 |
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащее раму, вибратор, матрицу со сквозным рабочим каналом, пуансон, соединенный с приводом перемещения и загрузочный бункер, отличающееся тем, что, с целью повышения качества заготовок за счет обеспечения стабильности давления прессования, матрица снабжена обжимным механизмом, размеш,енным на ее выходном конце, который выполнен с продольными прорезями. (Л 9 05 Ю ел -vj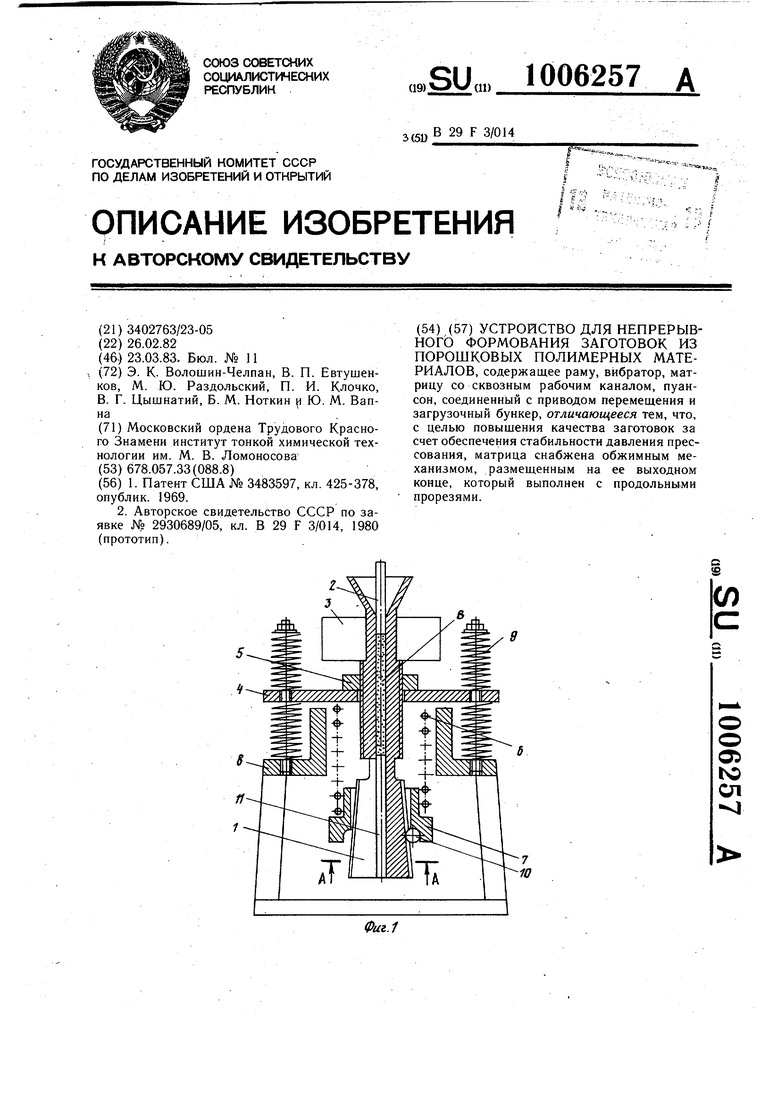
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3483597, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 2930689/05, кл | |||
| Солесос | 1922 |
|
SU29A1 |
