Сварка деталей из алюминиевых сплавов и исправление пороков литья из алюминиевых сплавов производится газовой или электродуговой сваркой угольным электродом. Оба эти способа имеют ряд существенных недостатков: значительный общий нагрев и коробление детали, низкая производительность, необходимость высокой квалификации сварщика и др.
Применение при сварке алюминиевых сплавов электродов с покрытием, содержащим хлористый литий, хлористый калий, хлористый натрий и криолит, не обеспечивает необходимой плотности и чистоты сварного шва, вследствие выделения атомарного водорода из попавшей в шов влаги и наличия газообразного фтористого кремния, образующегося в процессе сварки.
Предлагаемое покрытие С-1 для электродов, применяемых при электродуговой сварке силумина, позволяет уменьшить образование газообразного фтористого кремния и насыщения шва натрием за счет ограничения содержания криолита в составе покрытия; замедлить протекание эндотермических реакций и образование пор за счет понижения температуры электрической дуги, введением в состав покрытия поташа; облегчить удаление газовых пузырьков из сварочной ванны за счет замедления остывания верхнего слоя металла и шлака введением в состав покрытия двуокиси титана и окиси железа.
Электроды с покрытием С-1 обеспечивают получение блестящих сварных швов с гладкой поверхностью и почти полным отсутствием пор.
При сварке мало ответственных деталей может быть применено более дешевое покрытие С-2.
Электродные стержни изготовляются из проволоки АК или из АЛ-4, при этом должны применяться плавки с пониженным содержанием кремния. Состав электродных покрытий (в %) следующий:
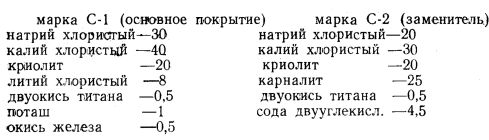
Компоненты после размола просеиваются через сито с числом отверстий 1600 на см2. На 1 кг сухой смеси С-1 добавляется 200-220 мл воды, а для С-2 - 250-260 мл воды.
Покрытие наносится на стержни сейчас же после его изготовления. Сушка производится в вертикальном положении при 20° в течении 24-48 час. Прокалка при 120-140° в течение 1-2 час. Хранить электроды в сухом отапливаемом помещении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1989 |
|
SU1722755A1 |
| Электрод для сварки алюминиевой бронзы | 1990 |
|
SU1736683A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU730515A1 |
| Состав электродного покрытия | 1982 |
|
SU1073052A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 1995 |
|
RU2113958C1 |
| Состав электродного покрытия | 1988 |
|
SU1539030A1 |
| Состав электродного покрытия | 1977 |
|
SU725852A1 |
| ФЛЮС ДЛЯ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1995 |
|
RU2096151C1 |
| Состав электродного покрытия для сварки низкоуглеродистых и низколегированных сталей | 1985 |
|
SU1296345A1 |
| Шихта электродной проволоки | 1990 |
|
SU1836204A3 |
1. Покрытие для электродов, применяемых при электродуговой сварке силумина, содержащее хлористый литий, хлористый калий, хлористый натрий и криолит, отличающееся тем, что, с целью обеспечения получения плотного шва, в состав покрытия вводят лития хлористого - 8%, натрия хлористого - 30%, калия хлористого - 40%, криолита до 20%, поташа - 1%, двуокиси титана - 0,5% и окиси железа - 0,5%.
2. Покрытие по п. 1, применяемое для сварки мало ответственных деталей, отличающееся тем, что, с целью удешевления покрытия, оно содержит натрия хлористого - 20%, калия хлористого - 30%, криолита - 20%, карналита - 25%, соды углекислой - 4,5% и двуокиси титана - 0,5%.
